
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 10572-1:2014 (ISO 10033-1:2011) về Gỗ nhiều lớp (LVL) – Chất lượng dán dính – Phần 1: Phương pháp thử
TIÊU CHUẨN QUỐC GIA
TCVN 10572-1:2014
ISO 10033-1:2011
GỖ NHIỀU LỚP (LVL) – CHẤT LƯỢNG DÁN DÍNH – PHẦN 1: PHƯƠNG PHÁP THỬ
Laminated veneer lumber (LVL) – Bonding quality – Part 1: Test methods
Lời nói đầu
TCVN 10572-1:2014 hoàn toàn tương đương với ISO 10033-1:2011.
TCVN 10572-1:2014 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC165
Gỗ kết cấu biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 10572 (ISO 10033), Gỗ nhiều lớp (LVL) – Chất lượng dán dính, gồm các phần sau:
– TCVN 10572-1:2014 (ISO 10033-1:2011), Phần 1: Phương pháp thử.
– TCVN 10572-2:2014 (ISO 10033-2:2011), Phần 2: Các yêu cầu.
GỖ NHIỀU LỚP (LVL) – CHẤT LƯỢNG DÁN DÍNH – PHẦN 1: PHƯƠNG PHÁP THỬ
Laminated veneer lumber (LVL) – Bonding quality – Part 1: Test methods
1. Phạm vi áp dụng
Tiêu chuẩn này qui định phương pháp thử để xác định chất lượng dán dính của gỗ nhiều lớp (LVL) dính kết bằng nhựa nhiệt rắn.
CHÚ THÍCH: Nếu có thể chứng minh sự tương quan giữa các phương pháp xác định trong tiêu chuẩn này với các phương pháp khác thì có thể áp dụng những phương pháp đó.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau là cần thiết khi áp dụng tiêu chuẩn. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các bản sửa đổi , bổ sung (nếu có).
TCVN 10572-2 (ISO 10033-2), Gỗ nhiều lớp (LVL) – Chất lượng dán dính – Phần 2: Các yêu cầu.
TCVN 8328-1 (ISO 12466-1), Ván gỗ dán – Chất lượng dán dính – Phần 1: Phương pháp thử.
TCVN 8328-2 (ISO 12466-2), Ván gỗ dán – Chất lượng dán dính – Phần 2: Các yêu cầu.
ISO 16999 Wood-based panels – Sampling and cutting of test pieces (Ván gỗ nhân tạo – Lấy mẫu và cắt mẫu thử).
3. Mẫu thử
3.1. Lấy mẫu
Lấy mẫu theo ISO 16999.
Mẫu thử phải không có bất kỳ khuyết tật nào nhìn thấy được trong diện tích thử nghiệm.
3.2. Hình dạng và kích thước
Mỗi mẫu thử phải có dạng hình vuông với kích thước (75 ± 1) mm (75 ± 1) mm và chiều dày toàn bộ như thể hiện trong Hình 1. Nếu mẫu LVL có kích thước mặt cắt ngang ở phần cuối nhỏ hơn 75 mm, mẫu thử phải có chiều rộng thực tế của mẫu và chiều dài bằng 75 mm. Cho phép mẫu thử có thể không hoàn hảo.
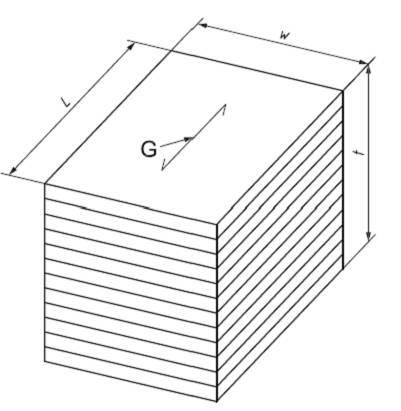
CHÚ DẪN:
t chiều dày
L chiều dài
w chiều rộng
G chiều thớ gỗ
Hình 1 – Mẫu thử – Hình dạng và kích thước
4. Thiết bị, dụng cụ
4.1. Bể ổn nhiệt, thích hợp cho việc ngâm mẫu thử và có khả năng duy trì được nhiệt độ tối thiểu là 17 oC, và/hoặc (70 ± 3) oC.
CHÚ THÍCH: Khả năng về nhiệt độ phụ thuộc vào (các) chu trình xử lý sơ bộ.
4.2. Bể nước sôi, có khả năng ngâm ngập mẫu thử trong nước sôi.
4.3. Tủ sấy có thông gió, có khả năng duy trì nhiệt độ ở (60 ± 3) oC và/hoặc (70 ± 3) oC tại tất cả các điểm.
CHÚ THÍCH: Khả năng về nhiệt độ phụ thuộc vào loại dán dính.
4.4. Buồng áp lực chân không, có khả năng duy trì được nước ở nhiệt độ phòng dưới áp suất chân không là 85 kPa trong thời gian 30 min, ngay sau đó đặt áp suất bằng (465 ± 15) kPa trong thời gian 30 min.
