
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 8165:2009 (ISO 13912 : 2005) về Gỗ kết cấu – Phân cấp độ bền bằng thiết bị – Nguyên tắc cơ bản
TIÊU CHUẨN QUỐC GIA
TCVN 8165 : 2009
ISO 13912 : 2005
GỖ KẾT CẤU – PHÂN CẤP ĐỘ BỀN BẰNG THIẾT BỊ – NGUYÊN TẮC CƠ BẢN
Structural timber – Machine strength grading – Basic principles
Lời nói đầu
TCVN 8165 : 2009 hoàn toàn tương đương với ISO 13912 : 2005.
TCVN 8165 : 2009 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC165 Gỗ và sản phẩm gỗ biên soạn, Tổng Cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Lời giới thiệu
Nguyên tắc chung của tiêu chuẩn này là chấp nhận tất cả các qui trình phân cấp độ bền bằng thiết bị miễn là các qui trình này được xác định, được kiểm soát và được lưu hồ sơ nhằm phản ánh đúng thực tế sẽ sử dụng sản phẩm trong kết cấu.
Tiêu chuẩn này quy định các đặc điểm quan trọng nhất của hoạt động phân cấp độ bền bằng thiết bị. Các quy định này là tối thiểu để đảm bảo lĩnh vực áp dụng là tối đa và linh hoạt trong áp dụng tiêu chuẩn vào hoạt động phân cấp độ bền đối với gỗ xẻ.
Phụ lục A đưa ra một tiêu chuẩn phù hợp với các yêu cầu của tiêu chuẩn này.
GỖ KẾT CẤU – PHÂN CẤP ĐỘ BỀN BẰNG THIẾT BỊ – NGUYÊN TẮC CƠ BẢN
Structural timber – Machine strength grading – Basic principles
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các nguyên tắc cơ bản đối với qui tắc và qui trình phân cấp gỗ bằng thiết bị để sử dụng trong kết cấu.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 8164 (ISO 13910), Gỗ kết cấu – Giá trị đặc trưng của gỗ phân cấp theo độ bền – Lấy mẫu, thử nghiệm và đánh giá trên toàn bộ kích thước mặt cắt ngang.
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa quy định trong TCVN 8164 (ISO 13910) và trong Phụ lục A. Các thuật ngữ và định nghĩa quy định trong Phụ lục A đại diện cho các thuật ngữ và định nghĩa trong các nguyên tắc và qui trình phân cấp độ bền bằng thiết bị đối với gỗ dùng trong kết cấu.
4. Ký hiệu và thuật ngữ viết tắt
Các ký hiệu và thuật ngữ viết tắt dùng trong tiêu chuẩn này được quy định trong TCVN 8164 (ISO 13910) và trong Phụ lục A. Các ký hiệu và thuật ngữ viết tắt quy định trong Phụ lục A đại diện cho các ký hiệu và thuật ngữ viết tắt trong nguyên tắc và qui trình phân cấp độ bền bằng thiết bị đối với gỗ dùng trong kết cấu.
5. Quy định chung
5.1. Gỗ phân cấp độ bền bằng thiết bị
Gỗ đã được phân cấp độ bền bằng thiết bị là gỗ xẻ đã được phân loại bằng máy theo các chuẩn mực đã chọn để phân thành các cấp kết cấu. Chuẩn mực thiết bị chỉ ra các chỉ tiêu cơ học và/hoặc vật lý phản ánh độ bền của gỗ và có thể ảnh hưởng đến khả năng sử dụng của sản phẩm.
5.2. Hoạt động phân cấp độ bền bằng thiết bị
Hoạt động phân cấp độ bền bằng thiết bị yêu cầu cần có thiết bị để phân loại nguồn đầu vào thành một hoặc nhiều cấp đầu ra (xem Hình 1). Một số loại gỗ xẻ có thể không đáp ứng được các yêu cầu tối thiểu của cấp độ bền quy định.
Thiết bị phân cấp gồm một hoặc nhiều bộ phận cho phép đo được các đặc điểm dọc theo chiều dài của mẫu gỗ khi mẫu gỗ đi qua thiết bị. Với một số thiết bị không có khả năng đo các đặc điểm dọc theo chiều dài của mẫu gỗ khi mẫu gỗ đi qua thiết bị, nhưng một số chỉ tiêu đo được sẽ đại diện cho mẫu. Có thể không cần quét kiểm tra các phần đầu gỗ [xem Hình 2 a)].
Các dữ liệu do thiết bị ghi nhận phải được xử lý để làm chuẩn mực phân loại và các chuẩn mực này được sử dụng làm cơ sở đánh giá cấp độ bền.
Các yêu cầu ngoại quan đối với toàn bộ mẫu gỗ, các phần cuối quét hoặc không quét cần phải quy định để thiết bị nhận được thêm thông tin.
CHÚ THÍCH 1: Trong nội dung tiêu chuẩn này, thuật ngữ “máy quét” biểu thị cho thiết bị dùng để đo các chỉ tiêu của gỗ và thuật ngữ “chiều dài được quét” biểu thị phần gỗ được quét để đo các chỉ tiêu dọc theo chiều dài mẫu gỗ đó.
CHÚ THÍCH 2: Khi sử dụng thiết bị phân cấp độ bền dạng uốn thông thường, chỉ các thông số được đo (bằng thiết bị) dọc theo chiều dài của mẫu gỗ (trừ phần chiều dài của đầu không quét) là mô đun đàn hồi cục bộ trên bề mặt.
CHÚ THÍCH 3: Đối với thiết bị sử dụng máy quét đơn hoặc đa dạng, thông thường có thể sử dụng các dữ liệu nhận được để dự đoán độ bền dọc theo chiều dài mẫu [xem Hình 2 b)]. Trong trường hợp đó, giá trị độ bền dự đoán tối thiểu được lấy làm chuẩn mực để phân cấp độ bền.
5.3. Nguyên tắc phân cấp độ bền bằng thiết bị trong kiểm soát chất lượng
Phân cấp bằng thiết bị là một yếu tố của hoạt động kiểm soát chất lượng. Tiêu chuẩn này quy định việc kiểm soát chất lượng liên quan đến hoạt động phân cấp độ bền bằng thiết bị được thực hiện thông qua việc kiểm tra tại chỗ trên bốn giai đoạn của qui trình phân cấp độ bền như sau:
1) nguồn gốc và gỗ xẻ đầu vào; 2) hoạt động của thiết bị; 3) các yêu cầu ngoại quan (nếu có quy định); 4) gỗ đầu ra sau khi đã phân cấp (xem Hình 1).

