
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 6367-1:2006 (ISO 6931-1 : 1994) về Thép không gỉ làm lò xo – Phần 1: Dây do Bộ Khoa học và Công nghệ ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 6367-1 : 2006 (ISO 6931-1 : 1994)
TCVN 6367-2 : 2006 (ISO 6931-2 : 2005)
THÉP KHÔNG GỈ LÀM LÒ XO –
PHẦN 1: DÂY
PHẦN 2: BĂNG HẸP
Stainless steel for springs –
Part 1: Wire
Part 2: Narrow strip
Mục lục
TCVN 6367-1 :2006 ISO 6931-1:1994 Thép không gỉ làm lò xo – Phần 1: Dây
TCVN 6367-2 : 2006 ISO 6931-2 : 2005 Thép không gỉ làm lò xo – Phần 2: Băng hẹp
Lời nói đầu
TCVN 6367-1 : 2006 thay thế cho TCVN 6367 : 1998;
TCVN 6367-1 : 2006 hoàn toàn tương đương với ISO 6931-1 :1994;
TCVN 6367-2: 2006 hoàn toàn tương đương với ISO 6931-2 : 2005;
TCVN 6367-1 : 2006; TCVN 6367-2 : 2006 do Ban Kỹ thuật Tiêu chuẩn TCVN/TC 17 Thép biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ ban hành.
TCVN 6367-1 : 2006
THÉP KHÔNG GỈ LÀM LÒ XO – PHẦN 1: DÂY
Stainless steel for springs – Part 1: Wire
1. Phạm vi áp dụng
1.1. Tiêu chuẩn này áp dụng cho các mác thép không gỉ gia công áp lực nêu trong bảng 1, được sử dụng ở trạng thái gia công biến cứng thành dây có đường kính đến 10 mm, dùng để chế tạo lò xo hoặc những chi tiết của lò xo chống gỉ và đôi khi trong điều kiện nhiệt độ tăng không nhiều (xem A. 1 của phụ lục A).
1.2. Ngoài các mác thép nêu trong bảng 1, một số mác thép được đề cập trong ISO 683-13 cũng được sử dụng làm lò xo, nhưng phạm vi áp dụng hẹp hơn. Trong các trường hợp này, các đặc tính vật lý (giới hạn bền kéo, v.v…) phải có sự thỏa thuận giữa người sử dụng và nhà cung cấp.
1.3. Ngoài tiêu chuẩn này, các yêu cầu chung về cung cấp của ISO 404 cũng được áp dụng.
2. Tài liệu viện dẫn
TCVN 4398:2001 (ISO 377:1997) Thép và sản phẩm thép – Vị trí lấy mẫu, chuẩn bị phôi mẫu và mẫu thử cơ tính
ISO 404:1992, Steel and steel products – General technical delivery requirements (Thép và sản phẩm thép – Yêu cầu kỹ thuật chung về cung cấp)
ISO 683-13:1986, Heat -treables steels, alloy steels and free-cutting steels – Part 13: Wrought stainless steels (Thép ram cao sau khi tôi, thép hợp kim và thép dễ cắt – Phần 13: Thép không gỉ gia công áp lực)
TCVN 197:2002 (ISO 6892:1998) Vật liệu kim loại – Thử kéo ở nhiệt độ môi trường
ISO 7802:1983. Metallic materials – Wire – Wrapping test (Vật liệu kim loại – Dây – Thử quấn)
ISO/TR 9769:1991. Steel and iron – Review of available methods of analysis (Thép và gang – Xem xét lại phương pháp phân tích hiện có)
ISO 10474:1991, Steel and steel products – Inspection documents (Thép và sản phẩm thép – Tài liệu kiểm tra)
3. Đặt hàng
Người mua phải nêu yêu cầu và đơn đặt hàng của mình.
a) số lượng mong muốn;
b) đường kính dây;
c) số hiệu của tiêu chuẩn này;
d) mác thép (xem Bảng 1);
e) điều kiện cung cấp (xem 4.2.2.1 và 4.22.2);
f) điều kiện bề mặt (xem 4.2.2.3);
9) hình thức cung cấp (xem 4.2.1);
h) loại tài liệu yêu cầu (xem 5.1.1).
