Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 7507:2005 (EN 970 : 1997) về Kiểm tra không phá huỷ mối hàn nóng chảy – Kiểm tra bằng mắt thường
TIÊU CHUẨN QUỐC GIA
TCVN 7507 : 2005
EN 970 : 1997
KIỂM TRA KHÔNG PHÁ HỦY MỐI HÀN NÓNG CHẢY – KIỂM TRA BẰNG MẮT THƯỜNG
Non-destructive examination of fusion welds – Visual examination
Lời nói đầu
TCVN 7507 : 2005 hoàn toàn tương đương EN 970 : 1997.
TCVN 7507 : 2005 do Ban kỹ thuật tiêu chuẩn TCVN/TC 44 Hàn kim loại biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
KIỂM TRA KHÔNG PHÁ HỦY MỐI HÀN NÓNG CHẢY – KIỂM TRA BẰNG MẮT THƯỜNG
Non-destructive examination of fusion welds – Visual examination
1. Phạm vi áp dụng
Tiêu chuẩn này đề cập đến kiểm tra bằng mắt các mối hàn nóng chảy đối với các vật liệu kim loại. Thông thường kiểm tra này được thực hiện ngay sau khi hoàn thành công việc hàn, nhưng cũng có trường hợp ngoại lệ, ví dụ như có thể tiến hành kiểm tra tại các giai đoạn khác trong quá trình hàn khi tuân theo yêu cầu của một tiêu chuẩn áp dụng hoặc theo thỏa thuận giữa các bên tham gia hợp đồng.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau là rất cần thiết cho việc áp dụng tiêu chuẩn. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng tài liệu được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi.
TCVN 6834-2 (ISO 9956-2; EN 288-2), Đặc tính kỹ thuật và sự chấp nhận các qui trình hàn vật liệu kim loại – Phần 2: Đặc tính kỹ thuật của qui trình hàn hồ quang).
TCVN 5868 : 1995 (ISO 9712; EN 473), Kiểm tra không phá hủy – Trình độ chuyên môn và cấp chứng chỉ cá nhân.
EN 12062, Non-destructive examination of welds – General rules (Kiểm tra không phá hủy các mối hàn- Các qui tắc chung cho vật liệu kim loại).
TCVN 7472 : 2005 (ISO 5817 : 1992 ; EN 25817), Hàn – Các liên kết hàn nóng chảy ở thép niken, titan và các hợp kim của chúng (trừ hàn chùm tia) – Mức chất lượng đối với khuyết tật.
TCVN 7474 : 2005 (ISO 10042 : 1992; EN 30042), Các liên kết hàn hồ quang nhôm và các hợp kim nhôm hàn được – Chỉ dẫn các mức chất lượng đối với các khuyết tật.
ISO 3058 : 1974, Non-destructive testing – Aids to visual inspection – Selection of low power magnifiers (Kiểm tra không phá hủy – Hỗ trợ giám sát bằng mắt – Lựa chọn kính lúp có độ phóng đại nhỏ).
ISO 3599 : 1796, Vernier callipers reading to 0,1 and 0,05 mm (Thước cặp có du xích đọc đến 0,1 mm và 0,05 mm).
3. Các điều kiện kiểm tra và dụng cụ kiểm tra
Cường độ chiếu sáng trên bề mặt tối thiểu phải là 350 lx, nên dùng 500 lx.
Để có thể tiến hành kiểm tra trực tiếp, phải có đủ không gian để mắt có thể quan sát được bề mặt cần kiểm tra dưới góc không nhỏ hơn 30 0 và ở khoảng cách 600 mm (xem Hình 1).
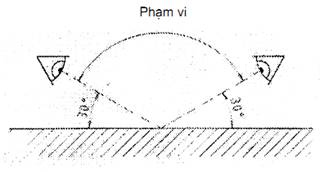
Hình 1 – Tiếp cận để kiểm tra
Việc kiểm tra từ xa, khi sử dụng kính ngắm, kính sợi quang học hoặc camera phải được xem là các yêu cầu bổ sung và được qui định thông qua một tiêu chuẩn áp dụng hoặc do thỏa thuận giữa các bên tham gia hợp đồng.
Để đạt được độ tương phản tốt và hiệu ứng lập thể giữa các khuyết tật và nền, thì nên sử dụng một nguồn sáng bổ sung.