Hình 1 – Sơ đồ hoạt động phân cấp độ bền bằng thiết bị
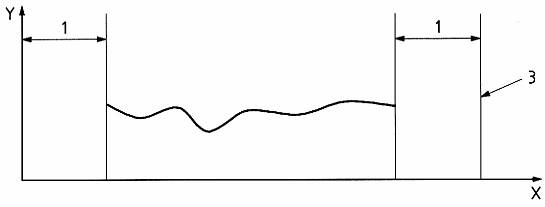
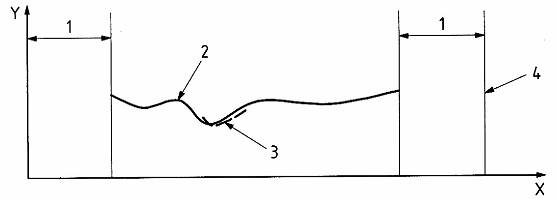
a) Đồ thị dạng đầu ra điển hình của máy quét
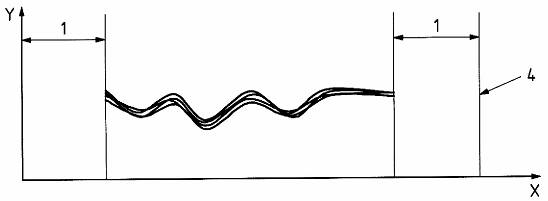
b) Đồ thị dạng đầu ra điển hình đã xử lý
CHÚ DẪN
X khoảng cách tính từ điểm bắt đầu của mẫu gỗ;
Y đầu ra của máy quét kiểm tra;
Y’ độ bền dự đoán;
1 chiều dài không quét kiểm tra;
2 độ bền tối thiểu dự đoán;
3 mặt đầu của mẫu gỗ.
Hình 2 – Các số đo của thiết bị phân cấp độ bền điển hình
Về lý thuyết, chất lượng gỗ có thể được kiểm soát bằng một trong các cách sau:
a) Kiểm soát nguồn đầu vào và hoạt động của thiết bị, hoặc
b) Kiểm tra chất lượng các cấp đầu ra.
Tuy nhiên, trên thực tế nhìn chung vẫn cần thêm việc giám sát.
Ví dụ:
– Nếu áp dụng cách a) phải chú ý xác định và đảm bảo rằng nguồn gỗ phải giống như gỗ sử dụng ban đầu khi thiết lập thông số cho thiết bị;
– Nếu áp dụng cách b) phải thực hiện đánh giá ban đầu đối với cỡ mẫu (xem 8.2) hơn là cỡ mẫu thông thường sử dụng cho đánh giá thường nhật (xem 8.3) để đảm bảo đáp ứng được yêu cầu về giá trị 5 phân vị chuẩn của độ bền.
6. Yêu cầu về nguồn và gỗ xẻ đầu vào
6.1. Khái quát
Nguồn đầu vào phải được xác định qua các thông số mà có thể ảnh hưởng đến đầu ra của hoạt động phân cấp bằng thiết bị.
6.2. Yêu cầu đầu vào
6.2.1. Nguồn gỗ
Các thông số phải được xác định đó là loài hoặc hỗn hợp loài gỗ.
Các thông số khác có thể được xác định, bao gồm:
a) kỹ thuật lâm sinh đã được áp dụng;
b) nguồn gốc gỗ khúc;
c) kích thước khúc gỗ;
d) sơ đồ xẻ đã sử dụng để sản xuất gỗ xẻ từ gỗ khúc; và
e) các thông số khác được coi là quan trọng.
6.2.2. Gỗ xẻ
Các thông số phải được xác định bao gồm:
a) tình trạng gỗ (đã hong khô hoặc chưa hong khô, v.v…);
b) độ ẩm, và
c) các thông số khác được coi là quan trọng.
6.3. Kiểm soát đầu vào
Kiểm tra định kỳ nguồn và gỗ xẻ đầu vào phải được xác định và quy định.
6.4. Gia công lại gỗ đã được phân cấp từ trước
Nếu cho phép gia công lại gỗ đã được phân cấp trước thì phải quy định lại các yêu cầu về phân cấp lại gỗ.
7. Yêu cầu phân cấp độ bền bằng thiết bị
7.1. Yêu cầu về thiết bị
Cùng với thẩm định việc hiệu chuẩn máy soi cắt lớp các nhà sản xuất thiết bị phải quy định và thực hiện việc kiểm tra thiết bị.
7.2. Yêu cầu phân cấp bằng thiết bị
Quá trình phân cấp bằng thiết bị phải quy định việc kiểm tra định kỳ để đảm bảo:
a) độ lặp lại – trong giới hạn cho phép, máy quét phải có khả năng đưa ra các số đọc như nhau khi kiểm tra lặp lại trên cùng một mẫu gỗ.
b) hiệu chuẩn – trong giới hạn cho phép, máy quét phải lặp lại được số đọc ban đầu trên mẫu gỗ đặc biệt sử dụng cho mục đích hiệu chuẩn hoặc trên thanh hiệu chuẩn không phải là gỗ.
c) độ ổn định – trong giới hạn cho phép và khi máy quét cung cấp số đọc dọc theo chiều dài gỗ thì các dữ liệu từ máy quét phải chỉ ra sự hiệu chuẩn ổn định trên tất cả chiều dài của mẫu gỗ.
Thiết bị phân cấp độ bền sử dụng cùng một loại máy quét phải được hiệu chuẩn ứng với qui trình kiểm tra tương tự.
CHÚ THÍCH: Các thiết bị phân cấp rất đa dạng nhưng có cùng một dạng máy quét như nhau để kiểm tra phân cấp độ bền. Trong trường hợp đó và để phục vụ mục đích hiệu chuẩn tất cả thiết bị phải được hiệu chuẩn theo một phép thử chuẩn thông thường (ví dụ, TCVN 8164 (ISO 13910)) trên mẫu gỗ đã được chọn cho mục đích hiệu chuẩn.
7.3. Yêu cầu phân cấp bằng mắt thường
Khi các yêu cầu phân cấp bằng mắt thường được coi là quan trọng thì phải quy định các nguyên tắc để đáp ứng yêu cầu về độ bền và cũng có thể quy định các nguyên tắc đáp ứng yêu cầu sử dụng.
Đối với các yêu cầu phân cấp bằng mắt thường đã được quy định, thì phải tiến hành kiểm tra thường xuyên để đánh giá độ chính xác của quá trình phân cấp. Nếu việc kiểm tra chỉ ra rằng quá trình phân cấp là chưa đủ đảm bảo thì phải quy định các biện pháp phù hợp để điều chỉnh quá trình cho phù hợp.
Phụ lục A đưa ra một ví dụ về yêu cầu phân cấp bằng mắt thường đối với gỗ xẻ hộp vuông để sử dụng trong kết cấu.
8. Các chỉ tiêu kết cấu của gỗ đã phân cấp bằng thiết bị
8.1. Khái quát
Các chỉ tiêu nghiêm ngặt đối với gỗ phân cấp độ bền là các chỉ tiêu về kết cấu. Các chỉ tiêu này được quy định và được xác định theo TCVN 8164 (ISO 13910).
Các chỉ tiêu về thiết kế kết cấu phải được xác định từ các phép thử trên gỗ xẻ có độ ẩm xác định. Nếu phép thử được thực hiện trên gỗ có độ ẩm khác với quy định của tiêu chuẩn này thì kết quả thử các chỉ tiêu đó phải được điều chỉnh (sử dụng nguyên tắc kỹ thuật hợp lý) sao cho các chỉ tiêu thiết kế kết cấu phản ánh đúng mục đích các yêu cầu cơ bản này và/hoặc các qui chuẩn thiết kế kết cấu liên quan.