4.5. Nồi chưng áp, có khả năng duy trì áp suất hơi nước ở (200 ± 7) kPa trong thời gian 6 h ± 15 min.
5. Xử lý sơ bộ
5.1. Trình tự xử lý sơ bộ
Lựa chọn xử lý sơ bộ, cho từng loại dán dính LVL cụ thể, được mô tả trong 5.1.1 đến 5.1.7, phải thực hiện theo TCVN 10572-2 (ISO 10033-2).
5.1.1. Ngâm lạnh 24 h: ngâm ngập 24 h trong nước ở nhiệt độ không thấp hơn 17 oC.
CHÚ THÍCH: Có thể coi (20 ± 3) oC là nhiệt độ thử nghiệm chuẩn.
5.1.2. Đun sôi 6 h; ngâm ngập 6 h trong nước sôi , sau đó làm nguội trong nước ở nhiệt độ thấp hơn 30 oC trong ít nhất 1 h.
5.1.3. BDB (đun sôi – sấy khô – đun sôi), ngâm ngập 4 h trong nước sôi, sau đó sấy ở nhiệt độ (60 ± 3) oC trong tủ sấy có thông gió trong khoảng thời gian từ 16 h đến 20 h, tiếp theo lại ngâm 4 h trong nước sôi, sau đó làm nguội trong nước ở nhiệt độ thấp hơn 30 oC trong ít nhất 1 h.
5.1.4. VP (áp suất chân không), các tấm mẫu thử được ngâm ngập trong nước ở nhiệt độ phòng và dưới áp suất chân không là 85 kPa trong thời gian 30 min, ngay sau đó nâng áp suất lên (465 ± 15) kPa trong thời gian 30 min.
5.1.5. Đun sôi 72 h, ngâm ngập (72 ± 1) h trong nước sôi , sau đó làm nguội trong nước ở nhiệt độ thấp hơn 30 oC trong ít nhất 1 h.
5.1.6. Hơi nước, mẫu được đặt trong hơi nước tại áp suất (200 ± 7) kPa trong thời gian 6 h ± 15 min, sau đó làm nguội trong nước ở nhiệt độ thấp hơn 30 oC trong ít nhất 1 h.
5.1.7. Ngâm nước nóng, ngâm trong nước ở nhiệt độ (70 ± 3) oC trong thời gian 2 h. Phép thử này không áp dụng cho Phụ lục A hoặc Phụ lục B.
6. Cách tiến hành
6.1. Chuẩn bị mẫu thử
Sau khi xử lý sơ bộ, mẫu thử phải được xử lý tiếp như sau:
– loại dán dính 1: sau khi xử lý sơ bộ, mẫu thử phải sấy khô tại nhiệt độ (60 ± 3) oC trong thời gian 24 h, trước khi đánh giá;
– loại dán dính 2: sau khi xử lý sơ bộ, mẫu thử phải sấy khô tại nhiệt độ (70 ± 3) oC trong thời gian 24 h, trước khi đánh giá;
– loại dán dính 3: phải thực hiện hai lần xử lý sơ bộ. Mẫu thử phải được sấy khô sau mỗi một chu trình xử lý sơ bộ tại nhiệt độ (70 ± 3) oC trong thời gian 24 h, trước khi đánh giá.
6.2. Đo tách lớp
Đo chiều dài tách lớp trong mỗi màng keo trên bốn cạnh của mẫu thử. Bỏ qua sự tách lớp có chiều dài nhỏ hơn 3 mm. Tỷ lệ tách lớp trong mỗi màng keo riêng rẽ so với tổng chiều dài của màng keo trên bốn cạnh được xác định bằng phần trăm. Tỷ lệ tổng chiều dài tách lớp trên bốn cạnh so với tổng chiều dài tất cả các màng keo trên bốn cạnh cũng được tính bằng phần trăm.
Tỷ lệ tách lớp được tính theo công thức sau:
Tỷ lệ tách lớp (%)
![]() (1)
(1)
trong đó:
ld,single là tổng chiều dài tách lớp trong một màng keo đơn trên bốn cạnh;
lg,single là tổng chiều dài của màng keo đơn trên bốn cạnh;
![]() (2)
(2)
trong đó:
ld,total là tổng chiều dài tách lớp trong tất cả các màng keo trên bốn cạnh;
lg,total là tổng chiều dài của tất cả các màng keo trên bốn cạnh.
6.3. Các quy trình thay thế
Các quy trình thay thế để thử nghiệm và đánh giá chất lượng dán dính, thử nghiệm trượt mối nối chồng và thử nghiệm tách bằng dao hoặc đục được nêu trong Phụ lục A và Phụ lục B. Các quy trình thay thế được coi là phù hợp đối với mục đích kiểm soát chất lượng.
7. Biểu thị kết quả
Kết quả phải được biểu thị theo hai tỷ lệ tính bằng phần trăm:
1) tỷ lệ tách lớp (%) trong một màng keo đơn bất kỳ;
2) tỷ lệ tách lớp (%) ở tổng chiều dài của tất cả các màng keo.
8. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải phù hợp với ISO 16999 và phải bao gồm các thông tin sau:
a) tỷ lệ tách lớp (%) trong một màng keo riêng rẽ bất kỳ;
b) tỷ lệ tách lớp (%) ở tổng chiều dài của tất cả các màng keo;
c) chi tiết của xử lý sơ bộ (xem 5.1);
d) viện dẫn tiêu chuẩn này.
