
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 3843:1988 về Xe đạp – Đùi đĩa và chốt đùi do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 3843-88
XE ĐẠP – ĐÙI ĐĨA VÀ CHỐT ĐÙI
Bicycles – Connecting rods and cotter pin
TCVN 3843-88 được ban hành để thay thế TCVN 3843-83.
Tiêu chuẩn này áp dụng cho đùi đĩa và chốt đùi lắp vào xe đạp nam, nữ thông dụng.
1. THÔNG SỐ VÀ KÍCH THƯỚC CƠ BẢN
Kích thước cơ bản của đùi đĩa và chốt đùi phải phù hợp với các qui định trên hình vẽ và trong bảng.
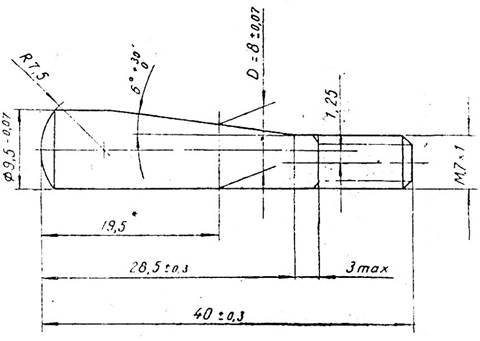
Hình 1
* Kích thước để tham khảo
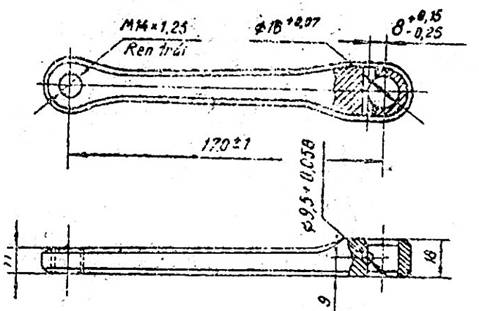
Hình 2
mm
|
Số răng Z |
Bước răng p |
Đường kính vòng chân răng, D1 |
Đường kính vòng chia răng, Dc |
Đường kính vòng đỉnh răng, Dc |
Chiều rộng răng |
Đường kính con lăn D |
|
46 |
12,7 ± 0,08 |
178,22 – 0,3 |
186,11 |
192,0 – 1 |
3 – 0,25 |
7,75 |
|
48 |
186,29 – 0,3 |
194,18 |
200,1 – 1 |
3 – 0,25 |
2. YÊU CẦU KỸ THUẬT
2.1. Các chi tiết của đùi đĩa phải được chế tạo bằng vật liệu sau:
– Vành đĩa và ba chạc: thép C 45, C 50; cho phép loại kết cấu vành đĩa liền chạc: thép C10, C15.
– Đùi phải và đùi trái: thép CT 38, CT 51;
– Chốt đùi: thép C35, C40.
– Bu lông và đai ốc: thép C35; C45.
Theo TCVN 1765 ÷ 1766-85.
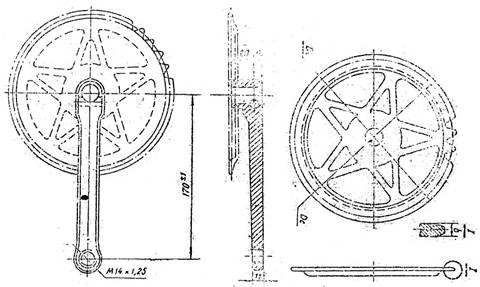
Hình 3
Chú thích:
1. Hình vẽ không qui định kết cấu cụ thể của đùi đĩa
2. Cho phép chế tạo chốt đùi có đường kính 9 mm và đoạn ren M 6 x 1
Cho phép thay thế bằng các vật liệu có cơ tính tương đương.
2.2. Dung sai tích lũy bước răng của vành đĩa không được lớn hơn 0,2 mm. Theo thỏa thuận với khách hàng, cho phép dung sai tích lũy bước răng không được lớn hơn 0,4 mm.
2.3. Độ song song giữa đường trục lỗ ren và đường trục lỗ trục lắp giữa của đùi không vượt quá 2 mm trên chiều dài 100 mm.