VÍ DỤ:
– 2 tấn dây lò xo không gỉ, 2,00 mm, phù hợp với TCVN 6367-1 (ISO 6931-1), thép mác 1, điều kiện lò xo được kéo nguội (C), giới hạn bền thông thường (NS), đã mạ, thành cuộn, chứng chỉ kiểm tra 3.1.B phù hợp với ISO 10474.
hoặc
– 2 tấn dây lò xo không gỉ, 2,00 mm, TCVN 6367-1 (ISO 6931-1), mác 1, điều kiện C, giới hạn bền NS, đã mạn, thành cuộn, tài liệu 3.1.B.
4. Yêu cầu Kỹ thuật
4.1. Sản xuất thép và sản phẩm
Nếu không có thỏa thuận nào khác trong đơn hàng, qui trình công nghệ sản xuất thép và sản phẩm do nhà sản xuất qui định.
4.2. Cung cấp dây
4.2.1. Hình thức cung cấp
Dây thường được cung cấp dưới dạng cuộn hoặc đoạn cắt. Một số cuộn có thể được bó lại để vận chuyển.
4.2.2. Điều kiện cung cấp
4.2.2.1. Điều kiện cung cấp dây do người mua qui định.
Các điều kiện cung cấp được qui định trong Bảng 2.
Trạng thái ram (T) mác 3 không phải là điều kiện cung cấp tiêu chuẩn, nhưng có thể là điều kiện được thỏa thuận giữa hai bên. Nhiệt luyện có thể gây ra đổi màu, xem A.5.2.2.
4.2.2.2. Mỗi một cuộn dây bao gồm một sợi dây liền, được quấn đều, không được có chỗ thắt nút hoặc xoắn vẹo. Theo thỏa thuận, số dây lớn nhất trong một cuộn là hai.
Lõi dây được cuốn tròn có đường kính không bé hơn đường kính tang của lõi và không lớn hơn 2,5 lần đường kính tang.
Cuộn dây được quấn tròn có đường kính không lớn hơn đường kính lõi ban đầu và không lớn hơn 1,5 lần đường kính đó.
Các đường kính khác của vòng quấn tròn do hai bên thỏa thuận.
Bảng 1 – Thành phần hóa học1) của thép (phân tích mẫu đúc)
Đơn vị tính là phần trăm khối lượng
|
Mác thép |
Thành phần hóa học 1) |
|||||||
|
Số |
Ký hiệu |
C |
Si |
Mn |
Al |
Cr |
Mo |
Ni |
|
1 |
X 9 CrNi 18-8 |
0,12 |
1,5 |
2,0 |
– |
16,0 ¸ 19,0 |
2,0 ¸ 2,5 2) |
6,5 ¸ 9,5 |
|
2 |
X 5 CrNiMo 17-12-2 |
0,07 |
1,0 |
2,0 |
– |
16,5 ¸ 18,5 |
10,5 ¸13,5 |
|
|
3 |
X 7 CrNiAI 17-7 |
0,09 |
1,0 |
1,0 |
0,75 ¸ 1,50 |
16,0 ¸18,0 |
6,5 ¸ 7,5 3) |
|
|
1) Đối với toàn bộ các mác P £ 0,045 % và S £ 0,030 % theo khối lượng. 2) Khi khả năng chống mài mòn là đặc biệt quan trọng, có thể thỏa thuận cung cấp loại 20a của ISO 683-13, với các qui định kỹ thuật của tiêu chuẩn này có thể áp dụng cho thép mác 2. 3) Qua thỏa thuận riêng, khi được dùng cho gia công biến dạng nguội, cũng có thể đặt hàng loại thép 7 % (m/m) đến 8,25 % (m/m) Ni. |
||||||||
Bảng 2 – Giới hạn bền kéo của lò xo trong điều kiện kéo nguội (C) và bổ sung cho mác 3, trong điều kiện ram (T)
|
Đường kính danh nghĩa |
Giới hạn bền kéo, MPa 1) 2) 3) 4) 5) 6) |
||||
|
Mác 1 |
Mác 2 |
Mác 3 |
|||
|
Điều kiện C |
Điều kiện C |
Điều kiện C |
Điều kiện T |
||
|
mm |
Giới hạn bền thông thường |
Giới hạn bền cao |
min |
min |
min |
|
£ 0,20 |
2200 |
2350 |
1725 |
1975 |
2275 |
|
> 0,20 £ 0,30 |
2150 |
2300 |
1700 |
1950 |
2250 |
|
> 0,30 £ 0,40 |
2100 |
2250 |
1675 |
1925 |
2225 |
|
> 0,40 £ 0,50 |
2050 |
2200 |
