Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 2735:1978 về Thép chống ăn mòn và bền nóng – Mác, yêu cầu kỹ thuật do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
TIÊU CHUẨN NHÀ NƯỚC
TCVN 2735 – 78
THÉP CHỐNG ĂN MÒN VÀ BỀN NÓNG – MÁC, YÊU CẦU KỸ THUẬT
Corrosion and heat resisiting wronght steel bars – Technical requirements
Tiêu chuẩn này áp dụng cho thép thanh và tấm cán nóng, rèn có đường kính hay chiều dày đến 200 mm từ thép chống ăn mòn và bền nóng.
Về thành phần hóa học, tiêu chuẩn này cũng áp dụng cho thép thỏi, phôi cán hình và cán tấm, bán thành phẩm tấm dày, tấm mỏng, ống, thép băng và dây.
Chú thích:
1. Thép chống ăn mòn là loại thép hợp kim có độ bền chống ăn mòn điện hóa (Trong khí quyển, đất, kiềm, axít, muối, nước biển ….)
2. Thép bền nóng là loại thép hợp kim có độ bền nhiệt hóa cao, có tính bền chống sự phá hoại hóa học trên bề mặt trong môi trường khi ở nhiệt độ cao hơn 580oC, làm việc trong điều kiện không tải hoặc có tải nhỏ.
1. MÁC THÉP
1.1. Thép chống ăn mòn và bền nóng ký hiệu theo TCVN 1658-75 – TCVN 1660-75 «Kim loại và hợp kim – Tên gọi và ký hiệu».
Ký hiệu thép chống ăn mòn và bền nóng gồm các chữ cái viết tắt tên các nguyên tố hợp kim hóa, những con số đứng sau nó chỉ hàm lượng trung bình của chúng tính theo phần trăm. Con số đứng đầu ký hiệu chỉ hàm lượng cácbon trong thép tính theo phần vạn.
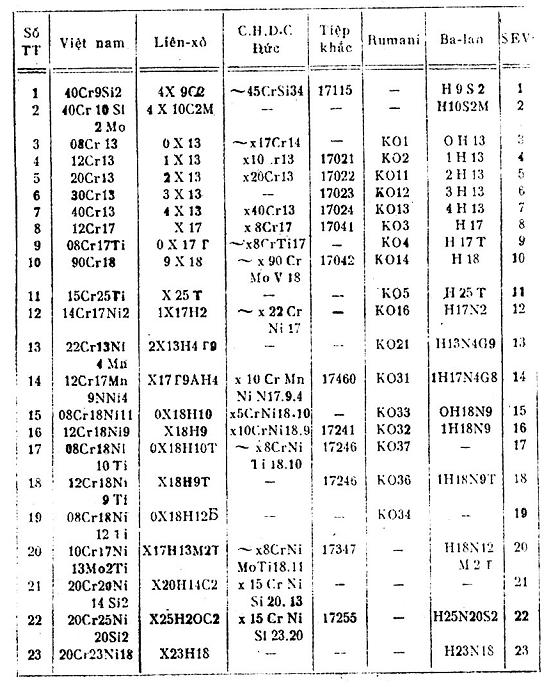
Thép chống ăn mòn và bền nóng gồm 23 mác: 40Cr9Si2, 40Cr10Si2Mo, 08Cr13, 12Cr13, 20Cr13, 30Cr13, 40Cr13, 12Cr13, 08Cr17Ti, 90Cr18, 15Cr25Ti, 14Cr17Ni2, 22Cr13Ni4Mn, 12Cr17Mn9NNi4, 08Cr18Ni11, 12Cr18Ni9, 08Cr18Ni10Ti, 10Cr17Ni13Mo2Ti, 20Cr20Ni14Si2, 20Cr25Ni20Si2, 20Cr23Ni18.
