Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 3967:1984 về Tài liệu công nghệ – Quy tắc trình bày tài liệu chế tạo chi tiết từ nhựa nhiệt dẻo do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 3967-84
TÀI LIỆU CÔNG NGHỆ – QUY TẮC TRÌNH BÀY TÀI LIỆU CHẾ TẠO CHI TIẾT TỪ NHỰA NHIỆT DẺO
Technological documentation – Rules of making documentation on manufactaring paris of plastic
Tiêu chuẩn này quy định quy tắc trình bày tài liệu công nghệ chế tạo chi tiết từ nhựa nhiệt dẻo;
– Phiếu nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp ép và đúc áp lực;
– Phiếu nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp đùn.
1. Quy tắc trình bày phiếu nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp ép và đúc áp lực
1.1. Phiếu dùng để trình bày nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp ép và đúc áp lực.
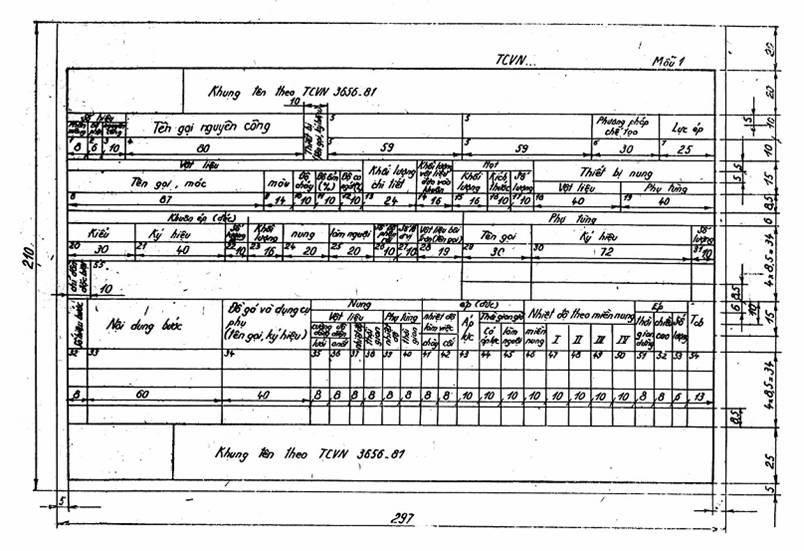
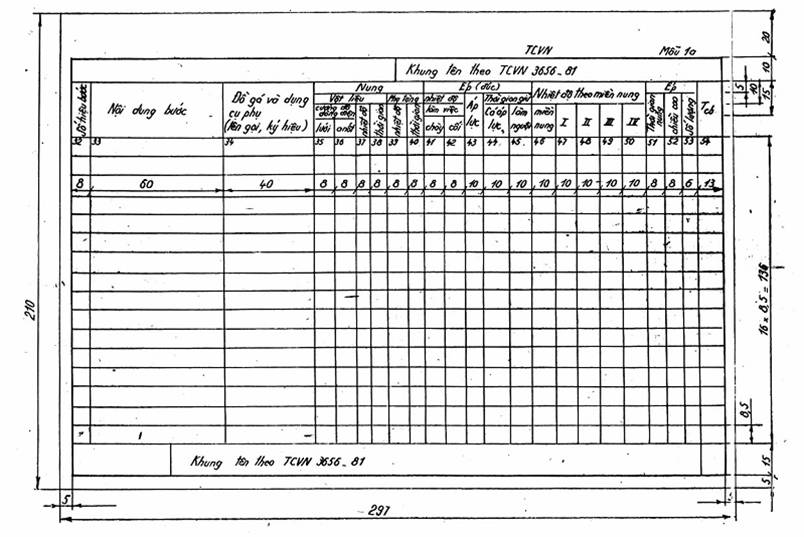
1.2. Phiếu được lập theo mẫu 1 và 1 a hoặc 2 và 2a. Phiếu sử dụng cùng với mẫu 5 của TCVN 3658 – 81.
Chú thích : Cho phép sử dụng mẫu 1 cho nguyên công chế tạo chi tiết bằng hợp chất cao su.