8.2. Đánh giá ban đầu
Ngay sau khi quá trình phân cấp đã được lựa chọn, phải đưa ra các bằng chứng rằng kết quả phân cấp đầu ra phải có các chỉ tiêu kết cấu đối với gỗ như đã công bố. Các bằng chứng này có thể được kết nối với các phân xưởng khác có cùng qui trình phân cấp hoặc tương tự.
Trong trường hợp các bằng chứng này không có sẵn hoặc không thể kết nối với các phân xưởng khác, cần quy định một chương trình thử nghiệm ban đầu. Các yêu cầu đối với chương trình thử nghiệm phải dựa trên nguyên tắc lấy mẫu đầy đủ và các phép thử nghiệm chỉ tiêu kết cấu phải dựa trên qui trình thử nghiệm theo 8.1.
8.3. Đánh giá hàng ngày
Nếu trong hồ sơ có quy định một hoặc nhiều chỉ tiêu kết cấu thì phải tiến hành xác định trong từng ca sản xuất trên số mẫu gỗ hạn chế. Các dữ liệu thu được phải được sử dụng cho qui trình kiểm soát thống kê và các kết quả được sử dụng để giám sát hoạt động phân cấp độ bền.
8.4. Đánh giá định kỳ
Các phép xác định trực tiếp các chỉ tiêu kết cấu trên toàn bộ kích thước gỗ xẻ phải được thực hiện khi có lý do cho rằng các chỉ tiêu kết cấu của gỗ xẻ phân cấp độ bền bằng thiết bị có thể bị thay đổi và cũng có thể được quy định để thực hiện theo chu kỳ xác định.
CHÚ THÍCH Số lượng và phạm vi của việc đánh giá định kỳ theo yêu cầu phụ thuộc vào hệ thống đánh giá. Phụ lục A giới thiệu một dạng của qui trình kiểm soát thống kê và việc sử dụng qui trình đó trong kiểm soát chất lượng.
9. Nhận dạng sản phẩm
Dấu nhận dạng sản phẩm trên gỗ phải được quy định để chỉ ra tiêu chuẩn làm cơ sở cho việc phân cấp chất lượng, cấp và/hoặc nhóm độ bền, và tên nhà sản xuất. Dấu nhận dạng sản phẩm có thể bao gồm thêm các thông tin được coi là quan trọng.
Từng thanh gỗ phải có dấu nhận dạng ngoại trừ gỗ được phân cấp độ bền kết cấu cao sử dụng cho mục đích kết cấu xây dựng và trang trí. Đối với gỗ có chất lượng cao về ngoại quan, mỗi lô hàng phải có các tài liệu đi kèm phù hợp các yêu cầu nhận dạng sản phẩm đã quy định trong tiêu chuẩn.
10. Hồ sơ
Yêu cầu về hồ sơ phải bao gồm:
a) tiêu chuẩn làm cơ sở cho quá trình phân cấp độ bền bằng thiết bị;
b) quy định kỹ thuật về chuẩn mực của cấp gỗ;
c) quy định kỹ thuật và kiểm tra kiểm soát nguồn đầu vào khi áp dụng các hoạt động kiểm soát bằng thiết bị;
d) quy định kỹ thuật và kiểm tra kiểm soát đối với quá trình phân cấp bằng thiết bị;
e) quy định kỹ thuật và kiểm tra kiểm soát đối với yêu cầu ngoại quan, nếu cần;
f) quy định kỹ thuật và kiểm tra kiểm soát các chỉ tiêu kết cấu;
g) quy định kỹ thuật về nhận dạng sản phẩm;
h) phương pháp đánh giá và sự phù hợp cấp chất lượng; và
i) các quy định kỹ thuật hoặc tài liệu khác được coi là quan trọng.
Phụ lục A
(tham khảo)
Ví dụ về tiêu chuẩn phân cấp gỗ bằng thiết bị
|
Đây là thực tiễn áp dụng nguyên tắc phân cấp độ bền bằng thiết bị đã được nêu trong nội dung chính của TCVN 8164 (ISO 13910) và áp dụng cho các trường hợp sau: – gỗ xẻ hộp vuông; – sử dụng cho kết cấu; – yêu cầu các giá trị độ bền đặc trưng với chênh lệch không vượt quá 5 % giá trị mong đợi; Việc trình bày phù hợp với quy định của Tiêu chuẩn quốc tế (không phải là một phụ lục thông thường) cho biết một tiêu chuẩn bao gồm các nội dung như sau: – các điều khoản bắt buộc (phạm vi áp dụng, tài liệu viện dẫn, thuật ngữ và định nghĩa, ký hiệu và chữ viết tắt, các yêu cầu, lấy mẫu, phương pháp thử), và – các nội dung tham khảo (thư mục tài liệu tham khảo). Các Phụ lục tham khảo (tương tự Phụ lục A này) và các Phụ lục quy định có thể là một phần của tiêu chuẩn. CHÚ THÍCH: Phạm vi áp dụng thông thường không có Phụ lục nhưng nó được đưa vào ví dụ này vì mục đích đồng bộ. |
A.1. Phạm vi áp dụng
Tiêu chuẩn này quy định qui trình phân cấp gỗ để sản xuất gỗ xẻ hộp vuông được phân cấp theo độ bền và độ cứng bằng thiết bị để ứng dụng trong kết cấu có yêu cầu về độ bền đặc trưng không chênh lệch quá 5 % so với giá trị mong đợi.
Tiêu chuẩn này áp dụng cho gỗ đã phân cấp ở trạng thái hong khô.
Tiêu chuẩn này cũng có thể áp dụng cho gỗ được phân cấp không ở trạng thái hong khô nhưng có các chỉ tiêu thiết kế kết cấu đã được sửa đổi để phù hợp mục đích của tiêu chuẩn này và/hoặc các qui phạm thiết kế liên quan.
A.2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 8164 (ISO 13910), Gỗ kết cấu – Giá trị đặc trưng của gỗ phân cấp theo độ bền – Lấy mẫu, thử nghiệm và đánh giá trên toàn bộ kích thước mặt cắt ngang.
TCVN 8165 (ISO 13912) Gỗ kết cấu – Phân cấp độ bền bằng thiết bị – Nguyên tắc cơ bản.
A.3. Thuật ngữ và định nghĩa
Các thuật ngữ sử dụng trong Phụ lục này được định nghĩa như sau:
A.3.1. Cấp (grade)
Tập hợp gỗ được chọn ra từ một nguồn gỗ xác định bằng cách sử dụng qui trình phân cấp xác định.
A.3.2. CUSUM
Qui trình cộng tích lũy cho việc đánh giá chất lượng kết cấu từ dữ liệu đã lấy mẫu trong nhiều khoảng thời gian.
A.3.3. Mắt gỗ (knot)
Phần của cành hoặc nhánh cây còn lại trong khúc gỗ.