Phụ lục A
(Qui định)
Thử nghiệm dán dính và đánh giá bằng cách sử dụng quy trình thử nghiệm trượt (phù hợp để kiểm soát sản xuất nội bộ)
A.1. Qui định chung
Để đánh giá chất lượng dán dính của LVL, áp dụng TCVN 8328-1 (ISO 12466-1) với các điều chỉnh dưới đây.
Tùy thuộc vào việc xếp ván và vị trí các lớp, tải trọng trượt phải được đặt vào màng keo bằng cách kéo hoặc nén mẫu thử.
A.2. Mẫu thử
A.2.1. Chuẩn bị mẫu thử
A.2.1.1. Qui định chung
Việc tạo mẫu thử có thể loại bỏ lớp gỗ không được thử và trong một số trường hợp có thể dán dính tấm gỗ hoặc tấm gỗ dán lên bề mặt còn lại của mẫu thử. Điều này phụ thuộc vào:
– số lượng các ván mỏng trong một lớp: một hoặc hai ván mỏng theo một hướng và nhiều hơn hai ván mỏng theo một hướng;
– vị trí của lớp trong việc xếp ván.
A.2.1.2. Các lớp có một hoặc hai ván mỏng cùng chiều
A.2.1.2.1. Qui định chung
Thiết kế mẫu thử sao cho tải trọng kéo được đặt ngang thớ của lớp được thử.
A.2.1.2.2. Lớp mặt (Hình A.1)
Cắt mẫu của bộ mẫu thử bằng cách sao cho chiều dài mẫu phải ngang thớ của lớp mặt.
Giữ các lớp mặt và các lớp từ dưới lên đến 15 mm và dùng máy bỏ phần còn lại.
Cắt tấm LVL dày 15 mm được làm từ cùng loài gỗ.
Dán tấm này lên trên lớp mặt của mẫu LVL (thớ của lớp cuối cùng vuông góc với thớ của mặt tấm ).
Màng keo này phải phù hợp với xử lý sơ bộ và lực trượt được đặt vào để kiểm tra độ bền của màng keo trong LVL cần thử.
Trên mặt tấm LVL, tạo một vết cắt bằng cưa xuyên qua tấm sao cho chạm vào lớp mặt LVL của mẫu.
Trên mặt đã được làm sạch của mẫu thử, tạo một vết cắt bằng cưa xuyên qua lớp đối diện sao cho chạm vào lớp mặt LVL của mẫu. Cắt các mẫu thử riêng biệt ra khỏi mẫu.
Các kích thước trong mặt phẳng của các mẫu thử như sau:
– Khoảng cách giữa cạnh gần với vết cắt gần hơn: (25 ± 0,5)mm;
– chiều rộng của mẫu thử: (25 ± 0,5)mm.
Tổng chiều dài mẫu thử phải phù hợp với:
– kích thước vùng trượt dọc theo hướng tải trọng là 25 mm;
– khoảng trống giữa các ngàm kẹp ít nhất là 50 mm;
– chiều dài cần thiết để kẹp các mẫu thử.
Trước khi tiến hành xử lý sơ bộ, ổn định mẫu thử trong điều kiện nhiệt độ tiêu chuẩn (20 ± 2) 0C và độ ẩm tương đối (65 ± 5) % để đạt được sự đóng rắn chất dán dính của các tấm và độ ẩm cân bằng.
Sự phá hủy sợi gỗ gắn kết (hoặc sự kết dính sợi gỗ) phải được đánh giá trên màng keo giữa lớp mặt và ngang lớp bên dưới.
CHÚ THÍCH: Không đánh giá sự kết dính sợi gỗ của màng keo dán dính với tấm LVL dày 15 mm.
A.2.1.2.3. Lớp lõi (Hình A.1)
Xem xét một cặp màng keo được thử, giữ lại một hoặc nhiều lớp ở cả hai bên của lớp nằm giữa
và dùng máy loại bỏ vật liệu thừa trên cả hai mặt bên, mẫu thử phải đối xứng theo danh nghĩa.
Tạo một vết cắt bằng cưa sao cho chạm vào lớp giữa hai màng keo được thử.
A.2.1.3. Các lớp có nhiều hơn hai ván mỏng
A.2.1.3.1. Qui định chung
Độ bền cắt được đánh giá bằng cách đặt một tải trọng dọc theo hướng thớ của các lớp được thử.
Hai lựa chọn có sẵn là:
– thử nghiệm các màng keo trên một cặp;
– thử nghiệm các màng keo trên các bộ mẫu thử có nhiều hơn hai cặp.