1.2. Thành phần hóa học của thép và chia nhóm thép phải phù hợp với các chỉ tiêu quy định ở bảng 1.
Bảng 1
%
|
Số TT |
Mác thép |
C |
Si |
Mn |
Cr |
Ni |
Ti |
Mo |
Nb |
S |
P |
Các nguyên tố khác |
Nhóm |
||
|
Không lớn hơn |
Chống ăn mòn |
Bền nóng |
|||||||||||||
|
1 |
40Cr9Si2 |
0,35÷0,45 |
2,00÷3,00 |
≤ 0,70 |
8,0 ÷10,0 |
– |
– |
– |
– |
0,025 |
0,030 |
– |
– |
+ |
|
|
2 |
40Cr10Si2Mo |
0,35÷0,45 |
1,90÷2,60 |
≤ 0,70 |
9,0÷10,5 |
– |
– |
0,70÷0,90 |
– |
0,025 |
0,030 |
– |
– |
+ |
|
|
3 |
08Cr13 |
≤ 0,08 |
≤ 0,60 |
≤ 0,60 |
11,0÷13,0 |
– |
– |
– |
– |
0,025 |
0,030 |
– |
+ |
– |
|
|
4 |
12Cr13 |
0,09÷0,15 |
≤ 0,60 |
≤ 0,60 |
12,0÷14,0 |
– |
– |
– |
– |
0,025 |
0,030 |
– |
++ |
+ |
|
|
5 |
20Cr13 |
0,16÷0,24 |
≤ 0,60 |
≤ 0,60 |
12,0÷14,0 |
– |
– |
– |
– |
0,025 |
0,030 |
– |
+ |
– |
|
|
6 |
30Cr13 |
0,25÷0,34 |
≤ 0,60 |
≤ 0,60 |
12,0÷14,0 |
– |
– |
– |
– |
0,025 |
0,030 |
– |
+ |
– |
|
|
7 |
40Cr13 |
0,35÷0,44 |
≤ 0,60 |
≤ 0,60 |
12,0÷14,0 |
– |
– |
– |
– |
0,025 |
0,030 |
– |
+ |
– |
|
|
8 |
12Cr17 |
≤ 0,12 |
≤ 0,80 |
≤ 0,70 |
16,0÷18,0 |
– |
– |
– |
– |
0,025 |
0,035 |
– |
++ |
+ |
|
|
9 |
08Cr17Ti |
≤ 0,08 |
≤ 0,80 |
≤ 0,70 |
16,0÷18,0 |
– |
5.C*÷0,80 |
– |
– |
0,025 |
0,035 |
– |
+ |
++ |
|
|
10 |
90Cr18 |
0,90÷1,00 |
≤ 0,80 |
≤ 0,70 |
17,0÷19,0 |
– |
– |
– |
– |
0,025 |
0,030 |
– |
+ |
– |
|
|
11 |
15Cr25Ti |
≤ 0,15 |
≤ 1,00 |
≤ 0,80 |
24,0÷27,0 |
– |
5.C*÷0,80 |
– |
– |
0,025 |
0,035 |
– |
+ |
++ |
|
|
12 |
14Cr17Ni2 |
0,11÷0,17 |
≤ 0,80 |
≤ 0,80 |
16,0÷18,0 |
1,50÷2,50 |
– |
– |
– |
0,025 |
0,030 |
– |
+ |
– |
|
|
13 |
22Cr13Ni4Mn |
0,15÷0,30 |
≤ 0,80 |
8,0÷10,0 |
12,0÷14,0 |
3,70÷4,70 |
– |
– |
– |
0,025 |
0,050 |
– |
+ |
– |
|
|
14 |
12Cr17Mn9NNi4 |
≤ 0,12 |
≤ 0,80 |
8,0÷10,5 |
16,0÷18,0 |
3,50÷4,50 |
– |
– |
– |
0,020 |
0,035 |
N=0,15÷0,25 |
+ |
– |
|
|
15 |
08Cr18Ni11 |
≤ 0,08 |
≤ 0,80 |
1,00÷2,0 |
17,0÷19,0 |
9,0÷11,0 |
– |
– |
– |
0,025 |
0,035 |
– |
++ |
+ |
|
|
16 |
12Cr18Ni9 |
≤ 0,12 |
≤ 0,80 |
≤ 2,0 |
17,0÷19,0 |
8,0÷10,0 |
– |
– |
– |
0,025 |
0,035 |
– |
++ |
+ |
|
|
17 |
08Cr18Ni10Ti |
≤ 0,08 |
≤ 0,80 |
1,00÷2,00 |
17,0÷19,0 |
9,0÷11,0 |
5.C*÷0,80 |