A.3.4. Phân cấp độ bền bằng thiết bị (machine strength grading)
Phân cấp độ bền bằng cách sử dụng thiết bị đo môđun đàn hồi trên bề mặt dọc theo khúc gỗ.
A.3.5. Gỗ hong khô (seasoned timber)
Gỗ có độ ẩm không lớn hơn 19 %.
A.3.6. Nứt toác (split)
Sự tách tại một đầu khúc gỗ chạy từ bề mặt này sang mặt đối diện hoặc mặt liền kề.
A.3.7. Yêu cầu kết cấu (structural requirements)
Các yêu cầu về cấp độ bền ảnh hưởng đến các chỉ tiêu kết cấu của gỗ.
A.3.8. Nứt theo vòng năm (shake)
Sự tách theo chiều dọc của gỗ xuất hiện ở giữa hoặc xuyên qua các vòng năm.
A.3.9. Chiều dày (thickness)
Các kích thước nhỏ hơn vuông góc với trục dọc của gỗ xẻ.
A.3.10. Gỗ chưa hong khô (unseasoned timber)
Gỗ có độ ẩm lớn hơn 19 %.
A.3.11. Yêu cầu sử dụng (utility requirements)
Các yêu cầu về phân cấp không ảnh hưởng đến các chỉ tiêu kết cấu của gỗ và/hoặc đến giới hạn ảnh hưởng đến khả năng sử dụng của gỗ.
A.3.12. Các yêu cầu ngoại quan (visual requirements)
Các yêu cầu phân cấp bằng mắt thường là các yêu cầu hỗ trợ cho quá trình phân cấp bằng thiết bị để có được các tính năng sử dụng và chỉ tiêu kết cấu theo yêu cầu của mỗi cấp.
A.3.13. Chiều rộng (width)
Kích thước lớn hơn vuông góc với trục dọc của cây gỗ xẻ.
Các đặc điểm như cong hình cung, hình nhíp, lòng máng, vặn và lẹm cạnh cần được quy định chi tiết và minh họa bằng hình vẽ.
A.4. Ký hiệu và chữ viết tắt
A.4.1. Ký hiệu chung
E môđun đàn hồi;
f độ bền;
N cỡ mẫu;
CV hệ số biến động.
A.4.2. Các chỉ số dưới
0,05 giá trị phân vị chuẩn 5;
data giá trị đo được trên mẫu;
mean giá trị trung bình
m uốn;
target mục tiêu hoặc giá trị quy định đối với cấp độ bền.
A.5. Quy định chung
A.5.1. Hoạt động phân cấp độ bền bằng thiết bị
Hoạt động phân cấp độ bền bằng thiết bị phải bao gồm một thiết bị và một người phân cấp bằng mắt thường để phân loại nguồn và gỗ xẻ đầu vào thành các cấp đầu ra. Một số loại gỗ có thể không đáp ứng yêu cầu về cấp thấp nhất.
Gỗ đã phân cấp độ bền bằng thiết bị phải được quy định về yêu cầu kết cấu và sử dụng.
A.5.2. Nguyên tắc kiểm soát chất lượng
Việc phân cấp độ bền bằng thiết bị là một trong các yếu tố của hệ thống kiểm soát chất lượng. Tiêu chuẩn này yêu cầu việc kiểm soát chất lượng được thực hiện bằng cách kiểm tra tại chỗ trên bốn công đoạn của hoạt động phân cấp như sau: nguồn và gỗ xẻ đầu vào, hoạt động của thiết bị, các yêu cầu kết cấu, sử dụng và kiểm tra đầu ra đối với gỗ đã phân cấp.
A.6. Yêu cầu về nguồn và gỗ xẻ đầu vào
A.6.1. Khái quát
Nguồn gỗ đầu vào phải được nhận dạng theo các thông số có thể ảnh hưởng đến đầu ra của hoạt động phân loại bằng thiết bị.
A.6.2. Yêu cầu đầu vào
A.6.2.1. Nguồn gỗ
Các thông số phải được nhận dạng, bao gồm:
a) loài gỗ hoặc hỗn hợp của loài;
b) nguồn gốc gỗ khúc;
c) kích cỡ gỗ khúc;
d) kỹ thuật lâm sinh đã sử dụng;
e) sơ đồ xẻ đã sử dụng để sản xuất gỗ xẻ từ gỗ khúc;
f) các thông số khác được coi là quan trọng.
A.6.2.2. Gỗ xẻ
Các thông số phải được quy định, bao gồm:
a) điều kiện hong khô tại thời điểm phân cấp chất lượng bằng thiết bị và bằng mắt thường;
b) độ ẩm: từ 10 % đến 19 %;
c) chiều rộng và chiều dày: 0 đến + 2 mm;
d) cong hình cung: 6 mm/1 m dài;
e) cong hình nhíp: 3mm/1 m dài;
f) vặn: 1 mm/25 mm của chiều rộng/1 m dài; và
g) các thông số khác được coi là quan trọng.
A.6.3. Kiểm soát đầu vào
Cần xác định và quy định việc kiểm tra định kỳ nguồn và gỗ xẻ đầu vào.
A.6.4. Gia công lại gỗ sau khi phân cấp
Nếu phải gia công lại gỗ đã được phân cấp từ trước và điều đó có thể làm thay đổi các chỉ tiêu thiết kế kết cấu hoặc làm giảm cấp (sử dụng) bằng thiết bị và/hoặc ngoại quan thì phải quy định lại việc phân cấp gỗ.
A.7. Yêu cầu phân cấp độ bền bằng thiết bị
A.7.1. Yêu cầu thiết bị
Việc kiểm tra thiết bị và tần suất kiểm tra do nhà sản xuất thiết bị đưa ra và phải được thực hiện nghiêm túc.
A.7.2. Yêu cầu phân cấp bằng thiết bị
Quá trình phân cấp bằng thiết bị phải dựa trên các nguyên tắc sau:
A.7.2.1. Độ lặp lại
Vào thời điểm bắt đầu của mỗi ca sản xuất, cho một hoặc một vài thanh gỗ qua máy quét kiểm tra 5 lần (theo cùng đầu cạnh và cùng hướng). Chuẩn mực chấp nhận được thiết lập trên cơ sở những số đọc của máy soi quét qua 5 lần mẫu gỗ đi qua tại mỗi điểm và giá trị trung bình dọc theo cả thanh gỗ. Các giá trị này không được phép vượt quá 10 % môđun phân cấp (xem Hình A.1).
|
CHÚ DẪN X khoảng cách từ điểm đầu quét của thanh gỗ; Y môđun đàn hồi trên bề mặt đo được; |
1 chiều dài không quét; 2 các số đọc của 5 lần cho gỗ qua máy; 3 điểm cuối của thanh gỗ. |
Hình A.1 – Kiểm tra độ lặp lại
A.7.2.2. Hiệu chuẩn
Chọn 5 mẫu gỗ từ số lượng gỗ cần phân cấp để hiệu chuẩn. Mẫu gỗ phải thẳng tự nhiên và các khuyết tật không ảnh hưởng đến độ bền như quy định của tiêu chuẩn này.