1650 |
1900 |
2200 |
|
> 0,50 £ 0,65 |
2000 |
2150 |
1625 |
1850 |
2150 |
|
> 0,65 £ 0,80 |
1950 |
2100 |
1600 |
1825 |
2125 |
|
> 0,80 £ 1,00 |
1900 |
2050 |
1575 |
1800 |
2100 |
|
> 1,00 £ 1,25 |
1850 |
2000 |
1550 |
1750 |
2050 |
|
> 1,25 £ 1,50 |
1800 |
1950 |
1500 |
1700 |
2000 |
|
> 1,50 £ 1,75 |
1750 |
1900 |
1450 |
1650 |
1950 |
|
> 1,75 £ 2,00 |
1700 |
1850 |
1400 |
1600 |
1900 |
|
> 2,00 £ 2,50 |
1650 |
1750 |
1350 |
1550 |
1850 |
|
> 2,50 £ 3,00 |
1600 |
1700 |
1300 |
1500 |
1800 |
|
> 3,00 £ 3,50 |
1550 |
1650 |
1250 |
1450 |
1750 |
|
>3,50 £ 4,25 |
1500 |
1600 |
1225 |
1400 |
1700 |
|
> 4,25 £ 5,00 |
1450 |
1550 |
1200 |
1350 |
1650 |
|
> 5,00 £ 6,00 |
1400 |
1500 |
1150 |
1300 |
1550 |
|
> 6,00 £ 7,00 |
1350 |
1450 |
1125 |
1250 |
1500 |
|
> 7,00 £ 8,50 |
1300 |
1400 |
1075 |
1200 |
1450 |
|
> 8,50 £ 10,00 |
1250 |
1350 |
1050 |
1150 |
1400 |
|
CHÚTHÍCH: 1) Giới hạn bền kéo được đo trên đường kính thực 2) Sau khi nắn thẳng, giới hạn bền kéo giảm xuống xấp xỉ 7 %. Bằng ram, có thể bù lại hoàn toàn độ giảm sức bền trên. Ram có thể gây ra sự cong vênh hoặc đổi màu, xem A.5.2.2 3) Đối với dây có ứng suất biến dạng cao, giá trị giới hạn bền kéo thấp theo thỏa thuận. 4) Xem 4.4.2. 5) Dung sai giới hạn bền kéo: + 15 % giá trị nhỏ nhất 6) 1 N/mm2 = 1 MPa. |
|||||
Dây lò xo được kéo tự do từ mẫu dây xoắn ốc. Các yêu cầu này đảm bảo cho dây có đường kính đến 5 mm, nếu độ dịch chuyển dọc trục / giữa hai đầu của tang cuộn chuyên dùng (cuộn dây) không vượt quá giá trị tính theo công thức sau:
![]()
trong đó:
D là đường kính trung bình của tang cuộn chuyên dùng, tính bằng milimét;
d là đường kính dây, tinh bằng milimét.
Mẫu dây tròn và mẫu dây xoắn ốc được thử theo 5.4.2.4.
4.2.2.3. Điều kiện bề mặt của dây thép không gỉ làm lò xo được thoả thuận tại thời điểm yêu cầu và đặt hàng.
4.3. Thành phần hoá học
4.3.1. Thành phần hóa học của thép khi phân tích mẫu đúc được qui định trong Bảng 1.
4.3.2. Sai lệch cho phép giữa các giá trị cho trong Bảng 1 và giá trị khi phân tích sản phẩm được qui định trong Bảng 3.
Bảng 3 – Sai lệch cho phép của phân tích sản phẩm so với các giá trị giới hạn đối với phân tích mẫu đúc trong Bảng 1
|
Nguyên tố |
Hàm lượng lớn nhất cho phép trong phân tích mẫu đúc % (m/m) |
Sai lệch cho phép 1) % (m/m) |
|
C |
£ 0,12 |
+ 0,01 |
|
Si |
£ 1,0 |
+ 0,05 |
|
|
> 1,0 £ 1,5 |
+ 0,10 |
|
Mn |
£ 1,0 |
+ 0,03 |
|
|
> 1,0 £ 2,0 |
+ 0,04 |
|
P |
£ 0,045 |
+ 0,005 |
|
S |
£ 0,030 |
+ 0,005 |
|
AI |
0,75 £ 1,50 |
± 0,10 |
|
Cr |
1,60 £ 19,0 |
± 0,20 |
|
Mo |
2,0 £ 2,5 |
± 0,10 |
|
Ni |
6,0 £ 10,0 |
± 0,10 |
|
|
> 10,0 £ 13,5 |
± 0,15 |
|
1) Đối với một mẫu đúc, sai lệnh của một nguyên tố khi phân tích sản phẩm chỉ có thể dưới giá trị nhỏ nhất hoặc trên giá trị lớn nhất của dãy giá trị được qui định cho phân tích mẫu đúc, nhưng không thể có hai giá trị này cùng một lúc. |
