
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 7124:2002 (ISO 3379 : 1976) về Da – Xác định độ phồng và độ bền của da cật – Thử nổ bi do Bộ Khoa học và Công nghệ ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 7124: 2002
ISO 3379 : 1976
DA – XÁC ĐỊNH ĐỘ PHỒNG VÀ ĐỘ BỀN CỦA DA CẬT – THỬ NỔ BI
Leather – Determination of distension and strength of grain – Ball burst test
1. Phạm vi và lĩnh vực áp dụng
Tiêu chuẩn này qui định phương pháp xác định độ phồng và độ bền của da cật. Phương pháp này chỉ sử dụng riêng cho da mũ giầy và da làm ủng, nhưng cũng có thể áp dụng cho mọi loại da nhẹ.
Chú thích – Đối với các loại khác ngoài da nguyên mặt cật, cật được lấy sao cho bề mặt đã được chau chuốt hoặc được hoàn thiện theo cách như mô phỏng da cật, hoặc nhằm để sử dụng ở khu vực cật của một loại da thông thường.
2. Tiêu chuẩn viện dẫn
TCVN 7115: 2002 (ISO 2419: 1972), Da – Điều hòa mẫu thử để xác định tính chất cơ lý.
3. Nguyên tắc
Một bi thép được ấn vào tâm của mặt trái của một miếng da hình tròn đã được kẹp một cách chắc chắn xung quanh chu vi của nó. Áp suất và độ phồng sinh ra được ghi ở lúc rạn mặt cật và lúc nổ (nếu xảy ra).
4. Thiết bị, dụng cụ
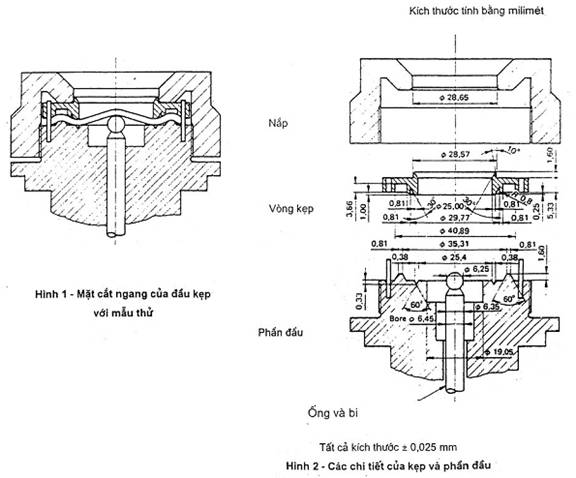
Sử dụng một thiết bị bao gồm các bộ phận sau (xem thêm 7.2 và đối với các chi tiết của một mô hình thiết bị thích hợp, xem hình 1 và hình 2).
4.1. Kẹp để giữ chặt mép của miếng da hình tròn phẳng, trong khi để phần giữa của miếng da chuyển động tự do.
Kẹp sẽ giữ cho vùng kẹp của đĩa được cố định khi mọi lực đến 800 N được áp vào tâm đĩa. Kẹp sẽ giữ chặt mẫu ôm hết xung quanh mép của nó sao cho không bị tuột trong quá trình xác định. Đường biên giữa phần tự do và phần bị kẹp cần được xác định rõ. Đường kính của phần tự do là 25,0 mm.
4.2. Cơ cấu đâm bi thép, mà không hướng vào tâm của mặt trái của mẫu da hình tròn, và với phương tiện đo lực áp vào. Tốc độ chuyển động tương đối của kẹp và bi sẽ tạo ra tốc độ phồng 12mm/phút ± 2mm/phút.
Bi có đường kính 6,25 mm và độ chính xác của cơ cấu đo lực sao cho lực tại thời điểm rạn mặt cật và nổ nhô lên của mẫu thử được đo với sai số không vượt quá 3 %.
4.3. Phương tiện đo độ phồng của mẫu da hình tròn.
Thiết bị sử dụng phải được hiệu chuẩn trực tiếp đến 1/10 mm, và sai số của thang độ ở mọi chỗ không vượt quá 0,05 mm.