Trước tiên, cho từng mẫu gỗ đi qua thiết bị 4 lần (với các cạnh và bề mặt khác nhau [xem Hình A.2]). Chuẩn mực chấp nhận được thiết lập trên cơ sở dải số đọc của máy quét đo tại mỗi điểm và giá trị trung bình các số đọc dọc theo toàn bộ thanh gỗ và không được phép vượt quá 20 % của môđun phân cấp đối với cấp độ bền xem xét.
Sau đó, tính giá trị trung bình 4 số đọc của máy quét tại từng điểm và các giá trị trung bình này được so sánh với việc hiệu chuẩn độc lập tại một vài điểm trọng yếu [(xem Hình A.2 b)]. Phép hiệu chuẩn phải được thực hiện trên cơ sở so sánh với phép đo tĩnh môđun đàn hồi trên mặt phẳng (nghĩa là gia tải tại điểm giữa của khẩu độ 900 mm) tại các vị trí gần các điểm của môđun phân cấp tối thiểu. Chuẩn mực chấp nhận là các giá trị tối thiểu nhận được trên máy và của các phép thử tĩnh phải không được chênh lệch lớn hơn 2 % so với giá trị tĩnh.
Qui trình hiệu chuẩn như trên phải được thực hiện ít nhất ba tháng một lần. Nếu sử dụng thanh gỗ hiệu chuẩn để đảm bảo hiệu chuẩn thiết bị được chính xác thì các thanh gỗ này phải được quét qua thiết bị tại thời điểm bắt đầu của ca sản xuất (xem Hình A.3).
Đối với việc hiệu chuẩn khi đang sử dụng, các dữ liệu nhận được với việc hiệu chuẩn của mỗi ca sản xuất phải được so sánh với các dữ liệu nhận được từ việc kiểm tra hiệu chuẩn các mẫu gỗ đi qua máy quét cùng cạnh và hướng. Chuẩn mực chấp nhận của việc hiệu chuẩn khi đang sử dụng phải sao cho chênh lệch đo được giữa hai bộ dữ liệu tại từng điểm được tính trung bình trên toàn bộ mẫu gỗ, không vượt quá 15 % của môđun thấp nhất của thanh gỗ.
A.7.2.3. Kiểm tra sự ổn định
Qui trình kiểm tra sự ổn định phải trên cơ sở các dữ liệu nhận được trên 500 mẫu gỗ trong một đợt sản xuất thông thường. Các dữ liệu từ 500 mẫu gỗ này phải được tính trung bình cho toàn bộ, nghĩa là, các giá trị này là trung bình cho từng vị trí tại những khoảng xác định từ đầu dẫn (xem Hình A.4). Chuẩn mực chấp nhận của kiểm tra sự ổn định phải là giá trị trung bình từ các trung bình của tất cả các vị trí; dải giá trị không được vượt quá 20 % của giá trị trung bình.
Đôi khi, mặc dù thiết bị rất hoàn hảo nhưng do độ chệch của đầu vào nên không thể nhận được chuẩn mực chấp nhận “đầu ra bằng phẳng” khi kiểm tra sự ổn định.
VÍ DỤ Điều này có thể xảy ra khi khúc gỗ được đưa vào thiết bị có đầu gốc đưa vào trước. Khi xuất hiện độ chệch thì có thể loại bỏ ảnh hưởng của độ chệch riêng này bằng cách chọn ngẫu nhiên một đầu gỗ để đưa vào máy trong khi kiểm tra độ ổn định.
a) Đồ thị đầu ra của máy quét 4 đường
b) Đồ thị hiệu chuẩn đầu ra máy quét
CHÚ DẪN
X khoảng cách tính từ đầu A;
Y môđun đàn hồi trên bề mặt đo được;
1 chiều dài không quét;
2 giá trị trung bình của 4 đường quét;
3 kiểm tra hiệu chuẩn độc lập;
4 điểm cuối của thanh gỗ.
Hình A.2 – Hiệu chuẩn đầu ra máy quét
CHÚ DẪN
X khoảng cách tính từ đầu thanh;
Y môđun đàn hồi trên bề mặt đo được;
1 chiều dài không được soi quét;
2 giá trị trung bình của quét 4 đường;
3 kiểm tra hiệu chuẩn ban đầu;
4 điểm cuối của thanh gỗ.
Hình A.3 – Kiểm tra hiệu chuẩn trong quá trình thiết bị hoạt động
CHÚ DẪN
X khoảng cách tính từ đầu A;
Y môđun đàn hồi trên bề mặt đo được;
1 chiều dài không được quét;
2 thiết bị được kiểm soát;
3 thiết bị ngoài tầm kiểm soát;
4 trung bình tổng của 500 mẫu gỗ;
5 điểm cuối của thanh gỗ;
Hình A.4 – Kiểm tra sự ổn định
A.7.3. Yêu cầu phân cấp độ bền bằng mắt thường
A.7.3.1. Yêu cầu dọc theo toàn bộ chiều dài
Các giới hạn sau đây phải được quy định để đáp ứng các yêu cầu ngoại quan có ảnh hưởng đến độ bền dọc theo chiều dài:
a) các mắt gỗ trên cạnh xuất hiện trên mặt rộng không vượt quá 1/3 chiều rộng của thanh gỗ;
b) các vết nứt toác không vượt quá 11/2 lần chiều rộng thanh gỗ.
A.7.3.2. Yêu cầu trong phạm vi chiều dài đầu không quét
Các giới hạn sau đây phải được quy định để đáp ứng các yêu cầu ngoại quan có ảnh hưởng đến độ bền trong phạm vi chiều dài đầu không quét:
– các đặc điểm ảnh hưởng đến độ bền không được vượt quá đặc điểm lớn nhất của loại đó trong phần quét của gỗ, và
– các đặc điểm ảnh hưởng đến độ bền không được vượt quá yêu cầu trong các yêu cầu phân cấp sử dụng bằng mắt thường của tiêu chuẩn này.
Các giới hạn sau đây phải được quy định để đáp ứng các yêu cầu ngoại quan có ảnh hưởng đến việc sử dụng gỗ:
a) mắt gỗ trên bề mặt rộng ½ chiều rộng;
b) chiều dày và chiều rộng 0 mm đến +2 mm;
c) độ vuông góc ±2 độ;
d) cong hình cung (xem Hình A.5) 5 mm/1 m dài;
e) cong hình nhíp (xem Hình A.5) 4 mm/1 m dài;
f) vặn (xem Hình A.5) 1 mm/25 mm rộng trên 1m dài; và
g) lẹm cạnh (xem Hình A.6) 1/3 của chiều rộng của bề mặt khác;
h) cong lòng máng (xem Hình A.7) 1 mm/50 mm chiều rộng.