Để nhận biết được các khuyết tật trên bề mặt, trong trường hợp nghi ngờ, nên bổ sung cho kiểm tra bằng mắt với các phương pháp kiểm tra không phá hủy khác.
Các ví dụ về dụng cụ kiểm tra được nêu trong Phụ lục A.
4. Nhân sự
Nhân sự thực hiện kiểm tra theo tiêu chuẩn này cần phải:
a) biết rõ các tiêu chuẩn, qui tắc và qui định có liên quan;
b) có được thông tin về qui trình hàn đã áp dụng;
c) có thị lực tốt phù hợp với các yêu cầu theo TCVN 5868 : 1995, khả năng nhìn này phải được kiểm tra 12 tháng một lần.
5. Kiểm tra bằng mắt – Qui định chung
Phạm vi kiểm tra được xác định trước trong tiêu chuẩn áp dụng hoặc do thỏa thuận giữa các bên tham gia hợp đồng.
Người kiểm tra cận được cung cấp với các tài liệu kiểm tra và các tài liệu chế tạo cần thiết.
Các mối hàn cho phép tiếp cận được để kiểm tra thì phải được kiểm tra ngay sau khi hàn, và đôi khi cũng cần phải kiểm tra sau khi xử lý bề mặt.
6. Kiểm tra bằng mắt việc chuẩn bị liên kết hàn
Nếu cần thiết phải kiểm tra bằng mắt trước khi hàn thì việc chuẩn bị liên kết hàn phải được kiểm tra để xác định xem:
a) hình dạng và kích thước của việc chuẩn bị liên kết hàn có đáp ứng được các yêu cầu qui định trong chỉ dẫn qui trình hàn hay không, ví dụ phù hợp với TCVN 6834-2.
b) các mặt nóng chảy và các bề mặt liền kề đã được làm sạch hay chưa;
c) các phần liên kết bằng hàn đã được cố định chính xác với nhau phù hợp với bản vẽ hoặc chỉ dẫn hay chưa.
7. Kiểm tra bằng mắt trong khi hàn
Khi có yêu cầu, các mối hàn phải được kiểm tra trong quá trình hàn để xác định xem:
a) mỗi đường hàn hoặc lớp kim loại hàn đã được làm sạch trước khi hàn đường hàn tiếp theo hay chưa. Cần đặc biệt chú ý tới liên kết giữa kim loại hàn và mặt nóng chảy.
b) không có khuyết tật có thể nhìn thấy được, ví dụ các vết nứt hoặc rỗng. Nếu nhìn thấy các khuyết tật dạng này thì phải báo cáo để tìm biện pháp khắc phục trước khi hàn kim loại hàn tiếp theo.
c) dạng chuyển tiếp giữa các đường hàn cũng như giữa mối hàn và kim loại cơ bản phải có hình dạng sao cho có thể đảm bảo được sự nung chảy tốt khi hàn đường hàn tiếp theo.
d) chiều sâu và hình dạng của rãnh hàn phù hợp với bản đặc tính kỹ thuật qui trình hàn (WPS) hoặc có thể so sánh với hình dạng rãnh hàn ban đầu để đảm bảo các điều kiện đã qui định khi tách toàn bộ kim loại hàn.
8. Kiểm tra bằng mắt mối hàn đã hoàn thiện
8.1. Qui định chung
Phải kiểm tra mối hàn hoàn thiện cần để xác định xem có đáp ứng việc tham chiếu được tiêu chuẩn nghiệm thu đã thỏa thuận, chẳng hạn TCVN 7472 hoặc TCVN 7474 hoặc thông qua việc tham chiếu prEN 12062 hay chưa. Nếu việc kiểm tra trên không có trong các yêu cầu của tiêu chuẩn áp dụng hoặc trong thỏa thuận giữa các bên tham gia hợp đồng thì phải kiểm tra theo các nội dung được nêu trong 8.2 đến 8.5.