2.4. Độ vuông góc của mặt phẳng ngoài trên đầu nhỏ của đùi so với đường trục của lỗ M 14 không vượt quá 1 mm.
2.5. Độ đảo hướng tâm và chiều trục vòng chân răng của vành đĩa không được lớn hơn 0,7 mm.
2.6. Ren trên đùi và chốt đùi phải chế tạo theo qui định của TCVN 1962-88.
2.7. Đùi phải đảm bảo độ bền uốn khi kiểm tra độ bền.
2.8. Mối ghép giữa đùi phải và ba chạc phải chắc chắn.
2.9. Các chi tiết của đùi đĩa và chốt đùi phải mạ. Vành đĩa và ba chạc chỉ đánh bóng mặt phải, yêu cầu về mạ theo TCVN 3832-88.
3. QUY TẮC NGHIỆM THU
3.1. Đùi đĩa và chốt đùi phải được bộ phận kiểm tra chất lượng của cơ sở sản xuất chứng nhận. Cơ sở sản xuất phải bảo đảm chất lượng của đùi đĩa, chốt đùi theo các yêu cầu của tiêu chuẩn này.
3.2. Bên tiêu thụ có quyền kiểm tra lại chất lượng của đùi đĩa, chốt đùi theo qui định của tiêu chuẩn này. Cỡ lô được qui định theo thỏa thuận giữa cơ sở sản xuất và bên tiêu thụ.
3.3. Kiểm tra kích thước và kiểm tra theo điều 2.3 đến 2.6 phải lấy 5% lô nhưng không ít hơn 10 chiếc.
Kiểm tra theo điều 2.7, 2.8 và 2.9 phải lấy 0,5% lô nhưng không ít hơn 3 chiếc.
Nếu kết quả kiểm tra không đạt theo một chỉ tiêu nào đó, thì phải tiến hành kiểm tra lại theo chỉ tiêu đó với số lượng gấp đôi.
Kết quả kiểm tra lại là kết luận cuối cùng.
4. PHƯƠNG PHÁP KIỂM TRA
4.1. Kiểm tra mặt ngoài của đùi đĩa và chốt đùi bằng mắt.
4.2. Kiểm tra kích thước bằng dụng cụ đo vạn năng và dưỡng kiểm.
4.3. Kiểm tra độ bền uốn của đùi thực hiện theo hình 4. Sau 30 giây tháo bỏ trọng lực, độ biến dạng tối đa cho phép không quá 2 mm.
4.4. Kiểm tra mối ghép của đùi đĩa, thực hiện theo hình 5. Sau 30 giây tháo bỏ trọng vật và quan sát mối ghép của đùi đĩa, mối ghép phải chắc chắn không được rạn nứt, xê dịch.
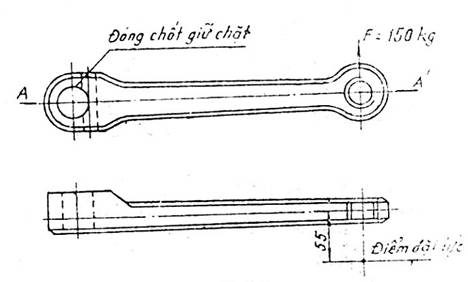
Hình 4
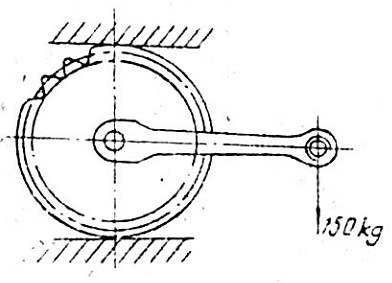
Hình 5
4.5. Kiểm tra chất lượng lớp mạ theo TCVN 4392-86.
5. GHI NHÃN VÀ BAO GÓI
5.1. Mỗi bộ đùi đĩa và chốt đùi phải có dấu hiệu hàng hóa của cơ sở sản xuất.
5.2. Mỗi bộ đùi đĩa và chốt đùi trước khi xuất xưởng phải được bôi mỡ chống gỉ và phải gói trong giấy chống ẩm. Theo sự thỏa thuận giữa bên sản xuất và bên tiêu thụ cho phép bao gói bằng phương pháp khác.