Kích thước tính bằng milimét
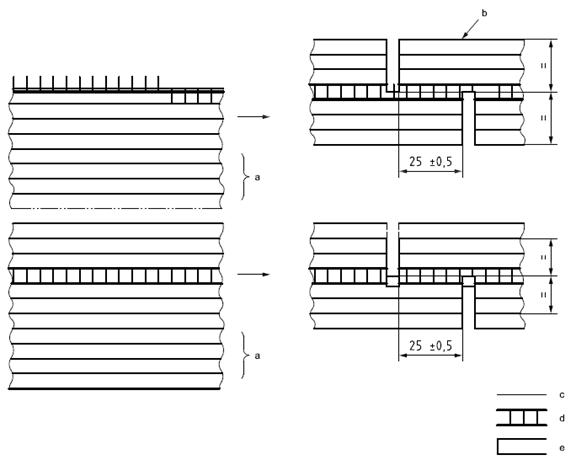
CHÚ DẪN:
a Bỏ các lớp này
b Thêm các lớp này
c Màng keo được thử
d Lớp (một hoặc hai ván mỏng) có thớ ngang chiều dài mẫu thử
e Vết khía
= cùng kích thước
Hình A.1 – Các lớp có một hoặc hai ván mỏng cùng chiều được dự định để trượt
A.2.1.3.2. Thử nghiệm với cặp màng keo riêng rẽ
Độ bền trượt được đánh giá bằng cách tác dụng một lực kéo dọc theo thớ của mẫu thử; chiều dài của mẫu phải dọc theo thớ.
Lấy một cặp màng keo và cắt các mẫu. Cắt bỏ vật liệu thừa để làm cho mẫu thử đối xứng (ít nhất phải còn lại một lớp ván mỏng trên hai mặt bên của cặp màng keo được thử và có thể cần nhiều lớp nếu các lớp mỏng).
Trên mỗi mặt của mỗi mẫu mẫu thử, tạo một vết cắt bằng cưa sao cho chạm tới lớp keo đối diện và lõm vào trong ván mỏng bên ngoài, đến chiều dày bằng (0,3 ± 0,2) mm. Cặp màng keo giữa đáy của hai vết cắt bằng cưa do đó phải được kiểm soát (xem chi tiết trong Hình A.2).
Cắt các mẫu thử riêng biệt (các kích thước trong mặt phẳng của các mẫu thử đã được xác định theo A.2.1.2.2).
Kích thước tính bằng milimét
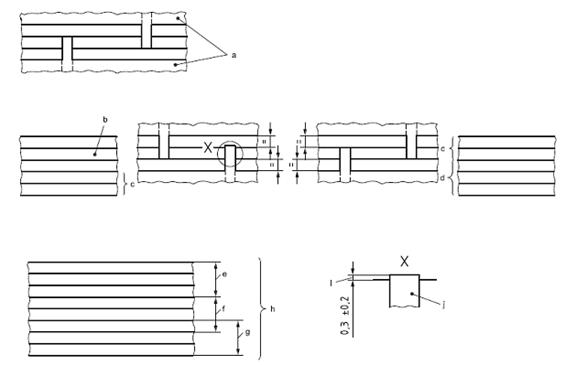
CHÚ DẪN:
|
= cùng kích thước |
f Thứ hai |
|
a Lớp ván mỏng có thể thêm |
g Thứ ba |
|
b Cặp thứ nhất |
h Mẫu thử |
|
c Được bỏ |
i Màng keo được thử |
|
d Cặp thứ hai |
j Vết khía |
|
e Thứ nhất |
f Thứ hai |
Hình A.2 – Lớp có nhiều hơn hai ván mỏng – Mẫu thử có cặp màng keo riêng rẽ được dự định cho thử nghiệm trượt bằng cách kéo
A.2.1.3.3. Thử nghiệm với nhiều hơn một cặp màng keo (Hình A.3 và A.4)
Độ bền trượt được đánh giá bằng cách đặt một lực nén dọc theo thớ của mẫu thử.
Mẫu thử được xác định theo Hình A.3, nhằm thử nghiệm trượt bằng cách nén và mẫu thử được thiết kế gần giống với thiết kế thử nghiệm trượt mối nối chồng tiêu chuẩn. Đặc điểm chính của mẫu thử là:
– chiều rộng: (50 ± 1) mm;
– khoảng cách giữa các cạnh gần vết cắt bằng cưa hơn: (25 ± 5) mm;
– chiều rộng của vết cắt bằng cưa: tối thiểu 3 mm;
– khoảng cách d giữa cặp màng keo được thử xa nhất: d ≤ 20 mm;
– khoảng cách giữa vết cắt bằng cưa và đầu gần hơn của mẫu thử: ≥ 50 mm.
Để đảm bảo gia tải đúng, việc cắt các đầu mẫu thử phải sao cho các mặt cắt tương ứng có hình vuông (dung sai không vượt quá 1 mm trên 50 mm)
CHÚ THÍCH: Mặc dù thử nghiệm nhiều cặp màng keo tại cùng một thời điểm xuất hiện phương pháp hút để nâng cao năng suất, ảnh hưởng xoắn có thể tạo ra các kết quả không đáng tin cậy. Vì lý do này, giá trị d được giới hạn đến ≤ 20 mm.