8.2. Làm sạch và chỉnh sửa
Mối hàn phải được kiểm tra để bảo đảm cho:
a) toàn bộ xỉ đã được loại bỏ bằng tay hay biện pháp cơ học. Việc làm sạch này nhằm tránh sự che khuất các khuyết tật;
b) không có các vết do dụng cụ và vết do va đập;
c) khi có yêu cầu chỉnh sửa mối hàn cần tránh sự quá nhiệt do mài và tránh để lại các vết mài và sự không bằng phẳng;
d) đối với các mối hàn góc và giáp mép cần được chỉnh sửa cho bằng phẳng thì các liên kết phải có sự chuyển tiếp đều với kim loại cơ bản, không bị lõm.
8.3. Profin và kích thước
Mối hàn phải được kiểm tra để bảo đảm cho:
a) profin của mặt mối hàn và kích thước phần lồi vượt quá của mối hàn đáp ứng được yêu cầu của tiêu chuẩn nghiệm thu (xem 8.1);
b) bề mặt mối hàn phải đều, bước của vân hàn phải đều và hình dạng bên ngoài phải đáp ứng yêu cầu. Phải đo khoảng cách giữa lớp hàn cuối cùng và kim loại cơ bản hay vị trí các đường hàn nếu WPS yêu cầu;
c) chiều rộng mối hàn phải đồng đều trên toàn chiều dài mối hàn và đáp ứng các yêu cầu được cho trong bản vẽ mối hàn hay trong tiêu chuẩn nghiệm thu (xem 8.1). Tại các mối hàn giáp mép cần phải kiểm tra việc thực hiện đầy đủ nguyên công chuẩn bị mối hàn.
8.4. Chân mối hàn và bề mặt mối hàn
Phải kiểm tra các sai lệch so với tiêu chuẩn nghiệm thu các bộ phận kiểm tra được bằng mắt của mối hàn, nghĩa là chân mối hàn và các bề mặt mối hàn của mối hàn giáp mép một phía.
Mối hàn phải được kiểm tra để bảo đảm cho:
a) trong trường hợp các mối hàn giáp mép một phía độ thấu hiện tượng cháy cạnh, lõm chân mối hàn và cháy thủng hoặc rỗ co phải ở trong giới hạn qui định của tiêu chuẩn nghiệm thu;
b) sự cháy mép mối hàn phải ở trong giới hạn của tiêu chuẩn nghiệm thu;
c) các khuyết tật trên bề mặt mối hàn hoặc trong vùng ảnh hưởng nhiệt như các vết nứt hay rỗ khí được phát hiện có sự trợ giúp của dụng cụ quang học khi cần thiết, phải tuân theo cá chuẩn cứ chấp nhận thích hợp;
d) phải tách các phụ kiện được hàn tạm thời vào kết cấu để đơn giản hóa cho việc chế tạo và lắp ghép nhưng không ảnh hưởng đến chức năng của kết cấu hay khả năng kiểm tra sao cho phụ kiện này không bị hư hỏng. Phải kiểm tra vùng hàn tạm thời các cấu kiện để đảm bảo không có vết nứt.
8.5. Xử lý nhiệt sau hàn
Có thể cần thiết phải tiến hành các kiểm tra khác nữa sau khi đã xử lý nhiệt sau hàn.
9. Kiểm tra bằng mắt các mối hàn đã được sửa chữa
9.1. Qui định chung
Nếu các mối hàn không thỏa mãn hoặc chỉ thỏa mãn một phần các chuẩn cứ chấp nhận và cần thiết phải sửa chữa thì phải tiến hành các kiểm tra được nêu trong 9.2 và 9.3.
9.2. Mối hàn được loại bỏ một phần
Phải kiểm tra để bảo đảm rằng mối hàn đã được khoét đủ sâu và dài để loại bỏ tất cả các khuyết tật. Cũng phải tạo ra độ nghiêng thoai thoải từ chân rãnh cắt khoét đến bề mặt của kim loại hàn tại các mặt mút và mặt bên của rãnh cắt. Chiều rộng và profin của rãnh cắt phải sao cho có đủ khoảng trống cho việc hàn lại.
9.3. Mối hàn được loại bỏ toàn bộ
Phải kiểm tra để bảo đảm rằng khi thực hiện việc cắt khoét qua mối hàn có khuyết tật thì không được phép hao tổn quá nhiều vật liệu, hoặc khi một đoạn các chi tiết hàn chứa mối hàn có khuyết tật đã được cắt bỏ đi và lắp vào một đoạn mới thì hình dạng và kích thước chuẩn bị mối hàn cần đáp ứng các yêu cầu qui định.