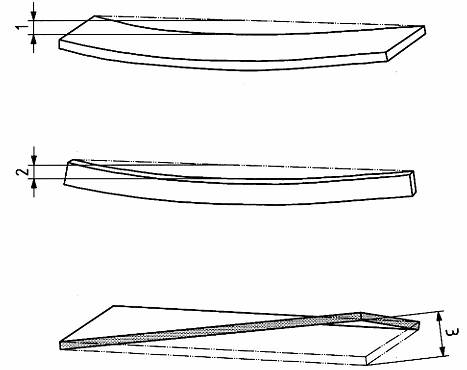
CHÚ DẪN
1 cong hình cung;
2 cong hình nhíp;
3 vặn;
Hình A.5 – Mô tả đo cong hình cung, cong hình nhíp và vặn
CHÚ DẪN
1 lẹm cạnh.
Hình A.6 – Mô tả lẹm cạnh

CHÚ DẪN
1 cong hình lòng máng.
Hình A.7 – Mô tả đo cong hình lòng máng
A.7.4. Kiểm tra chặt chẽ trong quá trình phân cấp độ bền bằng mắt thường
Trong mỗi ca sản xuất phải phải tiến hành kiểm tra đánh giá độ chính xác của quá trình phân cấp bằng mắt thường. Việc kiểm tra này được thực hiện bằng cách phân loại lại mẫu gỗ đã được phân cấp trước đó. Chuẩn mực chấp nhận phải là số lượng mẫu dưới mức quy định về độ bền theo ngoại quan không vượt quá 5 % và mẫu không đạt yêu cầu sử dụng không lớn hơn 20 %.
Nếu việc kiểm tra chỉ ra rằng quá trình không đảm bảo thì phải có các biện pháp để điều chỉnh quá trình.
A.8. Các chỉ tiêu về kết cấu
A.8.1. Khái quát
Các chỉ tiêu quan trọng nhất đối với gỗ phân cấp theo độ bền là các chỉ tiêu kết cấu. Việc quy định và xác định các chỉ tiêu này được quy định trong TCVN 8164 (ISO 13910).
A.8.2. Đánh giá ban đầu
Ngay sau khi hoạt động phân cấp bằng thiết bị đã được lựa chọn, phải đưa ra các bằng chứng rằng cấp đầu ra đáp ứng các yêu cầu về chỉ tiêu kết cấu. Các bằng chứng này được xây dựng trên cơ sở các phép đo trực tiếp của các chỉ tiêu kết cấu trên toàn bộ chiều dài thanh gỗ (xem Phụ lục A, 8.1) hoặc trên cơ sở các dữ liệu tương đương từ các hoạt động phân cấp khác tương tự.
Trong trường hợp khi hoạt động phân cấp độ bền trong giai đoạn đầu của xưởng sản xuất với qui trình phân loại và nguồn đầu vào tương ứng với qui trình đã có sẵn trong các phân xưởng khác, thì không yêu cầu có sự đánh giá ban đầu đặc biệt khi các dữ liệu đánh giá nhận được từ các phân xưởng khác có thể đã có như là minh chứng ban đầu về chỉ tiêu của gỗ được phân cấp.
Trong trường hợp thiết bị tương tự như thiết bị đã sử dụng trong các phân xưởng hiện có, và có cùng loài gỗ được phân cấp, nhưng sử dụng nguồn gốc gỗ và/hoặc dạng cắt khác thì yêu cầu phải kiểm tra hạn chế. Phép kiểm tra nhận được bằng cách đo độ bền uốn và môđun đàn hồi cho ít nhất là hai kích cỡ và hai cấp. Số lượng mẫu thử sử dụng cho từng kích cỡ/cấp phải là N = 200.
Nếu thiết bị hiện có sử dụng cho loài mới thì phải thực hiện các phép đo trên gỗ đã phân cấp, ít nhất là độ bền uốn, độ bền kéo và môđun đàn hồi. Tất cả các cấp phải được đánh giá ít nhất trên hai khẩu độ kích thước của gỗ đã phân cấp độ bền.
Trong trường hợp thiết bị mới, phải đánh giá toàn bộ các chỉ tiêu về cấp đã quy định và tất cả các cấp. Ít nhất phải đánh giá trên ba chiều rộng và hai chiều dày theo khoảng biến động của độ bền.
A.8.3. Đánh giá hàng ngày
Ở mỗi ca sản xuất, phải xác định một hoặc nhiều chỉ tiêu kết cấu trên một lượng mẫu gỗ hạn chế. Các dữ liệu thu được phải được áp dụng cho qui trình CUSUM và kết quả được sử dụng để điều hành kiểm soát hoạt động phân cấp độ bền.
Sử dụng qui trình CUSUM như mô tả trong Phụ lục B. Các thông tin khái quát về sơ đồ CUSUM, xem B.1.
CHÚ THÍCH Qui trình CUSUM mô tả trong Phụ lục B được áp dụng rất đơn giản. Tuy nhiên, cần lưu ý khi sử dụng sơ đồ tượng trưng để kiểm soát giá trị độ bền phân vị chuẩn 5 thì sẽ không hiệu quả trong trường hợp có tính biến động lớn về độ bền kết hợp với sự thay đổi đột ngột về giá trị đặc trưng của độ bền. Qui trình có hiệu quả nếu giá trị đặc trưng thay đổi chậm trong khoảng thời gian hai hoặc ba tháng.
A.8.4. Đánh giá định kỳ
Việc lấy mẫu cho mục đích này phải được tiến hành trong quá trình sản xuất thông thường. Tỷ lệ lấy mẫu tối thiểu phải là 1/10 000 thanh mẫu gỗ đã phân cấp và tỷ lệ 1/1 000 nếu có yêu cầu kiểm tra chặt. Gỗ phải được thử nghiệm các chỉ tiêu độ bền uốn và môđun đàn hồi.
Tiến hành kiểm tra nếu cỡ mẫu đối với cấp/kích cỡ xác định có giá trị NO như sau:
NO = 1 000 (CV)2 (A.1)
trong đó: CV là hệ số biến động của độ bền uốn.
Dữ liệu giá trị phân vị chuẩn 5 của độ bền uốn, biểu thị là fm ,0,05,data phải đáp ứng chuẩn mực sau đây:
fm ,0,05,data > 0,91fm ,0,05,target (A.2)
trong đó: fm ,0,05,target là giá trị phân vị chuẩn mục tiêu 5 của cấp/kích cỡ.
Nếu mẫu không đáp ứng chuẩn mực trên thì phải tiến hành lấy mẫu lần hai càng sớm càng tốt và thử nghiệm theo cùng một chuẩn mực. Nếu mẫu lần hai này đạt được chuẩn mực thì tiếp tục tiến hành sản xuất. Tuy nhiên, nếu mẫu lần hai không đạt yêu cầu thì có khả năng là có sai lỗi trong quá trình phân cấp và phải có biện pháp khắc phục và giải quyết nguyên nhân.
Qui trình trên cũng được áp dụng cho độ bền kéo, nếu cần thiết.
Giá trị trung bình của môđun đàn hồi, ký hiệu là E mean, data phải phù hợp với chuẩn mực sau:
E mean, data > 0,96 Emean,target (A.3)
trong đó: Emean,target là giá trị mục tiêu trung bình của cấp/kích cỡ.