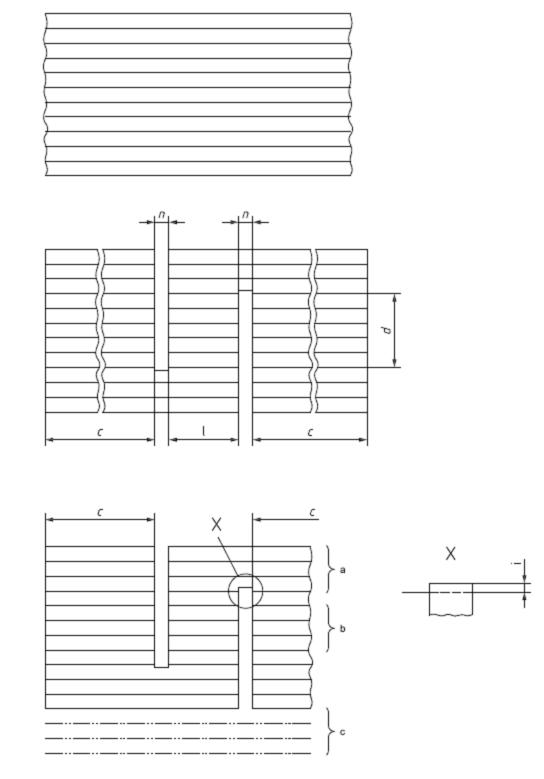
CHÚ DẪN:
|
c ³ 50 mm |
a LVL còn lại |
|
d £ 20 mm |
b các màng keo được thử còn lại |
|
i (0,3 ± 0,2) mm |
c các lớp thừa bị bỏ để giữ cho mẫu thử đối xứng |
|
l (25 ± 0,5) mm |
|
|
n ³ 3 mm |
|
Hình A.3 – Lớp có nhiều hơn hai ván mỏng – Mẫu thử có nhiều hơn một cặp màng keo dự định cho phép thử trượt bằng cách nén
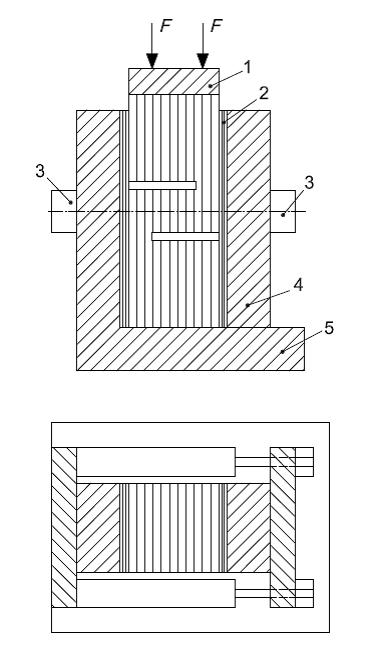
CHÚ DẪN:
1 tấm gia tải
2 tấm PTFE (polytetrafluoroethylen) hoặc hệ thống chống ma sát tương đương
3 thanh kẹp
4 tấm điều chỉnh
5 giá đỡ
F lực
Hình 4 – Nguyên tắc khuôn dẫn trượt nén đối với LVL
A.2.2. Lấy mẫu
A.2.2.1. Qui định chung
Tất cả các màng keo của sản phẩm phải được thử nghiệm. Vì lý do thực hành, mỗi lần xử lý sơ bộ cần cắt các phôi đủ cho năm mẫu thử cộng với một mẫu dự phòng. Sau đó, mỗi phôi được cắt thành (5 + 1) mẫu thử trên mỗi lần xử lý sơ bộ.
CHÚ THÍCH: Chiều rộng của phôi cần phải tính đến chiều rộng của đường xẻ giữa các mẫu thử.
Các phôi được lấy mẫu ngẫu nhiên dọc theo đơn vị sản phẩm.
Số mẫu thử phụ thuộc vào vị trí của mẫu thử trong việc sắp xếp đơn vị sản phẩm LVL và số lần xử lý sơ bộ.
A.2.2.2. Xếp ván với các lớp có một hoặc hai ván mỏng cùng chiều (Hình A.1)
Một hoặc hai ván mỏng này ở trên mặt hoặc trong lõi của đơn vị sản phẩm LVL (Hình A.1).
Các mẫu thử này được thử bằng trượt kéo.
Theo ISO 16999, đối với mỗi lần xử lý sơ bộ qui định như sau:
– phôi của (5 + 1) mẫu thử trên mỗi đơn vị sản phẩm LVL và trên mỗi lần xử lý sơ bộ được cắt từ một cạnh và;
– các phôi khác của (5 + 1) mẫu thử trên mỗi đơn vị sản phẩm LVL và trên mỗi lần xử lý sơ bộ được cắt một phôi, cách ít nhất là +100 mm tính từ vùng cạnh.
Điều này phải được lặp lại đối với mỗi một màng keo (lớp mặt) hoặc một cặp màng keo (lớp lõi) khi xếp ván.
CHÚ THÍCH: Trên mỗi đơn vị sản phẩm, số lượng m của mẫu thử, bao gồm các mẫu dự phòng là:
m = [5 + (1) + 5 + (1)] x p x N (A.1)
trong đó:
N là số lượng các màng riêng rẽ (có thể làm hai lớp), theo một hướng trong việc xếp ván để thử nghiệm;
p là số lần xử lý sơ bộ.
A.2.2.3. Xếp ván với nhiều hơn hai ván mỏng cùng chiều (Hình A.2 và A.3)
Các mẫu thử được thử bằng trượt nén hoặc trượt kéo.