1.3. Nội dung các ô (cột) ghi theo chỉ dẫn trong bảng 1.
Bảng 1
|
Số hiệu ô (cột) |
Nội dung |
|
1 |
2 |
|
1 |
Số hiệu (tên gọi) phân xưởng thực hiện nguyên công. |
|
2 |
Số hiệu (tên gọi) bộ phận, băng tải, dây chuyền hoặc chỗ làm việc. |
|
3 |
Số hiệu nguyên công theo phiếu tiến trình, |
|
4 |
Tên gọi nguyên công. |
|
5 |
Tên gọi, kiểu, số hiệu tải sản của thiết bị công nghệ Cho phép không ghi tên gọi và số hiệu tài sản. |
|
6 |
Phương pháp chế tạo |
|
7 |
Lực ép (lực tính toán) |
|
8 |
Tên gọi và mác vật liệu. |
|
9 |
Màu của vật liệu. |
|
10 |
Độ chảy của vật liệu. |
|
11 |
Độ ẩm của vật liệu tính theo phần trăm (%) |
|
12 |
Đọ co ngót của vật liệu tính theo phần trăm (%). |
|
13 |
Khối lượng chi tiết theo tài liệu thiết kế. |
|
14 |
Khối lượng vật liệu đưa vào khuôn ép. |
|
15 |
Khối lượng hạt. |
|
16 |
Kích thước hạt. |
|
17 |
Số lượng hạt cho 1 chi tiết. |
|
18 |
Thiết bị nung vật liệu. |
|
19 |
Thiết bị nung phụ tùng. |
|
20 |
Kiểu kết cấu của khuôn ép hoặc khuôn đúc (ví dụ: khuôn hở, khuôn kín….) |
|
21 |
Ký hiệu (mã hiệu) khuôn. |
|
22 |
Số lượng lỗ trong khuôn. |
|
23 |
Khối lượng khuôn. |
|
24 |
Phương pháp nung nóng khuôn (ví dụ: nhung bằng điện hoặc bằng hơi đốt …) |
|
25 |
Phương pháp làm nguội khuôn (ví dụ: làm nguội bằng không khí hoặc bằng nước…) |
|
26 |
Số lượng bộ phận tháo rời của khuôn. |
|
27 |
Số lỗ định vị của khuôn. |
|
28 |
Tên gọi vật liệu bôi trơn. |
|
29 |
Tên gọi phụ tùng. |
|
30 |
Ký hiệu phụ tùng. |
|
31 |
Số lượng phụ tùng cho chi tiết. |
|
32 |
Số hiệu bước. |
|
33 |
Nội dung bước. Sấy vật liệu bao gồm trong nội dung bước. |
|
34 |
Tên gọi, ký hiệu (mã hiệu) đồ gá và dụng cụ phụ Cho phép không ghi tên gọi |
|
35 |
Cường độ dòng điện lưới của máy phát tần số cao. |
|
36 |
Cường độ dòng anốt của máy phát tần số cao. |
|
37 |
Nhiệt độ nung vật liệu. |
|
38 |
Thời gian nung vật liệu |
|
39 |
Nhiệt độ nung phụ tùng |
|
40 |
Thời gian nung phụ tùng. |
|
41 |
Nhiệt độ làm việc của chày |
|
42 |
Nhiệt độ làm việc của cối |
|
43 |
Áp lực theo áp kế. |
|
44 |
Thời gian giữ trong khuôn dưới áp lực. |
|
45 |
Thời gian giữ trong khuôn khi làm nguội. |
|
46 ÷ 50 |
Nhiệt độ theo vùng nung xi lanh của máy đúc. |
|
51 |
Thời gian tạm dừng trước khi ép. |
|
52 |
Chiều cao nâng chày ép. |
|
53 |
Số lần ép. |
|
54 |
Định mức thời gian cơ bản cho bước |
|
55 |
Chỉ dẫn đặc biệt. Cột này ghi những yêu cầu cho việc thực hiện nguyên công. Cho phép không ghi. |