– |
– |
0,025 |
0,035 |
– |
++ |
+ |
|
|
18 |
12Cr18Ni9Ti |
≤0,12 |
≤ 0,80 |
≤ 2,0 |
17,0÷19,0 |
8,0÷11,0 |
(C*-0,02)5÷0,70 |
– |
– |
0,025 |
0,035 |
– |
++ |
+ |
|
|
19 |
08Cr18Ni12Ti |
≤ 0,08 |
≤ 0,80 |
1,00÷2,00 |
17,0÷19,0 |
11,0÷13,0 |
– |
– |
8.C*÷1,20 |
0,020 |
0,035 |
– |
+ |
– |
|
|
20 |
10Cr17Ni13Mo2Ti |
≤ 0,10 |
≤ 0,80 |
1,00÷2,00 |
16,0÷18,0 |
12,0÷14,0 |
0,30÷0,60 |
1,80÷2,50 |
– |
0,025 |
0,035 |
– |
+ |
– |
|
|
21 |
20Cr20Ni14Si2 |
≤ 0,20 |
2,00÷3,00 |
≤ 1,50 |
19,0÷22,0 |
12,0÷15,0 |
– |
– |
– |
0,025 |
0,035 |
– |
– |
+ |
|
|
22 |
20Cr25Ni20Si2 |
≤ 0,20 |
2,00÷3,00 |
≤ 1,50 |
24,0÷27,0 |
18,0÷21,0 |
– |
– |
– |
0,025 |
0,035 |
– |
– |
+ |
|
|
23 |
20Cr23Ni18 |
≤ 0,20 |
≤ 1,00 |
≤ 2,00 |
22,0÷25,0 |
17,0÷20,0 |
– |
– |
– |
0,025 |
0,035 |
– |
– |
+ |
|
Chú thích:
1. Sai lệch về thành phần S và P quy định trong bảng 1 không được vượt quá 0,005 %.
2. C* – Chỉ hàm lượng cácbon có trong thép.
3. Dấu «+» là phân biệt thép được sử dụng theo công dung đã ghi trên cột trong bảng. Dấu « + +» là nhấn mạnh được sử dụng ở nhóm nào là chính hoặc tốt hơn.
4. Trong thép không hợp kim với titan, được phép có lượng dư công nghệ đến 0,2% với thép không có niken, đến 0,5% với thép có niken. Theo nhu cầu sử dụng của người đặt hàng, có thể thỏa thuận về việc không có nguyên tố titan trong thép.
5. Trong thép không hợp kim niken, cho phép hàm lượng niken dư đến 0,6 %.
6. Hàm lượng đồng dư không được vượt quá 0,3 %.
7. Theo sự thỏa thuận của các bên hữu quan, cho phép có sai lệch về thành phần hóa học của từng nguyên tố nhưng phải đảm bảo các chỉ tiêu khác đã quy định ở trên.
8. Riêng thép 12Cr18Ni9 và 12Cr18Ni9Ni cho phép hàm lượng vanadi và môlipden dư không vượt quá 0,2 %.
2. YÊU CẦU KỸ THUẬT
2.1. Hình dạng, kích thước và sai lệch cho phép về kích thước thanh phải phù hợp với những quy định trong các tiêu chuẩn về kích thước. Nếu chưa có tiêu chuẩn thì các chỉ tiêu trên theo sự thỏa thuận của các bên.
2.2. Phù hợp với điều kiện sử dụng của người đặt hàng, thanh được cung cấp ở trạng thái cán nóng, rèn đã nhiệt luyện. Trạng thái cung cấp được quy định trong đơn đặt hàng.