A.2.2.3.1. Trượt kéo (Hình A.2)
Theo ISO 16999, đối với mỗi lần xử lý sơ bộ qui định như sau:
– phôi của (5 + 1) mẫu thử trên mỗi đơn vị sản phẩm LVL và trên mỗi lần xử lý sơ bộ được cắt từ một cạnh và;
– các phôi khác của (5 + 1) mẫu thử trên mỗi đơn vị sản phẩm LVL và trên mỗi lần xử lý sơ bộ được cắt một phôi, cách ít nhất là +100 mm tính từ vùng cạnh.
Điều này phải được lặp lại đối với mỗi cặp màng keo khi xếp ván.
CHÚ THÍCH: Số lượng m của mẫu thử, liên quan đến số lớp, thì xấp xỉ:
m = [5 + (1) + 5 + (1)] x p x (N – 1)/2
trong đó:
p là số lần xử lý sơ bộ;
N là số lớp theo một hướng
A.2.2.3.2. Trượt nén (Hình A.3)
Theo ISO 16999, đối với mỗi xử lý sơ bộ qui định như sau:
– phôi của (5 + 1) mẫu thử được cắt từ một cạnh song song với thớ của sản phẩm LVL và;
– phôi của năm mẫu thử (cộng với một mẫu dự phòng) được cắt cách ít nhất 100 mm tính từ vùng cạnh song song với thớ của mỗi đơn vị sản phẩm LVL ( nếu phù hợp với chiều rộng của mỗi đơn vị sản phẩm đã được lấy mẫu).
Điều này phải được lặp lại sao cho bao gồm tất cả các lớp keo dọc theo thớ khi xếp ván.
CHÚ THÍCH: Số lượng mẫu thử, m, xấp xỉ bằng:
m = [5 + (1) + 5 + (1)] x p x (N x dv)
trong đó:
N là số lớp dọc theo hướng;
p là số lần xử lý sơ bộ;
dv là chiều dày của một lớp (tất cả được giả định là bằng nhau), tính bằng mm.
A.3. Thiết bị, dụng cụ
A.3.1. Thiết bị để xử lý sơ bộ
Thiết bị theo qui định trong TCVN 8328-1 (ISO 12466-1).
A.3.2. Thiết bị, dụng cụ để trượt kéo
Thiết bị, dụng cụ theo qui định trong TCVN 8328-1 (ISO 12466-1).
A.3.3. Thiết bị, dụng cụ để trượt nén
Đặc điểm chính của khuôn dẫn thích hợp là:
– giá đỡ góc bằng thép;
– tấm điều chỉnh bằng thép;
– hệ thống kẹp;
– thiết bị chống ma sát được chèn vào giữa mẫu thử, tấm thép và giá đỡ.
CHÚ THÍCH: Hai tấm PTFE làm dụng cụ phù hợp.
A.3.4. Thiết bị, dụng cụ để đánh giá sự phá hủy sợi gỗ
Để đánh giá kết cấu bề mặt phá hủy một cách chính xác, các thiết bị sau là cần thiết:
– nguồn sáng, ánh sáng tối thiểu của một ngọn đèn dây tóc công suất 150 W hoặc đèn ống huỳnh quang 15 W là phù hợp.
– nếu sử dụng đèn ống thì khuyến nghị dùng đèn kép với ánh sáng trắng và tương tự ánh sáng ban ngày.
– một kính lúp có độ phóng đại gấp 10 lần.
A.4. Cách tiến hành
A.4.1. Quy định chung
Việc lựa chọn xử lý sơ bộ phải thực hiện theo TCVN 8328-2 (ISO 12466-2), trong đó có tính đến loại môi trường làm việc.
Quy trình thử nghiệm phải theo hướng dẫn được qui định trong TCVN 8328-1 (ISO 12466-1).
Các kết quả phải được đánh giá theo TCVN 8328-1 (ISO 12466-1), cả thử nghiệm trượt và tỷ lệ phá hủy sợi gỗ.
CHÚ THÍCH: Trong thử nghiệm trượt nén, độ bền mẫu thử là độ bền của màng keo yếu hơn.
Giá trị trung bình phải được tính trên 10 mẫu thử, cả độ bền trượt và tỷ lệ phá hủy sợi gỗ, cho dù số lượng lớp keo trong mỗi mẫu thử của lô là 10.
A.4.2. Đánh giá sự phá hủy sợi gỗ
Màng keo phải được đánh giá dưới ánh sáng xiên để quan sát rõ toàn bộ sự phá hủy gỗ.
Góc của tia sáng tới phải là 10o đến 15o. Nguồn sáng qui định trong A.3.4 được đặt sao cho đèn sợi đốt cách mẫu thử một khoảng cách từ 125 mm đến 175 mm hoặc đèn ống huỳnh quang cách mẫu thử một khoảng cách từ 25 mm đến 75 mm.
Phụ lục B
(Qui định)
Thử nghiệm dán dính và đánh giá bằng cách sử dụng quy trình thử nghiệm bằng đục/dao (phù hợp để kiểm soát sản xuất nội bộ)
B.1. Qui định chung
Quy trình thử nghiệm và đánh giá sự dán dính (thử nghiệm bằng đục/dao) này chỉ phù hợp cho mục đích kiểm soát chất lượng. Đây là quy trình độc lập nên phải thực hiện đầy đủ. Quy trình này không thể kết hợp với quy định tại Điều 6.1 và 6.2.
