
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 312:1984 về Kim loại – Phương pháp thử uốn va đập ở nhiệt độ thường do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 312-84
KIM LOẠI – PHƯƠNG PHÁP THỬ UỐN VA ĐẬP Ở NHIỆT ĐỘ THƯỜNG
Metals – Method for testing the impact strength at room temperature
Tiêu chuẩn này ban hành để thay thế TCVN 312 – 69.
Tiêu chuẩn quy định phương pháp thử uốn va đập cho kim loại ở nhiệt độ 25 ± 10oC.
1. THUẬT NGỮ, ĐỊNH NGHĨA VÀ KÝ HIỆU
1.1. Công va đập: công tiêu thụ để phá hủy mẫu.
1.2. Độ dài va đập: công va đập tính cho mỗi đơn vị điện tích mặt cắt ngang của mẫu qua đáy rãnh.
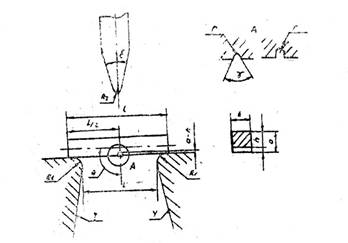
1.3. Ký hiệu quy ước các thông số của mẫu, búa con lắc và các đặc trưng khác khi thử được chỉ dẫn trên hình vẽ và trong bảng 1.
Bảng 1
|
Ký hiệu quy ước |
Tên gọi |
|
L |
Chiều dài mẫu, mm |
|
a |
Chiều cao mẫu, mm |
|
b |
Chiều rộng mẫu, mm |
|
h |
Chiều cao mẫu chỗ có rãnh, mm |
|
V |
Dạng chữ V của rãnh mẫu |
|
U |
Dạng chữ U của rãnh mẫu |
|
r |
Bán kính đáy rãnh mẫu, mm |
|
a – h |
Chiều sâu của rãnh mẫu, mm |
|
|
Góc của rãnh chữ V, độ |
|
So |
Diện tích mặt cắt ngang tại chỗ có rãnh của mẫu trước khi thử, cm2 |
|
l |
Khoảng cách giữa 2 gối tỳ, mm |
|
L/2 |
Khoảng cách từ mặt phẳng đối xứng của rãnh đến đầu mút của mẫu, mm |
|
R1 |
Bán kính chỗ lượn của đối tỳ, mm |
|
r |
Góc nhọn của đầu búa, độ |
|
R2 |
Bán kính chỗ lượn của đầu búa, mm |
|
Y |
Độ nghiêng của phần không làm việc của gối tỳ |
|
|
Góc giữa mặt phẳng đối xứng của rãnh và đường tâm của mẫu, độ |
|
v |
Tốc độ đầu búa khi va đập, m/s |
|
K |
Công va đập, Jun |
|
Kmax |
Năng lượng lớn nhất của búa con lắc, Jun |
|
KC |
Độ dài va đập, Jun/cm2 |
1.4. Độ dài va đập được biểu diễn bằng các chữ và số tùy theo năng lượng lớn nhất của búa con lắc, dạng và chiều sâu của rãnh và chiều rộng của mẫu. Hai chữ đầu KC biểu diễn độ dài va đập, chữ thứ ba – dạng rãnh, số thứ nhất – năng lượng lớn nhất của búa; đối với mẫu có rãnh chữ U thì số thứ hai biểu diễn độ sâu rãnh và số thứ ba độ rộng mẫu, đối với mẫu có rãnh chữ V số thứ hai chỉ độ rộng mẫu.