9.4. Kiểm tra
Phải kiểm tra mỗi mối hàn đã sửa chữa theo các yêu cầu tương tự như mối hàn ban đầu đã qui định trong điều 8.
10. Hồ sơ kiểm tra
Không nhất thiết phải lưu hồ sơ kiểm tra trong mọi trường hợp. Tuy nhiên khi được qui định, cần phải lưu hồ sơ để chứng tỏ rằng đã thực hiện các nội dung kiểm tra bằng mắt có liên quan tại mỗi giai đoạn của qui trình hàn. Cần đưa vào hồ sơ các thông tin sau:
a) tên nhà sản xuất bộ phận hàn;
b) tên cơ sở kiểm tra, nếu khác a);
c) ký hiệu nhận biết đối tượng được kiểm tra;
d) vật liệu;
e) loại liên kết hàn;
f) chiều dày vật liệu;
g) quá trình hàn;
h) chuẩn cứ chấp nhận;
i) các khuyết tật vượt quá chuẩn cứ chấp nhận và vị trí của chúng;
j) phạm vi kiểm tra theo các bản vẽ phù hợp;
k) các dụng cụ kiểm tra đã sử dụng;
l) các kết quả kiểm tra dựa theo chuẩn chấp nhận;
m) tên của người kiểm tra và ngày kiểm tra.
Khi có yêu cầu các mối hàn đã được kiểm tra và công nhận cần được ghi nhãn nhận dạng bằng ký hiệu thích hợp.
Nếu cần phải có hồ sơ kiểm tra bằng mắt của mối hàn thì nên chụp các bức ảnh hoặc các bản vẽ phác chính xác hay cả hai loại với các khuyết tật được chỉ ra rõ ràng.
Phụ lục A
(tham khảo)
Các ví dụ về dụng cụ kiểm tra
Có thể lựa chọn các dụng cụ sử dụng để đo đạc từ các mục sau đây:
a) thước kẻ hoặc thước dây có độ chia 1 mm nhỏ hơn;
b) thước cặp theo ISO 3599;
c) bộ căn lá có đủ số lượng để đo các kích thước từ 0,1 mm đến 0,3 mm với bước đo tối đa 0,1 mm;
d) dưỡng kiểm bán kính;
e) kính lúp với sự phóng đại từ 2 đến 5 lần, kính nên có thang đo, xem ISO 3058;
Có thể cần đến các thiết bị sau:
1) thiết bị đo profin với đường kính dây hoặc chiều rộng từ < 1,0=”” mm=”” và=”” đầu=”” dây=”” được=”” vẽ=””>
2) vật liệu để lấy dấu mối hàn, ví dụ chất dẻo đông cứng nguội hoặc đất sét;
3) có thể sử dụng gương, đèn nội soi, kính ngắm, quang học sợi, camera TV cho kiểm tra bằng mắt các mối hàn có vị trí khó tiếp cận;
4) dụng cụ đo bất kỳ được thỏa thuận giữa các tham gia hợp đồng, nghĩa là các dưỡng đo mối hàn có cấu trúc đặc biệt, dưỡng đo chiều sâu/chiều cao, thước kẻ hoặc thước góc.
Các dụng cụ đo đặc trưng và các dưỡng được nêu lại trong Bảng A.1.
Chú thích: Các dụng cụ và các dưỡng đo này chỉ được trích dẫn như là ví dụ cho thiết bị kiểm tra. Một số trong đó có thể được đăng ký mẫu sử dụng hoặc được đăng ký bản quyền.