B.2. Nguyên tắc
Trong một màng keo dán tốt thì sự phân tách các lớp chủ yếu chỉ xuất hiện do bản thân gỗ bị vỡ chứ không phải là do sự phân tách dọc theo các màng keo dán. Do đó một màng keo dán đạt yêu cầu sẽ có một lượng sợi gỗ dính theo khi các lớp ván gỗ dán bị tách ra bởi lực cưỡng bức. Như vậy, tỷ lệ của gỗ bị vỡ dính với hai lớp gỗ sẽ là chỉ tiêu biểu thị cho chất lượng dán dính.
B.3. Mẫu thử
Mỗi mẫu thử phải có chiều dày toàn bộ của tấm gỗ, tối thiểu phải dài 150 mm và rộng 65 mm. Mỗi mẫu thử phải được đánh dấu để nhận biết với tấm gỗ đã được cắt ra làm mẫu thử đó.
B.4. Thiết bị, dụng cụ
Các thiết bị, dụng cụ dưới đây cần thiết cho tất cả các thử nghiệm.
B.4.1. Đục (dao), ví dụ về các dụng cụ này được thể hiện trên Hình B.1 và Hình B.2. Không qui định về hình dạng của đục hoặc dao, miễn là có thể sử dụng để đục xuyên qua lớp ván mỏng vào màng keo bằng cách đặt màng keo dưới ứng suất và gây đứt tách sợi gỗ hoặc sự dính kết ở vùng lân cận màng keo.
CHÚ THÍCH: Cái đục gõ trên Hình B.1 đòi hỏi một cơ cấu gõ để mũi đục chọc được vào dọc theo màng keo.
B.4.2. Bàn thợ mộc, có mấu chặn giữ gỗ.
B.4.3. Nguồn sáng, ánh sáng tối thiểu của một ngọn đèn dây tóc công suất 150 W hoặc đèn ống huỳnh quang 15 W là phù hợp.
Nếu sử dụng đèn ống thì khuyến nghị dùng đèn kép với ánh sáng trắng và tương tự ánh sáng ban ngày.
B.4.4. Tủ sấy
Phải sử dụng loại tủ sấy trong B.4.4.1 hoặc B.4.4.2.
B.4.4.1. Tủ sấy, được thông gió tốt, tản nhiệt tốt, có ngăn lưới đan hoặc vật liệu đảm bảo không khí lưu thông tốt, có khả năng lưu nhiệt ở 100 0C mà không làm hư hỏng mẫu.
B.4.4.2. Lò vi sóng, có lắp quạt làm nguội và lỗ thoát khí thải.
Kích thước tính bằng milimét
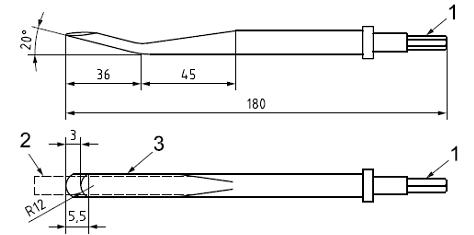
CHÚ DẪN:
1 đục sáu cạnh có định hướng
2 đường nét ban đầu (xem chú thích trong B.4.1)
3 lưỡi (đã được tôi luyện nóng và cứng rắn lại)
Hình B.1 – Ví dụ đục gõ để thử nghiệm dán dính gỗ nhiều lớp
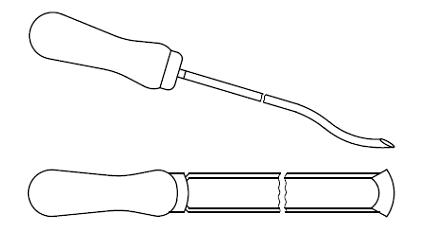
Hình B.2 – Ví dụ đục bằng tay để thử nghiệm dán dính gỗ nhiều lớp
B.5. Cách tiến hành
Quy trình phải được thực hiện khi gỗ nhiều lớp đang trong trạng thái ướt sau khi xử lý sơ bộ . Xử lý sơ bộ phải theo qui định tại Điều 5 của tiêu chuẩn này và 4.2 của TCVN 10572-2 (ISO 10033-2).
B.5.1. Loại bỏ lớp ván mỏng trên cùng của mẫu thử (xem đoạn dưới đây) bằng cách ấn đục dọc theo màng keo theo hướng vuông góc với thớ của ván mỏng một đoạn từ 25 mm đến 50 mm (xem đoạn dưới đây).
Thay vì tách tất cả các lớp ván mỏng của một mẫu thử, mỗi màng keo có thể sử được kiểm tra trên một mẫu thử riêng biệt; như vậy đối với LVL có 8 lớp, phải cắt 7 mẫu thử từ một tấm mẫu.
CHÚ THÍCH: Cái đục có thể được chọc vào bề mặt mẫu thử hoặc vào cạnh của mẫu, tại vị trí màng keo.
Việc lắc nhẹ khi dịch chuyển đục sẽ giúp xuyên qua dễ dàng hơn.
B.5.2. Dùng đục để bẩy tách lớp ván mỏng.
CHÚ THÍCH: Nếu sử dụng đục gõ thì có thể gõ xuyên vào màng keo. Sử dụng cái đục ở tư thế “chết” để bẩy tách lớp ván mỏng.