Nếu mẫu không đáp ứng chuẩn mực trên thì phải tiến hành lấy mẫu lần hai càng sớm càng tốt và thử nghiệm theo cùng một chuẩn mực. Nếu mẫu lần hai này đạt được chuẩn mực thì tiếp tục tiến hành sản xuất. Tuy nhiên, nếu mẫu lần hai không đạt yêu cầu thì có khả năng là có sai lỗi trong quá trình phân cấp và phải có biện pháp khắc phục và giải quyết nguyên nhân.
Khi sử dụng qui trình này thì có nguy cơ là nhà sản xuất không thực hiện phép thử nếu như sản phẩm có độ bền đặc trưng chính xác như công bố.
Nếu cần thiết, thay cho việc sử dụng thử nghiệm đến phá hủy, gỗ sử dụng để đánh giá độ bền có thể được thử tải đến khoảng 10 % giá trị độ bền và mẫu chưa bị phá hủy có thể lại được đưa vào sản xuất. Tuy nhiên, phải tiến hành đánh giá để đảm bảo rằng việc thử tải không gây ra sự hư hại không thể chấp nhận được đối với loài và cấp gỗ được đánh giá.
CHÚ THÍCH: Qui trình này rất hiệu quả trong trường hợp gỗ được thử nghiệm ngay tại nơi sản xuất.
A.9. Nhận dạng sản phẩm
Trừ trường hợp ngoại lệ khi mục đích sử dụng cuối cùng của gỗ không cần thiết dấu nhận dạng vì lý do thẩm mỹ và theo yêu cầu của khách hàng, còn lại gỗ phải được ghi nhãn nhận dạng với đầy đủ thông tin sau:
a) viện dẫn tiêu chuẩn này;
b) tên nhà sản xuất;
c) cấp và/hoặc nhóm độ bền;
d) tên tổ chức chứng nhận;
e) điều kiện của gỗ xẻ (độ ẩm công bố hoặc khẳng định tại thời điểm phân cấp); và
f) loài hoặc hỗn hợp loài (nhóm).
Trong trường hợp khách hàng có yêu cầu không đánh dấu trên gỗ, mỗi bao gói gỗ của từng loại cấp/độ bền khi xuất đi phải có chứng nhận sự phù hợp với các thông tin sau:
g) tên, số hiệu và ngày cấp giấy chứng nhận;
h) tên và địa chỉ khách hàng;
i) yêu cầu của khách hàng hoặc số hợp đồng;
j) loài hoặc hỗn hợp loài (nhóm loài), cấp chất lượng, và kích thước, số lượng thanh gỗ;
k) viện dẫn tiêu chuẩn này, tình trạng gỗ (độ ẩm công bố/khẳng định tại thời điểm phân cấp), ngày phân cấp gỗ; và
l) chữ ký của người tiến hành tiến hành phân cấp hoặc chịu trách nhiệm phân cấp.
A.10. Hồ sơ
Sổ tay chất lượng phải bao gồm các thông tin sau:
a) quy định kỹ thuật về nguồn và gỗ xẻ đầu vào;
b) viện dẫn tiêu chuẩn này;
c) định nghĩa về quá trình phân cấp gỗ;
d) quy định kỹ thuật về thiết bị và các yêu cầu ngoại quan về kết cấu và sử dụng;
e) quy định kỹ thuật về kiểm soát quá trình phân cấp;
f) quy định kỹ thuật về phương pháp đã sử dụng để đánh giá ban đầu và định kỳ các chỉ tiêu của gỗ;
g) quy định kỹ thuật về kiểm tra kiểm soát gỗ đã phân cấp chất lượng;
h) quy định kỹ thuật về các thông tin đánh dấu trên gỗ, hoặc trường hợp yêu cầu không đánh dấu lên gỗ thì quy định kỹ thuật đối với chứng chỉ về sự phù hợp trên từng bao gói gỗ;
i) tên đơn vị chịu trách nhiệm kiểm soát chất lượng; và
j) các quy định do tổ chức chứng nhận yêu cầu.
Phụ lục B
(tham khảo)
Sử dụng qui trình CUSUM để đánh giá hàng ngày
B.1. Khái quát
Hai kiểu đồ thị CUSUM1) là: 1) đồ thị biến động; 2) đồ thị tượng trưng. Đồ thị biến động được áp dụng để đánh giá trong kiểm soát giá trị trung bình và sơ đồ tượng trưng được áp dụng để đánh giá trong kiểm soát độ bền đặc trưng, trong trường hợp này lấy giá trị phân vị chuẩn 5 phía dưới.
Thông thường, đồ thị biến động được sử dụng để kiểm soát môđun đàn hồi và đồ thị tượng trưng được sử dụng để kiểm soát độ bền. Tuy nhiên, không có cơ sở giải thích về việc không áp dụng cả hai đồ thị trên cho tất cả các chỉ tiêu và thực tế điều đó đã được khuyến nghị. Sử dụng cỡ mẫu nhỏ khi áp dụng các đồ thị trên; cỡ mẫu điển hình nên lấy N = 5; Đồ thị tượng trưng không được nhạy cảm đối với sự thay đổi đột ngột của độ bền phân vị chuẩn 5. Đồ thị tượng trưng có hiệu quả nhất nếu sự thay đổi độ bền xuất hiện đều đều trong suốt một giai đoạn vài tuần lễ.
B.2. Hằng số kiểm soát
Trước hết chọn cỡ mẫu N. Sử dụng cỡ mẫu đã chọn và hệ số biến động của chỉ tiêu độ bền, hằng số kiểm soát K, Y và Z được lấy theo Bảng B.1 và B.2.
B.3. SUM tăng dần
Thông thường mỗi ca sản xuất lấy một mẫu, mẫu được chọn ngẫu nhiên theo từng khoảng thời gian xác định. Ngay sau khi tập hợp được toàn bộ mẫu, tiến hành thử nghiệm để đo các chỉ tiêu kết cấu; các kết quả được sử dụng để tính toán SUM tăng dần và dẫn đến là nó được sử dụng để đánh giá các bước tiếp theo của đồ thị kiểm soát CUSUM đối với kích cỡ và cấp gỗ riêng biệt. Nếu chỉ lấy một mẫu ở mỗi ca sản xuất thì thông thường là mẫu đó được sử dụng để thử nghiệm đánh giá độ bền và môđun đàn hồi của gỗ đã phân cấp.
Đối với bước thứ i trên đồ thị biến động, giá trị trung bình Mi được tính toán và giá trị tương ứng XSUM,i được cho theo công thức sau:
XSUM,i = XCUSUM,i-1 + (K – Mi) (B.1)
trong đó XCUSUM,i-1 biểu thị cho giá trị CUSUM của bước kiểm tra trước đó.
Đối với bước thứ i trên đồ thị tượng trưng, giá trị SUMi được cho theo công thức sau:
XSUM,i = XCUSUM,i-1 + (d1 – K) (B.2)
trong đó d1 biểu thị cho số lượng mẫu không đạt giá trị phân vị chuẩn mục tiêu 3.