Bảng A.1 – Dụng cụ đo và dưỡng đo mối hàn – Phạm vi đo và độ chính xác dọc
|
Dưỡng đo mối hàn |
Mô tả |
Kiểu loại mối |
Phạm vi đo mm |
Độ chính xác dọc mm |
Góc tâm và góc lượn độ |
Sai lệch cho phép của góc tâm hay góc lượn |
|||||||||||
|
Mối hàn góc |
Mối hàn giáp mép |
||||||||||||||||
|
phẳng |
lõm |
lồi |
|||||||||||||||
|
|
Dưỡng đo mối hàn đơn giản a) Dưỡng đo mối hàn góc dầy từ 3 mm – 15 mm, dưỡng được đặt với phần có hình dạng cong vào các mặt nóng chảy sao cho có 3 điểm tiếp xúc với chi tiết hàn và mối hàn góc b) đo chiều cao (phần lồi) của mối hàn giáp mép bằng phần thẳng của dưỡng. Loại dưỡng đo này làm bằng nhôm tương đối mềm nên bản thân nó mòn rất nhanh |
x |
x |
– |
x |
|
≈ 0,5 |
90 |
thấp |
||||||||
|
|
Bộ dưỡng đo mối hàn Đo các mối hàn góc dầy từ 3 -12 mm, từ 3 đến 7 mm cấp đo 0,5 mm; trên 8 mm, 10 mm và 12 mm. Dưỡng đo theo nguyên lý tiếp xúc 3 điểm |
x |
x |
– |
– |
3 đến 12 |
tùy theo chi tiết hình quạt |
90 |
không có |
||||||||
|
|
Dưỡng đo mối hàn có du xích Đo các mối hàn góc, có thể đo được cả chiều cao phần lồi của mối hàn giáp mép. Các cạnh của dưỡng đo được cấu tạo sao cho có thể kiểm tra được góc tâm của các mối hàn giáp mép có rãnh chữ V và Y 600, 700, 800 và 900. Tuy nhiên mọi sai lệch nhỏ của phương pháp này cũng dẫn đến sai số đo rõ rệt |
x |
x |
– |
x |
0 đến 20 |
0,1 |
90 |
không có |
||||||||
|
|
Bộ dưỡng đo mối hàn tự chế tạo Đo được 7 chiều dầy mối hàn góc với góc tâm mối hàn 900 |
x |
– |
– |
– |
0 đến 20 |
0,2 |
90 |
không có |
||||||||
|
|
Dưỡng đo mối hàn có 3 thang chia độ Đo chiều dầy mối hàn góc và chiều dài cạnh. Có thể đo được chiều cao phần lồi của mối hàn giáp mép. Sử dụng đơn giản, cũng thích hợp cho các mối hàn góc không đối xứng |
x |
x |
x |
x |
0 đến 15 |
0,1 |
90 |
thấp |
||||||||
|
|
Dưỡng kiểm tra profin mối hàn góc Kiểm tra profin hình dạng của mét mối hàn góc về mặt một kích thước. Loại dưỡng đo này cần có một mẫu (model) cho mỗi kích thước mối hàn góc |
– |
– |
– |
– |
– |
– |
– |
– |
||||||||
|
|
Dưỡng đo nhiều chức năng Đo góc vát (cạnh mối hàn), chiều dài cạnh mối hàn góc, độ cháy cạnh, lệch cạnh, chiều dầy mối hàn góc và chiều cao của mối hàn |
x |
x |
x |
x |
0 đến 50 |
0,3 |
0 đến 45 (góc sườn) |
không có |
||||||||
|
|
Dưỡng đo mối hàn vạn năng Nhiệm vụ đo: – mối hàn góc: Hình dạng và kích thước – mối hàn giáp mép: lệch cạnh ở tôn, chuẩn bị mối hàn (chiều rộng góc) chiều cao phần lồi của mối hàn, chiều rộng mối hàn, cháy cạnh |
x |
x |
x |
x |
0 đến 30 |
0,1 |
– |
25 % |
||||||||
|
|
Dưỡng đo he hở Đo chiều rộng của khe hở |
– |
– |
– |
x |
0 đến 6 |
0,1 |
– |
– |
||||||||
|
|
Thước đo lệch cạnh Đo độ lệch cạnh khi chuẩn bị mối hàn giáp mép ở tấm và ống |
– |
– |
– |
x |
0 đến 100 |
0,06 |
– |
– |
||||||||
|
|
Dưỡng đo vạn năng cho mối hàn giáp mép Đo khi chuẩn bị mối hàn giáp mép và mối hàn giáp mép đã hoàn thiện: 1. Góc vát (cạnh mối hàn) 2. Chiều rộng khe hở chân mối hàn 3. Chiều cao phần lồi của mối hàn 4. Chiều rộng bề mặt mối hàn 5. Độ sâu cháy cạnh 6. Đường kính vật liệu hàn |
x |
x |
x |
x |
0 đến 30 |
0,1 |
– |
± 25 % |
||||||||