B.5.3. Tách riêng tất cả các lớp ván mỏng của mẫu thử bằng cách lặp lại các thao tác trong B.5.1 và B.5.2, cẩn thận để không lấy ra các sợi gỗ dính của màng keo đã tiếp xúc trước đó .
B.5.4. Đối với các mẫu thử ướt, sau khi làm lộ được màng keo như qui định trong B.5.1, B.5.2 và B.5.3, đặt các lớp gỗ đã tách theo trật tự ban đầu của nó và sấy cho đến khi bề mặt khô, sau đó đánh giá tỷ lệ phần trăm của sự phá hủy gỗ như mô tả ở trên.
Cần thực hiện quá trình sấy nhanh để loại bỏ khả năng xâm nhập của vi sinh vật.
B.5.5. Đối với mẫu thử khô, sau khi làm lộ được màng keo như qui định trong B.5.1, B.5.2 và B.5.3, đánh giá tỷ lệ phần trăm của sự phá hủy gỗ như mô tả ở trên.
B.5.6. Ghi lại rõ ràng (trên mẫu thử, nếu được) kết quả đánh giá tỷ lệ phần trăm của sự phá hủy gỗ trên từng màng keo bằng các con số phù hợp.
B.6. Xác định sự phá hủy dính kết biểu kiến của gỗ (chất lượng dán dính)
B.6.1. Chiếu sáng
Màng keo phải được đánh giá dưới ánh sáng xiên để quan sát rõ toàn bộ sự phá hủy gỗ.
Góc của tia sáng tới phải từ 10o đến 15o. Nguồn sáng qui định trong B.4.3 được đặt sao cho bóng đèn sợi đốt cách mẫu một khoảng cách từ 125 mm đến 175 mm hoặc đèn ống huỳnh quang cách mẫu thử một khoảng cách từ 25 mm đến 75 mm.
B.6.2. Kiểm tra
Phải đánh giá tỷ lệ phần trăm diện tích của màng keo được gỗ phủ, không kể đến chiều sâu của sự phá hủy gỗ. Phải bỏ qua các diện tích mà cái đục chọc xuyên vào màng keo và làm thành một vết cắt ngọt trong lớp, diện tích mà cái đục không chọc tới màng keo và diện tích mà không có sự dán dính do có khuyết tật, ví dụ: không cần quan tâm đến mắt và lỗ.
Bất kỳ mẫu thử nào có nhiều hơn 40 % diện tích bị loại bỏ sẽ không được xem xét trong đánh giá chất lượng dán dính, và phải được thay thế.
Khi đánh giá sự phá hủy gỗ, phải đánh giá cả hai mặt màng dán.
B.6.3. Mức chất lượng dán dính
Sau khi đánh giá sự phá hủy gỗ theo B.6.2, giá trị chất lượng dán dính phải được gắn với từng màng keo tương ứng theo qui định trong Bảng B.1.
Bảng B.1 – Mức chất lượng dán dính
|
Sự phá hủy gỗ ước lượng % |
Giá trị chất lượng dán dính |
|
<> |
0 |
|
10 |
1 |
|
20 |
2 |
|
30 |
3 |
|
40 |
4 |
|
50 |
5 |
|
60 |
6 |
|
70 |
7 |
|
80 |
8 |
|
90 |
9 |
|
> 90 |
10 |
B.6.4. Cách tính
Phải tính chất lượng dán dính trung bình của từng màng keo trong tất cả các mẫu thử từ cùng một tấm mẫu thử.
B.7. Báo cáo thử nghiệm
Bao cáo thử nghiệm phải bao gồm ít nhất các thông tin sau:
a) chất lượng dán dính trung bình của từng màng keo của tấm mẫu thử và chất lượng dán dính trung bình chung của tấm mẫu thử;
b) các chi tiết về xử lý sơ bộ (xem 5.1);
c) viện dẫn tiêu chuẩn này;
d) nguồn gỗ và mô tả vật liệu thử nghiệm;
e) số lượng mẫu được thử nghiệm trên mỗi tấm mẫu thử;
f) số màng keo được thử nghiệm trên mỗi tấm mẫu thử;
g) các thông tin khác có liên quan đến chất lượng dán dính.
MỤC LỤC
1. Phạm vi áp dụng
2. Thuật ngữ và định nghĩa
3. Mẫu thử
3.1. Lấy mẫu
3.2. Hình dạng và kích thước
4. Thiết bị, dụng cụ
5. Xử lý sơ bộ
5.1. Trình tự thực hiện xử lý sơ bộ
6. Cách tiến hành
6.1. Chuẩn bị mẫu thử
6.2. Đo tách lớp
6.3. Các quy trình thay thế
7. Biểu thị kết quả
8. Báo cáo thử nghiệm
Phụ lục A (qui định) Thử nghiệm dán dính và đánh giá bằng cách sử dụng quy trình thử nghiệm trượt (phù hợp để kiểm soát sản xuất nội bộ)
Phụ lục B (qui định) Thử nghiệm dán dính và đánh giá bằng cách sử dụng quy trình thử nghiệm bằng đục/dao (phù hợp để kiểm soát sản xuất nội bộ)