||
Bảng 4 – Sai lệch của giới hạn bền kéo trong cùng một lõi dây hoặc cuộc dây
|
Đường kính dây, d |
Sai lệch của giới hạn bền kéo lớn nhất |
|
mm |
MPa |
|
£ 1,5 |
100 |
|
> 1,5 <> |
70 |
4.4. Cơ tính
4.4.1. Giới hạn bền kéo của lò xo khi kéo nguội (C) và ram (T) mác 3 được qui định trong Bảng 2.
Nhiệt luyện mác 1 và 2 cũng làm tăng giới hạn bền kéo, nhưng thấp hơn mác 3, xem A.2 và Hình A.1.
4.4.2. Sai lệch của giới hạn bền kéo lớn nhất giữa hai đầu của cuộn dây hoặc lõi dây được qui định trong Bảng 4 (xem 5.2).
Sai lệch giới hạn bền kéo trong một lô, đúc từ cùng một mẻ không được vượt quá tối đa 9 % giới hạn bền kéo nhỏ nhất.
4.5. Đặc tính công nghệ, trạng thái bề mặt và chất lượng bên trong dây
4.5.1. Đặc tính công nghệ và trạng thái bề mặt
4.5.1.1. Để đánh giá tính đồng đều khi cuộn và trạng thái bề mặt, trong trường hợp đường kính dây từ 0,5 đến 1,5 mm, phải áp dụng thử cuộn. Lò xo được cuộn phù hợp với 5.4.2.2 phải có bề mặt và bước cuốn đều.
4.5.1.2. Để đánh giá độ dẻo và trạng thái bề mặt, phải áp dụng các phép thử sau đây:
– thử quấn cho đường kính dây từ 0,3 mm đến 4,00 mm;
– thử uốn cho đường kính dây lớn hơn 4,00 mm đến 10,0 mm.
Các yêu cầu và qui định cho các phép thử này được qui định trong 5.4.2.3.
4.5.1.3. Bề mặt của dây không được có khe rãnh, chỗ lõm và các khuyết tật bề mặt ảnh hưởng đến cơ tính của dây.
4.5.1.4. Đối với dây dùng để chế tạo lò xo có giới hạn bền cao, các yêu cầu từ 4.5.1.1 đến 4.5.1.3 là chưa đủ, phải có thêm những thỏa thuận riêng tại thời điểm yêu cầu và đặt hàng.
4.5.2. Chất lượng bên trong dây
Dây không được có những khuyết tật bên trong, ảnh hưởng đến tính chất làm việc của dây. Những phép thử dùng để đánh giá trạng thái bên trong, ví dụ thử quấn, được thỏa thuận tại thời điểm đặt hàng.
4.6. Kích thước và dung sai kích thước
4.6.1. Dung sai kích thước được qui định trong Bảng 5.
Bảng 5 – Dung sai đường kính
Kích thước tính bằng milimét
|
Đường kính danh nghĩa |
Dung sai đường kính |
|
|
Lõi dây hoặc cuộn dây |
Chiều dài |
|
|
£ 0,20 |
± 0,005 |
± 0,009 |
|
> 0,20 £ 0,40 |
± 0,008 |
± 0,013 |
|
> 0,40 £ 0,80 |
±0,010 |
± 0,016 |
|
> 0,80 £ 1,60 |
±0,015 |
± 0,025 |
|
> 1,60 £ 3,20 |
± 0,020 |
± 0,035 |
|
> 3,20 £ 6,00 |
± 0,025 |
± 0,045 |
|
> 6,00 £ 10,00 |
± 0,035 |
± 0,060 |
4.6.2. Dung sai độ tròn, tức là sai khác giữa đường kính lớn nhất và nhỏ nhất trong cùng một mặt cắt ngang của dây không được lớn hơn một nửa dung sai đường kính.
4.6.3. Dung sai chiều dài của các sợi dây thẳng có:
– đường kính đến 0,60 mm : ± 20 mm;
– đường kính lớn hơn 0,60 mm: ± 10 mm.
Các dung sai khác có thể được thoả thuận tại thời điểm yêu cầu và đặt hàng.