Độ phồng được lấy khi khoảng cách qua đó kẹp chuyển động tương đối so với bi theo hướng vuông góc với mặt phẳng chiếm bởi da khi đĩa được kẹp chặt đang chịu lực bằng không; Không cần tính đến sự nén của da và giảm độ dày do lực áp của bi.
5. Mẫu thử
Cắt mẫu thử có kích thước yêu cầu đủ để kẹp trong thiết bị thử (xem thêm 7.2 và hình 3), và điều hòa chúng theo TCVN 7115: 2002 (ISO 2419).
6. Cách tiến hành
6.1. Kẹp miếng mẫu đã điều hòa trong thiết bị thử để mặt váng của nó liền kề với bi, và mặt cật của nó phẳng.
6.2. Làm tăng độ phồng ở tốc độ xấp xỉ 0,2 mm/s, và theo dõi bề mặt cật xem có xảy ra rạn mặt cật hay không. Khi xảy ra rạn mặt cật, ghi lực và độ phồng (xem 7.1) và tiếp tục làm phồng với cố gắng không làm gián đoạn. Nếu mặt da nổ trước khi thiết bị đạt tới lực cực đại, ghi lực và độ phồng ở thời điểm nổ.
7. Các lưu ý cho qui trình thử nghiệm
7.1. Hiệu chuẩn thường kỳ máy móc sử dụng để đo lực. Ngoài ra, xác định thường kỳ giá trị đọc zero của thang đo độ phồng, và nếu như có lỗi cần áp dụng hiệu chỉnh thích hợp cho mỗi giá trị đọc của thiết bị đo độ phồng.
7.2. Hình 1 và 2 chỉ ra chi tiết của đầu kẹp và các bộ phận khác của một thiết bị đo thích hợp để sử dụng cho phương pháp này. Hình 3 chỉ ra miếng mẫu thử sử dụng với thiết bị đo này. Các chi tiết bổ sung này là tùy ý lựa chọn; chỉ có các yêu cầu cơ bản liên quan đến thiết bị và mẫu thử là những điểm nêu trong điều 4 và 5.
7.3. Nếu như có khoảng nghỉ trong quá trình phồng của một mẫu, xảy ra hiện tượng hồi phục sự căng, và giá trị đọc của lực có xu hướng giảm. Đối với trường hợp này thì lực và độ phồng khi rạn mặt cật và nổ cần được đo với giảm tối thiểu sự chậm trễ.
Thiết bị đo cần có kim chỉ giá trị đọc cực đại nhằm giảm thiểu sai số của loại này và nó sử dụng để đọc giá trị lực. Tuy thế, quãng dừng để đọc cần càng ngắn càng tốt.
8. Biểu thị kết quả
8.1. Nếu mẫu thử nổ, biểu thị kết quả là lực và độ phồng ở thời điểm đứt cật và thời điểm nổ.
8.2. Nếu mẫu thử không nổ, biểu thị kết quả là lực và độ phồng ở thời điểm đứt cật và độ phồng có giá trị lực áp cực đại, công bố là mẫu không nổ.
Chú thích – Trong trường hợp mà một số miếng mẫu thử được thử nghiệm, các kết quả riêng rẽ từ mỗi mẫu cần được đưa vào (và không chỉ có kết quả trung bình).
Hình 3 – Mẫu thử (Vết lõm trên mép để định vị mẫu thử trên thiết bị)
9. Báo cáo thử nghiệm
Báo cáo thử nghiệm bao gồm các nội dung sau:
a) viện dẫn tiêu chuẩn này;
b) kết quả biểu thị theo hướng dẫn ở điều 8;
c) mọi sai lệch so với phương pháp đã qui định;
d) lô đối chứng;
e) nêu rõ mẫu thử được lấy từ da nguyên con, nửa con, da phần mông, phần đầu, phần bụng hay từ các phần khác;
f) nếu như da thử nghiệm khác so với da nguyên mặt cật, cần nêu rõ điều này.