2.3. Trong đơn đặt hàng cần ghi rõ thép được dùng để gia công gì (gia công cơ khí nóng và nguội, chồn nóng và dập nguội).
2.4. Trên bề mặt thép hình dùng để gia công cơ khí nóng hoặc dập nguội, không được có vết nứt, vết rạn, gấp nếp. Cho phép có những vết xước, lõm, rỗ nhỏ riêng biệt nhưng không được vượt quá nửa sai lệch cho phép về chiều dày thanh. Cho phép độ sâu vết rạn nhỏ không lớn hơn một phần tư sai lệch kích thước cho phép.
2.5. Trên bề mặt thép dùng để gia công cơ khí nguội (tiện bào), cho phép có những khuyết tật cục bộ, nhưng độ sâu về làm sạch không được vượt quá:
– 3/4 sai lệch cho phép về kích thước – với loại đường kính hoặc chiều dày đến 80 mm.
– 4% đường kính hoặc chiều dày – với loại đường kính hoặc chiều dày từ 81 đến 150 mm;
– 5% Đường kính hoặc chiều dày – với loại đường kính hoặc chiều dày lớn hơn 150 mm.
2.6. Khuyết tật bề mặt cần phải được làm sạch bằng cắt gọt hoặc tẩy rửa, chiều sâu vết làm sạch không được vượt quá:
– Sai lệch cho phép về kích thước – đối với thanh có đường kính hoặc chiều dày đến 40 mm.
– 5% kích thước thực tế – đối với thanh có đường kính hoặc chiều dày từ 41 đến 140 mm.
– 8% kích thước thực tế – đối với thanh có đường kính hoặc chiều dày từ 141 đến 200mm.
2.7. Thép dùng để gia công chồn nóng, phải được thử chồn. Trên mẫu chồn không được có vết rạn nứt, tạo ra trên bề mặt hoặc bọt khí dưới lớp vỏ. Yêu cầu về tính chất của loại thép này theo sự thỏa thuận của các bên hữu quan
2.8. Cho phép đầu mút thanh có thể bị dập khi cắt trên máy dập hoặc máy búa nhưng phải làm sạch những rìa thừa trên đầu mút đó.
2.9. Tổ chức thô đại của thép trên mẫu ngang đã tẩy rửa không cho phép có vết lõm, co ngót, bọt khí, nứt tóc và lẫn xỉ nhìn thấy bằng mắt thường, không được dùng dụng cụ phóng đại
2.10. Độ cứng của thép cung cấp trong trạng thái ủ, phải phù hợp với những chỉ tiêu quy định trong bảng 2.
Bảng 2
|
Mác thép |
Độ cứng |
|
|
Đường kính vết lõm mm |
MB |
|
|
08Cr13 |
4,5 ÷ 5,5 |
116 ÷ 179 |
|
12Cr13 |
4,4 ÷ 5,4 |
121 ÷ 187 |
|
20Cr13 |
4,3 ÷ 5,3 |
126 ÷ 197 |
|
30Cr13 |
4,2 ÷ 5,2 |
131 ÷ 207 |
|
40Cr13 |
4,0 ÷ 5,0 |
143 ÷ 229 |
|
12Cr17 |
4,3 ÷ 5,3 |
126 ÷ 197 |
|
90Cr18 |
≥ 3,8 |
≤ 255 |
|
14Cr17Ni2 |
≥ 3,6 |
≤ 286 |
2.11. Tính chất cơ học của thép, xác định trên mẫu đã qua nhiệt luyện (hay trên mẫu được chế tạo từ phôi đã nhiệt luyện) phải phù hợp với các chỉ tiêu quy định trong bảng 3.
2.12. Thép thanh được cung cấp khi đã thỏa mãn các chỉ tiêu đã thỏa thuận giữa các bên về:
a) Khoảng sai lệch giới hạn về thành phần hóa học.
b) Việc xác định tính chống ăn mòn giữa các tinh thể.
c) Độ sạch bề mặt.
d) Tổ chức thô đại.
e) Tổ chức tế vi.
g) Việc xác định các tính chất cơ học và lý học khác.