Không ghi các số:
– Khi xác định độ dai va đập KCU trên máy búa con lắc có Kmax = 300 J, khi chiều sâu rãnh 2 mm và chiều rộng mẫu 10 mm;
– Khi xác định độ dài va đập KCV trên máy búa con lắc có Kmax = 300 J, khi chiều sâu rãnh 2 mm và chiều rộng mẫu 10 mm;
Ví dụ ký hiệu quy ước:
Độ dai va đập xác định trên mẫu có b = 7,5 mm, dạng rãnh chữ U, chiều sâu 5mm trên máy búa có Kmax = 150 J;
KCU 150/5/7,5
Độ dai va đập xác định trên mẫu có b = 10 mm, dạng rãnh chữ U, chiều sâu 3 mm trên máy búa có Kmax = 300 J;
KCU 3
1.5. Công va đập được biểu diễn bằng hai chữ (KV hoặc KU) và các số chữ đầu (K) chỉ công va đập, chữ thứ hai (V hoặc U) chỉ dạng rãnh. Các con số tiếp theo chỉ năng lượng va đập lớn nhất, chiều sâu rãnh và chiều rộng mẫu.
Cũng không ghi các số trong các trường hợp đã nêu ở điều 1.4.
2. BẢN CHẤT CỦA PHƯƠNG PHÁP
Đây là thử nghiệm để phá hủy mẫu bằng va đập một lần đầu búa con lắc vào mẫu có rãnh chữ V hoặc chữ U đặt trên hai gối tỳ. Rãnh được đặt ở phía đối diện với bề mặt chịu va đập.
Qua thử nghiệm xác định công va đập hoặc độ dai va đập.
3. MẪU THỬ
3.1. Để tiến hành thử phải dùng các mẫu có hình dạng, kích thước và sai lệch cho phép ghi trong bảng 2.
3.2. Các mẫu phải được gia công cơ khí trên tất cả các bề mặt. Các góc trong mặt cắt ngang phải bằng 90o ± 0,5 o. Mẫu không được có các khuyết tật bề mặt có thể thấy được bằng mắt thường.
Bảng 2
|
Ký hiệu các thông số |
Kích thước danh nghĩa |
Sai lệch cho phép |
|
|
mm |
|||
|
L L/2 a |
55 27,5 10 |
± 0,60 ± 0,40 ± 0,10 |
|
|
b |
10 7,5 5 |
± 0,10 ± 0,10 ± 0,05 |
|
|
h |
đối với rãnh chữ V, chiều sâu 2 mm |
8 |
± 0,05* |
|
đối với rãnh chữ V |
8; 7; 5 |
± 0,10 |
|
|
r |
đối với rãnh chữ U |
1 |
± 0,07* |
|
đối với rãnh chữ V |
0,25 |
± 0,025 |
|
|
|
45o |
± 2o |
|
|
|
90o |
± 2o |
|
|
* Đối với các thí nghiệm kiểm tra hàng loạt cho phép chế tạo các mẫu có sai lệch ± 0,10 mm |
|||
3.3. Trong trường hợp có thuyết minh riêng trong các tiêu chuẩn cho sản phẩm kim loại, có thể dùng các mẫu có một hoặc hai bề mặt không được gia công.
3.4. Nếu không có quy định riêng trong các tiêu chuẩn khác nhau hoặc các tài liệu có liên quan, đối với các mẫu cắt từ các tấm, băng hoặc thanh cán định hình, rãnh của mẫu phải vuông góc với bề mặt cán với sai lệch ± 2o.
3.5. Mặt phẳng đối xứng của rãnh phải vuông góc với đường tâm dọc của mẫu.
3.6. Rãnh được chế tạo bằng các phương pháp gia công cơ (phay, xọc, khoan, mài, v.v…). Đáy rãnh không được gồ ghề hoặc có vết xước thấy rõ bằng mắt thường.
3.7. Không cho phép nắn lại hoặc tác dụng nhiệt vào mẫu.
3.8. Các mẫu được đánh dấu trên các mặt mút hoặc các mặt bên nhưng không được cách xa đầu mút quá 15 mm. Không được đánh dấu tại chỗ tiếp xúc với gối tỳ.