5. Tiến hành thử
5.1. Thỏa thuận về phép thử và tài liệu kiểm tra
5.1.1. Đối với mỗi lần cung cấp, việc phát hành bất kỳ tài liệu nào, phù hợp với ISO 10474, phải được thỏa thuận tại thời điểm yêu cầu và đặt hàng.
5.1.2. Nếu có sự thỏa thuận thì tiến hành kiểm tra cụ thể và phải xem xét các qui định kỹ thuật nếu trong 5.2. đến 5.4.
5.2. Số lượng phép thử
Bảng 6 áp dụng cho thành phần của các đơn vị thử và số lượng phép thử cho mỗi đơn vị thử, có tính đến ngoại lệ dưới dây đối với giới hạn bền kéo.
Nếu việc thử tính đồng đều của giới hạn bền kéo (phù hợp với 4.4.2) được thỏa thuận giữa hai bên thì mẫu thử sẽ được lấy ra ở hai đầu của mỗi cuộn dây hoặc lõi dây. Nếu từ một cuộn dây chính, có thể tạo ra được vài cuộn dây hoặc lỗi dây và chúng được đánh số thứ tự, chỉ cần lấy ra mẫu thử từ phần đầu của mỗi cuộn dây hoặc lõi dây chế tạo tiếp liền kề.
Bảng 6- Đơn vị thử và tổng số phép thử trong thử chấp nhận
|
Yêu cầu chất lượng 1) |
2) |
Đơn vị thử |
Số lượng |
||
|
Sản phẩm mỗi đơn vị thử |
Mẫu mỗi sản phẩm |
Mẫu thử mỗi mẫu |
|||
|
Phân tích sản phẩm 3) |
0 |
Mẻ đúc |
4) |
1 |
1 |
|
Thử kéo không có kiểm tra tính đồng đều của giới hạn bền kéo |
m |
Mẻ đúc và lô sản phẩm 5) |
1/10 số lõi dây hoặc cuộn dây |
1 |
1 |
|
Thử kéo có kiểm tra tính đồng đều của giới hạn bền kéo |
0 |
Mẻ đúc và lô sản phẩm 5) |
6) |
6) |
6) |
|
Thử uốn có kiểm tra tính đồng đều và trạng thái bề mặt; d = 0,3 mm đến 1,5 mm |
0 |
Mẻ đúc và lô sản phẩm 5) |
Theo thỏa thuận |
||
|
Thử kiểm tra độ dẻo và trạng thái bề mặt: Thử quấn, d = 0,3 mm đến 4,0 mm Thử uốn – chữ U, d > 4,0 mm đến 10,0 mm |
0
0 |
Mẻ đúc và lô sản phẩm 5) |
Theo thỏa thuận |
||
|
1) Nếu cần thử các dạng khác, ví dụ xác định môđun đàn hồi cho phép tiến hành theo thỏa thuận. 2) m – thử được tiến hành cho từng trường hợp; 0 – thử được tiến hành chỉ theo thoả thuận khi đặt hàng. 3) Nếu không yêu cầu phân tích sản phẩm, thành phần hoá học theo phân tích mẫu đúc phải do người sản xuất qui định cho từng nguyên tố ở bảng 1. 4) Nếu không có thỏa thuận nào khác khi đặt hàng, một mẫu thử được lấy ra từ một mẻ đúc. 5) Lô sản phẩm là các sản phẩm cùng một điều kiện nhiệt luyện – gia công và có cùng một độ giảm mặt cắt ngang 6) Xem 5.2. |
|||||
5.3. Lấy và chuẩn bị mẫu thử
5.3.1. Yêu cầu chung
Việc lấy và chuẩn bị phôi thử và mẫu thử được qui định theo TCVN 4398:2001.
5.3.2. Phân tích sản phẩm
Đối với việc phân tích sản phẩm, lựa chọn và chuẩn bị mẫu phải được thực hiện phù hợp với các yêu cầu củaTCVN 4398:2001.
5.3.3. Thử kéo và thử công nghệ
5.3.3.1. Mẫu thử dùng cho thử kéo và thử quấn được cắt ra đủ chiều dài từ một đầu cuối của cuộn dây hoặc lõi dây. Trong trường hợp có tranh chấp, khoảng cách nhỏ nhất tính từ đầu cuộn dây hoặc lõi dây là 5 m cho dây có đường kính đến 6,00 mm.
5.3.3.2. Mẫu thử, bao gồm một đoạn dây dùng cho thử kéo, phải thẳng tới mức có thể và không được có bất cứ khuyết tật bề mặt nào và không có chỗ xoắn vẹo. Nếu cần, mẫu thử này được nắn thẳng:
a) bằng tay không dùng dụng cụ; hoặc
b) dùng máy búa và trên mặt phẳng được làm từ gỗ, chất dẻo hoặc bằng đồng.