Đối với các chỉ tiêu độ bền khi không có các thông tin khác, giá trị phân vị chuẩn mục tiêu 3, biểu thị là f0,03, target, được lấy theo phương trình sau:
f0,03, target = 0,9 f0,05,target (B.3)
trong đó: f0,05,target biểu thị cho giá trị phân vị chuẩn mục tiêu 5.
B.4. Đồ thị kiểm soát
Đồ thị kiểm soát bắt đầu với giá trị XCUSUM = 0. Sau đó XCUSUM tăng lên theo qui luật sau:
a) Nếu XSUM,i £ 0, thì XCUSUM,i = 0.
b) Nếu 0 <>XSUM,i <>Y và XCUSUM,i-1 £ Y, thì XCUSUM,i = XSUM,i.
c) Nếu 0 <>XSUM,i <>Y và XCUSUM,i-1 > Y, thì XCUSUM,i = 0.
d) Nếu XSUM,i = Y và XCUSUM,i-1 <>Y, thì XCUSUM,i = Z.
e) Nếu XSUM,i = Y và XCUSUM,i-1 ³ Y, thì XCUSUM,i = 0.
f) Nếu Y <>XSUM,i <>Z và XCUSUM,i-1 <>Y, thì XCUSUM,i = Z.
g) Nếu Y <>XSUM,i <>Z và XCUSUM,i-1 ³ Y, thì XCUSUM,i = XSUM,i.
h) Nếu XSUM,i ³ Z, thì XCUSUM,i = Z.
Các nguyên tắc này được tóm tắt trong Bảng B.3.
Nếu CUSUM lớn hơn Y, quá trình được cho là “mất kiểm soát”, còn lại được cho là “kiểm soát”. Ví dụ mô tả đồ thị CUSUM điển hình được chỉ ra trong Hình B.1.
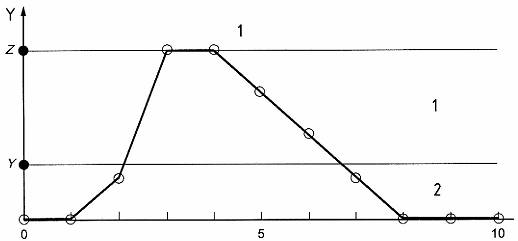
CHÚ DẪN
X số lượng mẫu
Y giá trị CUSUM
1 mất kiểm soát
2 kiểm soát
Hình B.1 – Ví dụ mô tả đồ thị CUSUM điển hình
B.5. Sử dụng đồ thị kiểm soát
Khi quá trình được cho là mất kiểm soát thì thực hiện việc kiểm tra trên hoạt động phân loại để xác định qui trình nào có lỗi. Nếu lỗi được tìm thấy thì phải sửa lỗi đó.
Nếu không tìm thấy lỗi thì lấy thêm sáu bộ mẫu ngay lập tức và thử nghiệm. Dữ liệu được sử dụng cho đồ thị CUSUM tiếp theo đối với sáu bộ mẫu lấy thêm.
Khi kết thúc các bước này, thiết bị vẫn bị mất kiểm soát thì dừng hoạt động phân loại và sửa chữa.
Sau khi sửa chữa, lấy thêm sáu bộ mẫu và tiến hành thử nghiệm; đồ thị CUSUM được đặt tại điểm ”không” và các kết quả của dữ liệu thử nghiệm được dùng để vẽ sáu điểm mới trên đồ thị. Nếu sau thử nghiệm này, quá trình được kiểm soát thì lại tiếp tục hoạt động phân loại gỗ.
Bảng B.1 – Hằng số kiểm soát K, Y và Z khuyến nghị đối với đồ thị CUSUM tượng trưng
|
Kích thước mẫu |
Thông số kiểm tra |
||
|
K |
Y |
Z |
|
|
N = 5 N = 10 N = 20 N = 40 N = 60 |
1 1 1 2 4 |
1 2 4 8 8 |
6 6 7 11 15 |
Bảng B.2 – Hằng số kiểm soát khuyến nghị K, Y và Z đối với đồ thị CUSUM biến động
|
Hệ số biến động |
Hằng số chuẩn hóa* đối với N = 5 |
Hằng số chuẩn hóa* đối với N = 10 |
Hằng số chuẩn hóa* đối với N = 20 |
||||||
|
K |
Y |
Z |
K |
Y |
Z |
K |
Y |
Z |
|
|
0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 |
0,962 5 0,962 5 0,962 5 0,962 5 0,962 5 |
0,094 0,199 0,334 0,475 0,644 |
0,232 0,363 0,513 0,672 0,865 |
0,962 5 0,962 5 0,962 5 0,962 5 0,962 5 0,962 5 0,962 5 |
0,105 0,181 0,264 0,365 0,470 0,592 0,712 |
0,263 0,344 0,435 0,547 0,669 0,805 0,940 |
0,962 5 0,962 5 0,962 5 0,962 5 0,962 5 0,962 5 0,962 5 0,962 5 |
0,053 0,094 0,144 0,201 0,261 0,335 0,406 0,483 |
0,196 0,232 0,304 0,363 0,430 0,514 0,592 0,679 |
|
* Tất cả các hằng số phải được nhân với giá trị trung bình của biến động. |
|||||||||
Bảng B.3 – Nguyên tắc tính toán CUSUM
|
XCUSUM theo thứ tự ưu tiên |
XCUSUM ,i mới |
||||
|
XSUM,i£ 0 |
XSUM,i<>Y |
XSUM,i= Y |
Y <>XSUM,i <>Z |
XCUSUM,i³ Z |
|
|
XCUSUM,i-1 = 0 |
0 |
SUMi |
Z |
Z |
Z |
|
0XCUSUM,i-1<> |
0 |
SUMi |
Z |
Z |
Z |
|
YXCUSUM,i-1<> |
0 |
0 |
0 |
SUMi |
Z |
|
XCUSUM,i-1 = Z |
0 |
0 |
0 |
SUMi |
Z |
|
XCUSUM,i £ Y, quá trình kiểm soát XCUSUM,i > Y, quá trình mất kiểm soát |
|||||
|
* Điều kiện XCUSUM = Y không xuất hiện. |
|||||
MỤC LỤC
Lời nói đầu
Lời giới thiệu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Thuật ngữ và định nghĩa
4. Ký hiệu và thuật ngữ viết tắt
5. Quy định chung
6. Yêu cầu về nguồn và gỗ xẻ đầu vào
7. Yêu cầu phân cấp độ bền bằng thiết bị
8. Các chỉ tiêu kết cấu của gỗ phân cấp bằng thiết bị
9. Nhận dạng sản phẩm
10. Hồ sơ
Phụ lục A (tham khảo) – Ví dụ một tiêu chuẩn về phân cấp gỗ bằng thiết bị
Phụ lục B (tham khảo) – Sử dụng qui trình CUSUM để đánh giá hàng ngày
1) CUSUM – Qui trình cộng tích lũy để đánh giá chất lượng kết cấu từ các số liệu nhận được trên mẫu lấy theo chu kỳ.