4. THIẾT BỊ THỬ
4.1. Các mẫu được thử trên các máy búa kiểu con lắc có năng lượng va đập lớn nhất bằng 5, 10, 50, 100, 150 hoặc 300J.
Năng lượng dự trữ lớn nhất của máy búa không được lớn quá mà cần thỏa mãn điều kiện: năng lượng tiêu thụ để phá hủy mẫu không thấp hơn 10% năng lượng lớn nhất của máy.
4.2. Các đặc trưng của máy búa con lắc phải phù hợp với quy định trong bảng 3.
Bảng 3
|
Ký hiệu thông số |
Trị số thông số |
Sai lệch cho phép |
|
l |
40 mm |
± 0,5 mm 0 mm |
|
R1 |
1 mm |
± 0,5 mm 0 mm |
|
Y |
1 : 5 |
– |
|
R2 |
2 mm |
± 0,5 mm 0 mm |
|
|
30o |
± 10o |
|
v* |
Từ 5,0 đến 5,5 m/s |
– |
* Trị số v trên đây dùng cho các máy búa có Kmax ≥ 150 J.
Đối với các máy búa số Kmax ≤ 150 J phải giảm trị số v.
Đối với máy búa con lắc kiểu cũ cho phép trị số v từ 4,5 đến 7 m/s.
5. TIẾN HÀNH THỬ
5.1. Trước khi thử cần kiểm tra thang đo công va đập hoặc góc nâng khi búa con lắc rơi tự do. Sai lệch của thang đo công va đập hoặc góc nâng không được lớn hơn ± 0,5% công va đập lớn nhất của máy búa và không được quá 1 Jun.
5.2. Mẫu thử phải được đặt vuông góc với các gối tỳ, sai lệch khoảng cách giữa mặt phẳng đối xứng của rãnh với mặt phẳng chính giữa hai gối tỳ không được quá 0,5 mm.
5.3. Nên tiến hành thử ở nhiệt độ 25 ± 10oC.
5.4. Nếu khi thử xong mẫu không bị gãy hoàn toàn thì chỉ tiêu chất lượng vật liệu về độ dai va đập được gọi là không xác định được. Trong trường hợp này thì biên bản thử phải ghi là mẫu không bị phá hủy với năng lượng va đập đã tiêu thụ.
5.5. Nếu trong các tiêu chuẩn hoặc trong các văn kiện kỹ thuật khác không quy định số mẫu cho loại vật liệu thí nghiệm, cần xác định độ dai va đập ít nhất là cửa ba mẫu.
6. TÍNH TOÁN KẾT QUẢ
6.1. Công tiêu thụ khi va đập (J) để làm gẫy mẫu được quy định theo thang đo của máy búa hoặc tính theo góc nâng của con lắc qua công thức:
K = Pe (cos ![]() – cos
– cos ![]() )
)
trong đó:
P- trọng lượng búa, N
e – chiều dài con lắc, m;
và ![]() ,
,![]() – các góc nâng của con lắc tương ứng với lúc trước và sau khi va đập, độ; trị số K được tính với độ chính xác đến 1J.
– các góc nâng của con lắc tương ứng với lúc trước và sau khi va đập, độ; trị số K được tính với độ chính xác đến 1J.
6.2. Độ dai va đập KC (J/cm2) được tính theo công thức:
KC = ![]()
KC được tính với độ chính xác;
đến 1 J/cm2 khi KC trên 10 J/cm2;
đến 0,1 J/cm2 khi KC dưới 10 J/cm2;
7. BIÊN BẢN THỬ NGHIỆM
Biên bản thử phải quy định các số liệu sau:
Năng lượng va đập lớn nhất của máy búa;
Ký hiệu mẫu (ví dụ mác vật liệu, số hiệu mẻ luyện v.v….)
Nhiệt độ thử;
Hình dạng và kích thước mẫu;
Công va đập;
Độ dai va đập (nếu có yêu cầu xác định).