Chú thích
Phương pháp thử để xác định các chỉ tiêu (trong điều 2.13. b, c, d, e, g) do các bên thỏa thuận.
3. QUY TẮC NGHIỆM THU VÀ PHƯƠNG PHÁP THỬ.
3.1. Thanh cung cấp theo lô, mỗi lô gồm những thanh cùng mẻ nấu, cùng kích thước và cùng một chế độ nhiệt luyện.
3.2. Số lượng mẫu và mẫu thử lấy từ lô phải thỏa mãn quy định trong các tiêu chuẩn hiện hành hay theo sự thỏa thuận của các bên.
3.3. Phương pháp thử, ghi nhãn, đóng gói và hồ sơ giao nhận phải phù hợp với các tiêu chuẩn tương ứng hay theo sự thỏa thuận của các bên.
Bảng 3
|
Mác thép |
Chế độ nhiệt luyện của mẫu hay phôi |
Tính chất cơ học |
|
||||||||||
|
Ủ |
Tôi |
Ram |
Chú thích |
Độ bền kéo Kg lực/mm2 |
Giới hạn chảy Kg lực/mm2 |
Độ dãn dài tương đối % |
Độ thắt tương đối % |
Độ dai va đập Kg lực/mm2 |
|
||||
|
Nhiệt độ oC |
Làm nguội trong |
Nhiệt độ oC |
Làm nguội trong |
Nhiệt độ oC |
Làm nguội trong |
||||||||
|
Không nhỏ hơn |
|
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
40Cr9Si2 |
850 870 |
Không khí |
– |
– |
– |
– |
Có thể không nhiệt luyện |
75 |
50 |
15 |
35 |
– |
|
|
40Cr10Si2Mo |
– |
– |
1010 ÷ 1050 |
Không khí, dầu |
720 ÷ 780 |
dầu |
– |
95 |
75 |
10 |
35 |
2 |
|
|
08Cr13 |
– |
– |
1000 ÷ 1050 |
dầu |
700 ÷ 800 |
dầu |
– |
60 |
42 |
20 |
60 |
10 |
|
|
12Cr13 |
– |
– |
1000 ÷ 1050 |
Không khí, dầu |
700 ÷ 790 |
Không khí, dầu, nước |
– |
60 |
42 |
20 |
60 |
9 |
|
|
20Cr13 |
– |
– |
1000 ÷ 1050 |
Không khí, dầu |
660 ÷ 770 |
Không khí, dầu, nước |
– |
66 |
45 |
16 |
55 |
8 |
|
|
30Cr13 |
– |
– |
950 ÷ 1020 |
dầu |
220 ÷ 300 |
Không khí, dầu |
– |
Độ cứng HRC 48 |
|
||||
|
40Cr13 |
– |
– |
1000 ÷ 1050 |
dầu |
200 ÷ 300 |
Không khí, dầu |
– |
Độ cứng HRC 50 |
|
||||
|
12Cr17 |
760 ÷ 780 |
Không khí, nước |
– |
– |
– |
– |
– |
40 |
25 |
20 |
50 |
– |
|
|
08Cr17Ti |
760 ÷ 780 |
Không khí |
– |
– |
– |
– |
– |
Theo sự thỏa thuận |
|
||||
|
90Cr18 |
– |
– |
1000 ÷ 1050 |
dầu |
200 ÷ 300 |
Không khí, dầu |
– |
Độ cứng HRC 55 |
|
||||
|
15Cr25Ti |
730 770 |
Không khí, nước |
– |
– |
– |
– |
Có thể không nhiệt luyện |
45 |
30 |
20 |
45 |
– |
|
|
14Cr17Ni2 |
– |
– |
975 ÷ 1040 |
Dầu |
275 ÷ 350 |
Không khí |
– |
