
Tiêu chuẩn Việt Nam TCVN 3848:1988 về Xe đạp – Vành do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành đã được thay thế bởi Tiêu chuẩn Việt Nam TCVN 3848:1993 về Xe đạp – Vành do Bộ Khoa học Công nghệ và Môi trường ban hành .
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 3848:1988 về Xe đạp – Vành do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 3848-88
XE ĐẠP – VÀNH
Bicycles – whel rims
TCVN 3848-88 được ban hành để thay thế TCVN 3848-83.
Tiêu chuẩn này áp dụng cho vành xe đạp nam, nữ thông dụng.
1. THÔNG SỐ VÀ KÍCH THƯỚC CƠ BẢN
Thông số và kích thước cơ bản của vành phải phù hợp với các qui định trên hình vẽ.
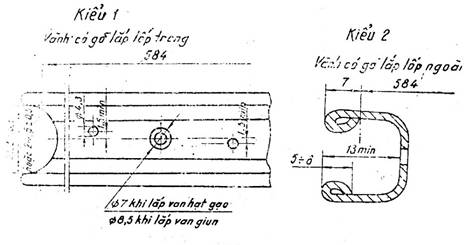
Hình 1
Chiều dài khai triển của vành theo đường kính lắp lốp: ![]() mm
mm
Chú thích. Hình vẽ không qui định kết cấu cụ thể của vành.
2. YÊU CẦU KỸ THUẬT
2.1. Vật liệu chế tạo vành: thép C8, C10 theo TCVN 1756-85 hoặc hợp kim nhôm AlSi6Cu3, AlMg 5,5. Cho phép thay thế bằng các vật liệu khác có cơ tính tương đương.
2.2. Bề mặt vành phải nhẵn, không được có vết rạn, nứt, phân lớp, rổ, gỉ, xước, lồi lõm. Mép các lỗ và gờ không được sắc.
2.3. Mối hàn nối của vành phải đảm bảo bền chắc, không được có các khuyết tật và phải được làm sạch.
2.4. Mặt cắt qua làm vành phải đối xứng. Dung sai độ đối xứng không được lớn hơn 1mm.
2.5. Dung sai độ tròn của vành theo đường kính lắp lốp không được lớn hơn 2 mm.
2.6. Dung sai độ phẳng của vành không được quá 2 mm
Theo thỏa thuận với khách hàng, cho phép dung sai độ phẳng không lớn hơn 3mm.
2.7. Độ lệch của hai gờ lắp lốp đối với nhau không được quá 2mm.
2.8. Các lỗ lắp nan hoa phải cách đều nhau. Sai lệch bước của lỗ nan hoa không được quá ± 2 mm.
2.9. Vành phải cứng vững. Độ biến động dư của vành khi tác dụng một lực 490N lên trên điểm mặt cắt theo hướng tâm trong 5 phút không được quá 2 mm.
2.10. Vành bằng thép phải được mạ theo yêu cầu qui định trong TCVN 3832-88.
Vành bằng nhôm phải được đánh bóng bề mặt ngoài. Độ nhám bề mặt sau đánh bóng phải đạt Ra ≤ 1,25 mm.
Theo thỏa thuận với khách hàng, cho phép độ nhám sau đánh bóng đạt Ra ≤ mm.
3. QUY TẮC NGHIỆM THU
3.1. Vành phải được bộ phận kiểm tra chất lượng của cơ sở sản xuất chứng nhận. Cơ sở sản xuất phải bảo đảm chất lượng của vành theo các yêu cầu của tiêu chuẩn.
3.2. Bên tiêu thụ có quyền kiểm tra lại chất lượng của vành theo qui định của tiêu chuẩn này. Cỡ lô được qui định theo thỏa thuận giữa cơ sở sản xuất và bên tiêu thụ.
3.3. Xem xét bề ngoài phải lấy 100% lô;
Kiểm tra theo các điều 2.4 đến 2.8; 2.10 phải lấy 5% lô nhưng không ít hơn 10 chiếc.
Kiểm tra theo các điều 2.9 phải lấy 0,5 % lô nhưng không ít hơn 3 chiếc.
Nếu kết quả kiểm tra không đạt theo một chỉ tiêu nào đó, thì phải tiến hành kiểm tra lại theo chỉ tiêu đó với số lượng mẫu gấp đôi.
Kết quả kiểm tra lại là kết luận cuối cùng.
4. PHƯƠNG PHÁP KIỂM TRA
4.1. Kiểm tra hình dạng bề ngoài bằng mắt.
4.2. Kiểm tra các kích thước bằng dụng cụ đo vạn năng và đồ gá chuyên dùng.
4.3. Kiểm tra dung sai độ phẳng của vành trên bàn chuẩn.
4.4. Kiểm tra độ nhám bề mặt bằng cách so sánh với mẫu chuẩn hoặc các dụng cụ chuyên dùng.
4.5. Kiểm tra độ cứng vững của vành được tiến hành theo chỉ dẫn trên hình 2.
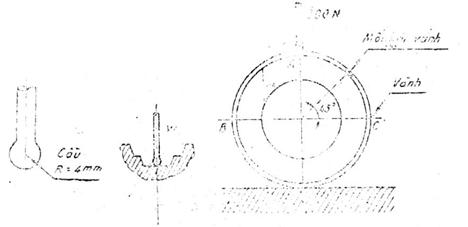
Hình 2
4.6. Kiểm tra chất lượng lớp mạ theo TCVN 4392-86.
5. GHI NHÃN VÀ BAO GÓI
5.1. Trên mỗi vành phải ghi rõ tên hoặc dấu hiệu hàng hóa của cơ sở sản xuất.
5.2. Vành phải được gói trong vật liệu chống ẩm và phải được chống gỉ.