Trong khi nắn thẳng, cần cẩn thận để đảm bảo bề mặt của mẫu thử không bị hỏng, cả tính chất và mặt cắt ngang của mẫu thử không bị thay đổi đến mức có thể. Đặc biệt, phải tránh có bất cứ chỗ uốn nào của mẫu thử.
5.4. Phương pháp thử
5.4.1. Phân tích hóa học
Trong trường hợp có tranh chấp, các phương pháp được sử dụng cho phân tích hóa học phải là các phương pháp được qui định trong các tiêu chuẩn có liên quan (xem ISO/TR 9769). Nếu chưa có tiêu chuẩn thì các phương pháp phải được thỏa thuận tại thởi điểm yêu cầu và đặt hàng.
5.4.2. Thử kéo và thử công nghệ
5.4.2.1. Thử kéo phải được tiến hành theo TCVN 197.
Giới hạn bền kéo phải được tính theo đường kính dây thực tế.
5.4.2.2. Thử cuốn đều
Lấy một mẫu thử chiều dài xấp xỉ 500 mm quấn quanh trục gá có đường kính bằng ba lần đường kín danh nghĩa của dây và bé nhất là 1 mm. Sau đó mẫu thử lại được kéo dài ra và không chịu tải trọng đo chiều dài của lò xo bé nhất bằng hai lần và lớn nhất bằng bốn lần chiều dài quấn. Sau đó, mẫu thử được quấn đều lại mà không có vết gãy nứt và không bị phá hỏng.
Việc thử quấn này nhìn chung ít được áp dụng vì nó chỉ cho phép phát hiện được nội ứng suất. Kết quả thử có nghi ngờ cũng không dẫn đến việc loại bỏ dây và các bên có quyền lợi liên quan nên làm rõ nguyên nhân.
5.4.2.3. Thử giới hạn bền dẻo và điều kiện bề mặt
a) Thử quấn cho đường kính 0,3 mm đến 4,00 mm.
Dây không được có dấu hiệu của gãy hỏng khi được cuốn đủ tám vòng xung quanh trục gá của đường kính bằng đường kính dây. Đồng thời, phải áp dụng các qui định chung của ISO 7802.
b) Thử uốn cho đường kính lớn hơn 4,00 mm đến 10,00 mm.
Dây không được có các dấu hiệu của gãy nứt bề mặt khi được uốn 180o xung quanh một gối uốn. Đối với đường kính lớn hơn 4,00 mm đến 6,00 mm, đường kính gối uốn bằng hai lần đường kính dây hoặc nhỏ hơn. Đối với đường kính dây lớn hơn, đường kính gối uốn bằng ba lần đường kính dây hoặc nhỏ hơn.
Khi tiến hành thử, dảy phải tự do chuyển dịch theo chiều dọc trong thiết bị tạo hình.
5.4.2.4. Để thử mẫu dây vòng tròn và mẫu vòng dây xoắn ốc, phải cắt một đoạn đây đủ dài từ cuộn dây hoặc lõi dây để tạo thành đủ một vòng. Cần đảm bảo dây không bị uốn và bị hỏng (xem Hình 1).
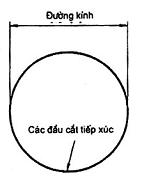
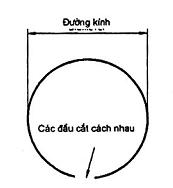
Để đo mẫu vòng dây tròn, tức là đo đường kính trong của vòng, vòng được đặt trên mặt nằm ngang phẳng và sau đó đo đường kính trung bình. Hình 2 và 3 chỉ rõ cách xác định vòng dây tròn hở và kín.
Để đo mẫu vòng dây xoắn ốc (khoảng dịch chuyển các đầu cắt tại các góc bên phải với vòng) hoặc
a) Treo vòng kiểm lên một thanh đỡ hoặc lên một bút chì v.v… sao cho các đầu cắt ở tại điểm thấp nhất (xem Hình 4a) và đo khoảng hở của các đầu tại góc bên phải với mặt phẳng của vòng, hoặc
b) Đặt vòng kiểm trên mặt nằm ngang phẳng, đo và ghi lại khoảng cách thẳng đứng giữa các đầu của vòng (xem Hình 4b). Phương pháp thử này chỉ được sử dụng khi sự kết hợp của đường kính dây và mẫu vòng dây tròn không tạo ra các điều kiện làm giảm hoặc loại bỏ vòng dây xoắn ốc.