110 |
85 |
10 |
30 |
5 |
|
|
22Cr13Ni4Mn |
– |
– |
1070 ÷ 1130 |
Không khí |
– |
– |
– |
65 |
25 |
35 |
55 |
– |
|
|
12Cr17Mn9NNi4 |
– |
– |
1050 ÷ 1100 |
Không khí, dầu, nước |
– |
– |
– |
70 |
35 |
40 |
55 |
– |
|
|
08Cr18Ni11 |
– |
– |
1050 ÷ 1100 |
Không khí, dầu, nước |
– |
– |
– |
48 |
20 |
40 |
55 |
– |
|
|
12Cr18Ni9 |
– |
– |
1050 ÷1100 |
Không khí, dầu, nước |
– |
– |
– |
50 |
20 |
45 |
55 |
– |
|
|
08Cr18Ni10Ti |
– |
– |
1050 ÷1100 |
Không khí, dầu, nước |
– |
– |
– |
50 |
20 |
40 |
55 |
– |
|
|
12Cr18Ni9Ti |
– |
– |
1050 ÷1100 |
Không khí, dầu, nước |
– |
– |
– |
55 |
20 |
40 |
55 |
– |
|
|
08Cr18Ni12Ti |
– |
– |
1050 ÷1100 |
Không khí, dầu, nước |
– |
– |
– |
50 |
18 |
40 |
55 |
– |
|
|
10Cr17Ni13Mo2Ti |
– |
– |
1050 ÷1100 |
Không khí, dầu, nước |
– |
– |
– |
52 |
22 |
40 |
55 |
– |
|
|
20Cr20Ni14Si2 |
– |
– |
1000 ÷1150 |
Không khí, nước |
– |
– |
– |
60 |
30 |
35 |
55 |
– |
|
|
20Cr25Ni20Si2 |
– |
– |
1100 ÷1150 |
Không khí, dầu, nước |
– |
– |
– |
60 |
30 |
35 |
50 |
– |
|
|
20Cr23Ni18 |
– |
– |
1100 ÷1150 |
Không khí, dầu, nước |
– |
– |
– |
50 |
20 |
35 |
50 |
– |
|
Chú thích:
1. Các trị số ở bảng 3 áp dụng cho các loại thép hình có đường kính hoặc chiều dày đến 60 mm. Đối với thép hình có đường kính hoặc chiều dày từ 61 đến 100 mm, cho phép hạ thấp độ dãn dài tương đối xuống 1%, độ thắt tương đối xuống 5% giá trị tuyệt đối và độ dai va đập xuống 0,5 Kg lực, m/cm2 đối với thép có độ dai va đập nhỏ hơn 8 Kg lực, m/cm2 và 1 Kg lực, m/cm2 đối với thép có độ dai va đập bằng hoặc lớn hơn 8 Kg lực, m/cm2 . Tính chất cơ học của thép hình có đường kính hoặc chiều dày lớn hơn 100 mm được xác định trên phôi có đường kính hoặc chiều dày 90 ÷ 100 mm.
2. Tính chất cơ học của thanh từ thép 12Cr17 có kích thước lớn 60 mm, phải tiến hành xác định trên mẫu được chuẩn bị từ phôi cán có tiết diện 50 – 60 mm
3. Để xác định tính chất cơ học thép phải qua nhiệt luyện, đối với thép mác 80Cr13, 12Cr13, 20Cr13, 12Cr17, 90Cr18, 14Cr17Ni2 trên những phôi có đường kính hoặc chiều dày 25 mm hay những thanh mẫu có tiết diện không lớn hơn 25 mm và đối với các thép còn lại trên những mẫu đã được mài nhẵn.