2. Quy tắc trình bày phiếu nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp đùn
2.1. Phiếu dùng để trình bày nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp đùn.
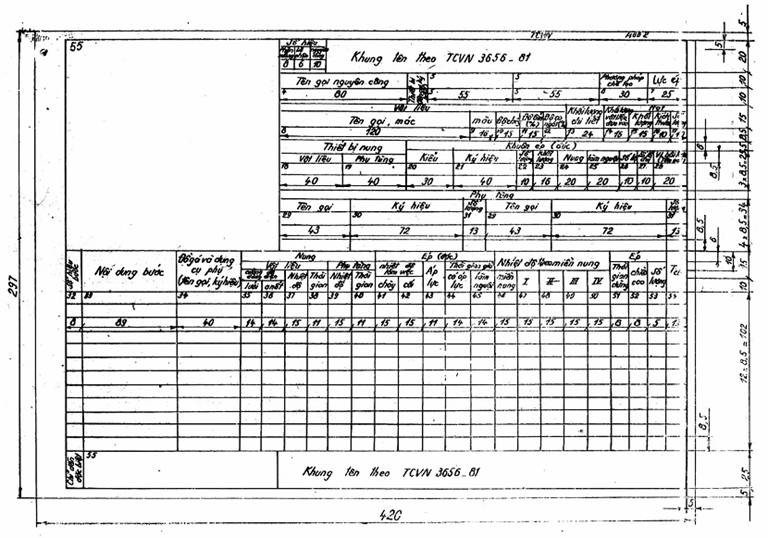
2.2. Phiếu được lập theo mẫu 3 và 3a. Phiếu sử dụng cùng với mẫu 5 của TCVN 3658.
2.3. Nội dung các ô (cột) ghi theo chỉ dẫn trong bảng 2.
Bảng 2
|
Số hiệu ô (cột) |
Nội dung |
|
1 |
Số hiệu (tên gọi) phân xưởng thực hiện nguyên công. |
|
2 |
Số hiệu (tên gọi) bộ phận, băng tải, dây chuyền hoặc chỗ làm việc. |
|
3 |
Số hiệu nguyên công theo phiếu tiến trình, |
|
4 |
Tên gọi nguyên công. |
|
5 |
Tên gọi, kiểu, số hiệu tải sản của thiết bị công nghệ Cho phép không ghi tên gọi và số hiệu tài sản. |
|
6 |
Tên gọi và mác vật liệu. |
|
7 |
Màu của vật liệu. |
|
8 |
Độ chảy của vật liệu. |
|
9 |
Độ ẩm của vật liệu tính theo phần trăm (%) |
|
10 |
Đọ co ngót của vật liệu tính theo phần trăm (%). |
|
11 |
Khối lượng chi tiết theo tài liệu thiết kế. |
|
12 |
Khối lượng vật liệu đưa vào khuôn. |
|
13 |
Số vòng quay của vít tải. |
|
14 |
Tốc độ đùn. |
|
15 |
Áp lực không khí phun. |
|
15 |
Số lưới lọc. |
|
16 |
Nhiệt độ nước làm nguội. |
|
17 |
Kiểu đầu đùn (ví dụ: đầu thẳng, đầu cong….) |
|
18 |
Ký hiệu (mã hiệu) đầu đùn. |
|
19 |