Báo cáo thử phải chỉ ra phương pháp thử này.
6. Khiếu nại
Áp dụng các điều kiện về việc xử lý các khiếu nại nếu trong ISO 404.
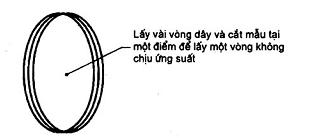
Hình 1 – Lấy mẫu dây
|
|
|
|
Hình 2 – Mẫu vòng dây tròn kín |
Hình 3 – Mẫu vòng dây tròn hở |
|
|
|
|
a) Vòng dây treo đứng. Độ dịch chuyển ngang của các đầu cắt |
b) Vòng dây nằm trên mặt phẳng. Độ dịch chuyển đứng của các đầu cắt |
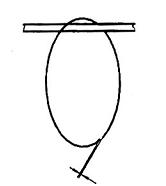
Hình 4 – Mẫu vòng dây xoắn ốc
PHỤ LỤC A
(tham khảo)
CÁC THÔNG TIN BỔ SUNG
A.1. Dấu hiệu phân loại mác thép
Phụ thuộc vào ứng suất, nhiệt độ làm việc lớn nhất của thép mác 1 (xem Bảng A.1) có thể từ 120 °C đến 250 °C. Nếu độ chống mài mòn lớn nhất được qui định cho thép trong tiêu chuẩn này. thép austenit mác 2 cũng được dùng, và cũng phụ thuộc vào ứng suất trong khoảng nhiệt độ làm việc lớn nhất từ 120 °C đến 250 °C. Khoảng nhiệt độ làm việc lớn nhất của thép austenit – mactenxit biến cứng phân tán mác 3 trong khoảng 250 °C đến 300 °C phụ thuộc vào ứng suất. Thép này có giới hạn bền mỏi cao và giới hạn bền tăng ở nhiệt độ nâng cao; nhưng độ chống mài mòn giảm.
Ba mác thép trên có môđun đàn hồi khác nhau chút ít, được xác định trên các phần tử dọc trục cho môđun trượt (xem Bảng A.1). Theo tính toán, môđun đàn hồi và môđun cắt tăng khi tăng nhiệt độ.
A.2. Thay đổi giới hạn bền kéo bằng ram
Ram sẽ làm tăng giới hạn bền kéo so với trạng thái kéo nguội lò xo. Việc xử lý dạng này sẽ giảm được ứng suất gia công tạo ra do việc tạo hình lò xo.
Thép hóa bền bằng tiết pha mác 3 có độ tăng giới hạn bền kéo lớn hơn nhờ ram so với các mác khác của tiêu chuẩn này.
Do đó, ram biến cứng tiết pha lò xo thành phẩm là cơ bản. Số liệu tham khảo về sự tăng giới hạn bền kéo có thể đạt được sau khi ram được qui định trong Bảng A.1.
A.3. Tính chất vật lý
Số liệu tham khảo về môđun đàn hồi và môđun cắt được qui định trong Bảng A.1.
A.4. Từ tính
Cần lưu ý rằng tùy thuộc vào thành phần hóa học và điều kiện nhiệt luyện mà các loại thép này có độ từ thẩm.
A.5 Hướng dẫn gia công và nhiệt luyện
A.5.1 Gia công
Tạo hình được tiến hành bằng phương pháp biến dạng nguội. Do đó. việc tính toán dựa trên thực tế là khả năng biến dạng của dây lò xo làm việc chịu cứng nguội bị hạn chế. Tùy thuộc vào các yêu cầu gia công định hình, có thể dùng giới hạn bền kéo thấp hơn theo thỏa thuận khi đặt hàng (xem Chú thích 3 ở Bảng A.2).
A.5.2. Nhiệt luyện
A.5.2.1 Bảng A.2 qui định các số liệu tham khảo về nhiệt luyện được tiến hành đối với lò xo thành phẩm để đạt được giới hạn bền và đặc tính đàn hồi thích hợp. Trong trường hợp đặc biệt, các phương pháp nhiệt luyện bổ sung xác định bằng các thử nghiệm thực tế là cần thiết để thỏa mãn các yêu cầu đã định.
A.5.2.2. Lò xo cần được làm sạch trước khi nhiệt luyện. Nếu màu sắc lò xo sinh ra khi nhiệt luyện không đạt yêu cầu thì việc nhiệt luyện được tiến hành trong môi trường được bảo vệ hoặc cần áp dụng phương pháp làm sạch thích hợp để không làm giảm đặc tính của lò xo.