PHỤ LỤC 1
(để tham khảo)
Bảng hướng dẫn sử dụng các mác thép chống ăn mòn và bền nóng
|
Mác thép |
Công dụng |
Nhiệt độ làm việc oC |
Chú thích |
|
1 |
2 |
3 |
4 |
|
40Cr9Si2 |
Van xả động cơ ôtô, máy kéo, bộ ghi lò, ống thu hồi nhiệt, bộ trao đổi nhiệt |
≤ 850 |
Bền vững trong môi trường chứa lưu huỳnh |
|
40Cr10Si2Mo |
Như thép 40Cr9Si2 |
≤ 850 |
– nt – |
|
08Cr13 |
Làm các chi tiết có tính dẻo cao, chịu tải trọng va đập, van máy ép thủy lực, đồ dùng gia đình, các chi tiết chịu tác dụng của môi trường ăn mòn yếu (nước mưa, dung dịch muối của axit hữu cơ ở nhiệt độ thường ≤ 30oC) |
– 25 ÷ 600 |
Đạt độ bền chống ăn mòn cực đại sau khi đã nhiệt luyện (tôi, ram) và đánh bóng |
|
12Cr13 |
Như thép 08Cr13 và làm các chi tiết của tuốc bin, ống, chi tiết của nồi hơi. |
700 |
– nt – |
|
20Cr13 |
Như thép 08Cr13 và 12Cr13 |
700 |
– nt – |
|
30Cr13 |
Làm dao cắt, dụng cụ đo lường và dụng cụ mổ xẻ, lò xo, kim của bộ chế hòa khí, dụng cụ gia đình, làm việc trong môi trường ăn mòn yếu (dung dịch lỏng của muối axít HNO3 và một vài axit hữu cơ nồng độ không cao), môi trường thực phẩm, thép bền vững tương đối trong điều kiện tác dụng của nước ngọt và khí quyển |
20 ÷ 200 |
Được sử dụng sau khi tôi và ram thấp, mài nhẵn và đánh bóng có độ cứng khá cao, sử dụng tốt |
|
40Cr13 |
Như thép 30Cr13 |
20 ÷ 200 |
– nt- |
|
12Cr17 |
Làm các thiết bị trong nhà máy sản xuất HNO3 (thép hấp thụ, thiết bị trao đổi nhiệt của khí nitơ nóng, HNO3 nóng, thùng chứa, ống dẫn…), đồ dùng gia đình, thiết bị của các nhà máy chế biến thực phẩm, không nên dùng cho các kết cấu hàn. |
20 ÷ 300 |
|
|
08Cr17Ti |
Có thể dùng để chế tạo các kết cấu hàn không chịu tác dụng tải trọng va đập ở nhiệt độ không thấp hơn 20oC. Mục đích sử dụng giống như thép 12Cr17. sử dụng trong các môi trường xâm thực trung bình, HNO3, các axit hữu cơ (trừ các axit latic, foocmic, axetic, oxalic). |
20 ÷ 300 |
Có khả năng chống ăn mòn giữa các tinh thể cao. |
|
90Cr18 |
Làm vòng bi có độ cứng cao, thiết bị ngành dầu, làm dao cắt gọt chất lượng cao, xi-lanh, ống lót và các chi tiết chịu mài mòn trong môi trường xâm thực bình thường (các axit hữu cơ, thực phẩm….) |
20 ÷ 200 |
Sử dụng sau khi tôi và ram thấp |
|
15Cr25Ti |
Có thể dùng trong các kết cấu hàn không chịu tải trọng va đập ở nhiệt độ không thấp hơn 20oC, làm việc trong môi trường ăn mòn mạnh hơn so với môi trường làm việc của thép 08Cr17Ti. Làm các thiết bị chứa hypoclorit natri, hơi axit HNO3, H3PO4 nồng độ khác nhau, làm ống của thiết bị trao đổi nhiệt, làm việc trong môi trường xâm thực như thép 30Cr13 và 90Cr12. |
20 ÷ 300 |
Có khả năng chống ăn mòn giữa các tinh thể trung bình. |
|
14Cr17Ni2 |