Dạng lỗ đùn. (Ví dụ: dạng thẳng, dàng hình vành khuyên …) |
|
20 |
Kích thước bao của đầu đùn (đường kính, chiều cao). |
|
21 |
Khối lượng đầu đùn. |
|
22 |
Số hiệu bước. |
|
23 |
Nội dung bước. |
|
24 |
Tên gọi, ký hiệu (mã hiệu) đồ gá và dụng cụ phụ. |
|
25 |
Cho phép không ghi tên gọi. |
|
26 |
Nhiệt độ nung vật liệu. |
|
27 |
Thời gian nung vật liệu. |
|
28 ÷ 32 |
Nhiệt độ vùng nung xi lanh |
|
33 ÷ 36 |
Nhiệt độ đầu đùn. |
|
37 |
Nhiệt độ vít tải. |
|
38 |
Định mức thời gian cơ bản cho bước. |
|
39 |
Chỉ dẫn đặc biệt. Cột này ghi những yêu cầu cho việc thực hiện nguyên công. Cho phép không ghi. |
Phiếu nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp ép và đúc áp lực
(Tờ đầu tiên)
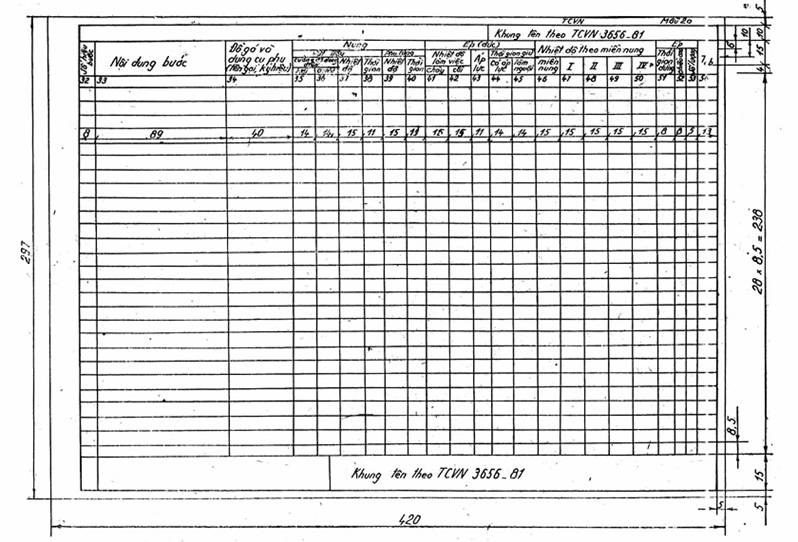
Phiếu nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp ép và đúc áp lực
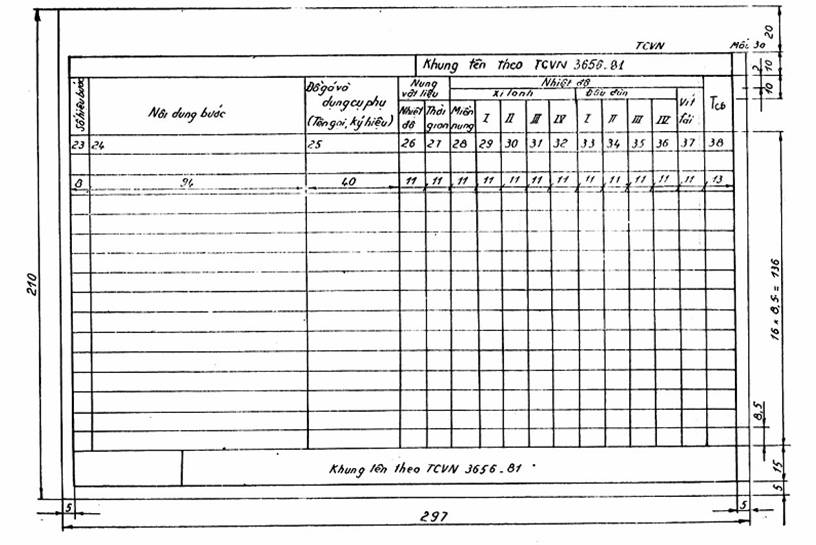
(Tờ tiếp theo)
Phiếu nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp ép và đúc áp lực
(Tờ đầu tiên)
Phiếu nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp ép và đúc áp lực
(Tờ tiếp theo)
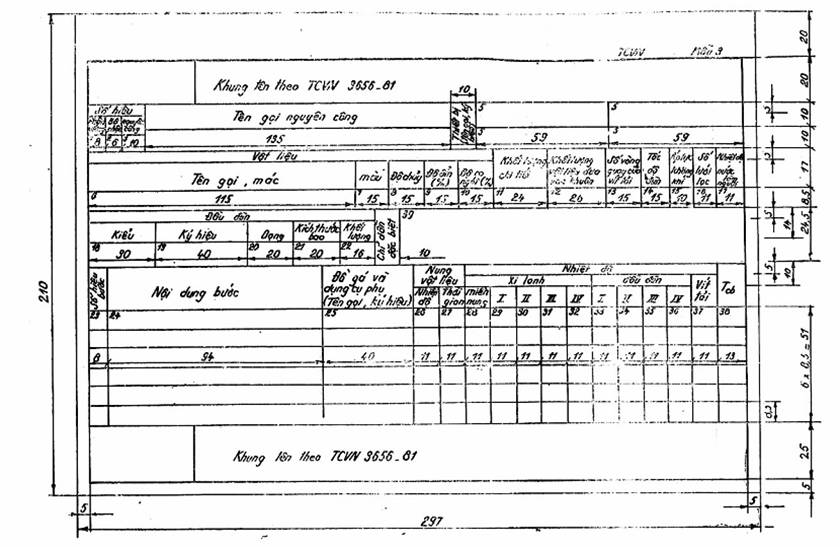
Phiếu nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp đùn
(Tờ đầu tiên)
Phiếu nguyên công chế tạo chi tiết từ nhựa nhiệt dẻo bằng phương pháp đùn
(Tờ tiếp theo)