A.5.3. Rèn bằng búa với bột mài dạng cầu
Nếu lò xo được rèn bằng búa thì phải lưu ý bề mặt được rèn không bị ảnh hưởng bởi chất mài mòn, ví dụ như sử dụng mạt rũa không gỉ.
Bảng A.1 – Số liệu tham khảo của môđun đàn hồi và môđun cứng vững (giá trị trung bình)
Đối với lò xo thành phẩm, các giá trị thấp hơn có thể được xác định. Do vậy, các tiêu chuẩn dùng để tính toán cho lò xo có thể qui định các giá trị khác với các giá trị nêu dưới đây dựa trên các kết quả sau đây.
|
Mác thép |
Môđun đàn hồi 1) |
Môđun cứng vững 2) |
|||
|
Số |
Ký hiệu |
Điều kiện cung cấp C |
Điều kiện C + T 3) |
Điều kiện cung cấp C |
Điều kiện C + T 3) |
|
x 103 MPa |
x 103 MPa |
||||
|
1 |
X 9 CrNi 18-8 |
180 |
185 |
70 |
73 |
|
2 |
X 5 CrNiMo 17-12-2 |
175 |
180 |
68 |
71 |
|
3 |
X 7 CrNiAl 17-7 |
190 |
200 |
73 |
78 |
|
1) Giá trị môđun đàn hồi (E) được tính từ môđun cứng vững (G) khi dùng công thức G = E/2.(1 + v), trong đó v (hệ số Poisson) bằng 0,3. Số liệu được áp dụng cho giới hạn bền kéo trung bình 1800 MPa. Đối với giới hạn bền kéo trung bình 1300 MPa, các giá trị này thấp hơn 6 x 103 MPa. Các giá trị trung gian được xác định bằng nội suy. 2) Các giá trị môđun cứng vững được áp dụng cho dây có đường kính đền 2,8 mm và với giới hạn bền kéo trung bình 1800 MPa. Đối với giới hạn bền kéo trung bình 1300 MPa, các giá trị giảm bớt 2 x 103 MPa. Các giá trị trung gian được xác định bằng nội suy. 3) Xem bảng A.2, hình A.1 và Bảng 2. |
|||||
Bảng A.2 – Số liệu tham khảo để nhiệt luyện lò xo làm từ dây
|
Mác thép |
Nhiệt độ, °C |
Thời gian |
Cách làm nguội |
|
|
Số |
Ký hiệu |
|||
|
1 |
X 9 CrNi 18-8 |
250 đến 425 |
30 phút đến 4 giờ |
không khí |
|
2 |
X-5 CrNiMo 17-12-2 |
|||
|
3 |
X 7 CrNiAI 17-7 |
450 đến 480 |
30 phút đến 1 giờ |
không khí |
|
CHÚ THÍCH: 1) Phân loại về số liệu giới hạn bền kéo được cho trong bảng 2 và hình A. 1. 2) Các điều kiện ram tối ưu có thể rất khác nhau. Người chế tạo lò xo có thể chọn các điều kiện ram phù hợp với mục đích cũng xem A.5.2.1. 3) Các số liệu ram áp dụng cho lò xo chịu nén và chịu kéo không có lực kéo ban đầu. Nhìn chung, lò xo kéo có lực kéo ban đầu không được ram ở cùng nhiệt độ cao như các lò xo trong bảng này, nếu chấp nhận giảm vừa phải của lực kéo ban đầu, nhiệt độ ram lớn nhất là 200 °C cho thép mác 1 và 2, 300 °C cho thép mác 3. |
||||
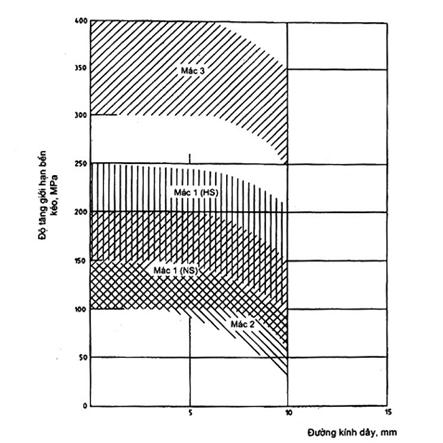
Hình A.1 – Số liệu tham khảo về độ tăng giới hạn bền kéo của dây thép kéo nguội khi ram (xem Bảng A.2)