Dùng như thép có độ bền cao để chế tạo các chi tiết chịu tải trọng lớn bị mài mòn và va đập trong môi trường xâm thực như thép 30Cr13 |
– 25 ÷ 550 |
Có độ cứng bề mặt cao. |
|
22Cr13Ni4Mn |
Thay thế cho thép cán nguội mác 12Cr18Ni9 đối với các kết cấu bền và nhẹ được nối bằng cách hàn điện. Làm việc trong môi trường xâm thực trung bình, axit HNO3 các axit hữu cơ, đa số các dung dịch muối của axit hữu cơ và vô cơ ở những nhiệt độ và nồng độ khác nhau |
20 ÷ 300 |
Chống ăn mòn khí quyển tốt, các mối hàn có khuynh hướng bị ăn mòn giữa các tinh thể. |
|
12Cr17Mn9NNi4 |
Làm các chi tiết làm việc trong điều kiện khí quyển, dùng thay thép 12Cr18Ni9 và 08Cr18Ni10Ti. Làm việc trong các môi trường xâm thực như thép 22Cr13Ni4Mn. |
|
Các kết cấu hàn có khuynh hướng bị ăn mòn giữa các tinh thể. |
|
08Cr18Ni11 |
Để chế tạo các chi tiết hàn làm việc trong môi trường xâm thực mạnh |
– 200 ÷ 550 |
Có độ bền chống ăn mòn giữa các tinh thể tốt. |
|
12Cr18Ni9 |
Thường sử dụng ở dạng tấm và bằng cán nguội, có độ bền cao để chế tạo các chi tiết và thiết bị được hàn bằng phương pháp hàn điểm. Làm việc trong môi trường xâm thực như thép 22Cr13Ni4Mn. |
– 200 ÷ – 300 |
Các mối hàn có khuynh hướng bị ăn mòn giữa các tinh thể. |
|
08Cr18Ni10Ti |
Để chế tạo các chi tiết hàn làm việc trong môi trường xâm thực mạnh, làm các loại ống, chi tiết sườn lò, bộ phận trao đổi nhiệt, thân lò nung, ống chưng, đầu nối và cổ góp của hệ thống khí thải |
800 ÷ 850 |
Có độ bền chống ăn mòn giữa các tinh thể bình thường |
|
12Cr18Ni9Ti |
Như thép 08Cr18Ni10Ti, chế tạo các thiết bị hàn trong các ngành công nghiệp. |
|
|
|
08Cr18Ni12Ti |
Như thép 08Cr18Ni10Ti |
800 ÷ 850 |
Không chứa pha a. Khá bền vững trong môi trường chứa lưu huỳnh. |
|
10Cr17Ni13Mo2Ti |
Dùng làm các chi tiết và thiết bị làm việc trong môi trường axit H3PO4 (đến 32%) có chứa hợp chất fluoric, axit boric với hỗn hợp lưu huỳnh (đến 1%) axit fluoric đến 10%, nhiệt độ không quá 40oC, axit foocmic, axit lactic, axit axetic, oxalic và các môi trường xâm thực mạnh. |
– 60 ÷ 350 |
Không bị ăn mòn giữa các tinh thể |
|
20Cr20Ni14Si2 |
Băng tải của lò, hộp để xê-men tit hóa, các loại ống dẫn hơi than. |
1000 ÷ 1050 |
Bền vững trong môi trường khí than |
|
20Cr25Ni20Si2 |
Móc treo và điểm tựa trong nồi hơi, các loại ống của thiết bị điện phân và hỏa phân. |
1150 ÷ 1200 |
Trong khoảng nhiệt độ 600 ÷ 800oC có xu hướng dòn do tạo pha |
|
20Cr23Ni18 |
Các loại ống và chi tiết, thiết bị để chuyển hóa mêtan, nhiệt phân và các chi tiết dạng tấm |
1000 ÷ 1050 |
|
Chú thích: Nhiệt độ sử dụng, đặc tính và môi trường sử dụng, khả năng hàn, tác dụng của mối hàn đến tính năng sử dụng trong bảng có tính chất giới thiệu tham khảo.
PHỤ LỤC 2
Bảng so sánh các các mép chống ăn mòn và bền nóng tương đương của các nước