
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 11372:2016 (ISO 7778:2014) về Đặc tính theo chiều dày đối với sản phẩm thép
TIÊU CHUẨN QUỐC GIA
TCVN 11372:2016
ISO 7778:2014
ĐẶC TÍNH THEO CHIỀU DÀY ĐỐI VỚI SẢN PHẨM THÉP
Through-thickness characteristics for steel products
Lời nói đầu
TCVN 11372:2016 hoàn toàn tương đương ISO 7778:2014.
TCVN 11372:2016 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 17, Thép biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
ĐẶC TÍNH THEO CHIỀU DÀY ĐỐI VỚI SẢN PHẨM THÉP
Through-thickness characteristics for steel products
1 Phạm vi áp dụng
Tiêu chuẩn này quy định các tiêu chí về độ co thắt diện tích theo chiều dày được quy định theo hướng chiều dày vuông góc với bề mặt. Tiêu chuẩn này cũng quy định các điều kiện thử để đánh giá sự phù hợp với các tiêu chí quy định.
Tiêu chuẩn này áp dụng cho toàn bộ thép lặng có giới hạn chảy nhỏ nhất quy định hoặc giới hạn bền ≤ 960 MPa và được cung cấp ở dạng tấm, dải rộng hoặc các thép hình có chiều dày từ 15 mm đến 400 mm.
Việc áp dụng tiêu chuẩn này cho các sản phẩm có chiều dày <15 mm hoặc > 400 mm hoặc có giới hạn chảy quy định hoặc giới hạn bền > 960 MPa sẽ theo thỏa thuận khi đặt hàng.
Các yêu cầu của tiêu chuẩn này bổ sung cho các tiêu chuẩn khác quy định chất lượng của các sản phẩm (dạng tấm, dải rộng và thép hình).
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản đã nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, (nếu có).
TCVN 4399 (ISO 404), Thép và sản phẩm thép – Yêu cầu kỹ thuật chung khi cung cấp.
TCVN 197-1 (ISO 6892-1), Vật liệu kim loại – Thử kéo – Phần 1: Phương pháp thử ở nhiệt độ phòng.
TCVN 4398 (ISO 377), Thép và các sản phẩm thép – Vị trí lấy mẫu, chuẩn bị phôi mẫu và mẫu thử cơ tính.
ISO 17577: 2006, Steel – Ultrasonic testing for steel flat products of thickness equal to or greater than 6 mm (Thép – Thử siêu âm cho các sản phẩm thép dẹt có chiều dày bằng hoặc lớn hơn 6 mm).
3 Yêu cầu
Bảng 1 đưa ra các giá trị trung bình nhỏ nhất và các giá trị riêng nhỏ nhất cho độ thắt mà các sản phẩm phải đáp ứng theo các cấp chất lượng của chúng.
Bảng 1 – Các giá trị trung bình và giá trị riêng
|
Cấp chất lượng |
Giá trị trung bình nhỏ nhất a |
Giá trị riêng nhỏ nhất |
|
Z15 |
15% |
10% |
|
Z25 |
25% |
15% |
|
Z35 |
35% |
25% |
|
a Giá trị trung bình của ba lần thử |
||
CHÚ THÍCH: Các sản phẩm được cung cấp phù hợp với tiêu chuẩn này có thể phải qua thử siêu âm theo các tiêu chuẩn đã ấn hành (ví dụ: ASTM, JIS, EN, ISO v..v…) theo thỏa thuận (ví dụ: xem TCVN 9986-1 (ISO 630-1)).
4 Ký hiệu
Chất lượng của thép có các đặc tính thông qua chiều dày quy định phải được ghi nhãn bằng cách thêm một dấu cộng (+) vào số liệu của cấp chất lượng sau ký hiệu của thép.
VÍ DỤ: S355D+Z35.
5 Số lượng và lựa chọn mẫu thử
5.1 Đơn vị thử cho sản phẩm dẹt
Xem Bảng 2.
– Đối với hàm lượng lưu huỳnh > 0,005 %: thử nghiệm phải được thực hiện cho mỗi đơn vị cán (R) trong cùng một điều kiện xử lý nhiệt (tấm góc hoặc dải rộng);
– Đối với hàm lượng lưu huỳnh ≤ 0,005 %: theo lựa chọn của nhà sản xuất, đơn vị thử phải theo kiểu 1 hoặc kiểu 2.
– Thử kiểu 1: mỗi đơn vị thử gồm có các sản phẩm từ cùng một mẻ nấu (H) và phải trải qua cùng một điều kiện xử lý nhiệt, có chiều dày danh nghĩa không sai khác lớn hơn 20 % so với chiều dày nhỏ nhất của đơn vị thử.
Thử siêu âm theo ISO 17577: 2006, Bảng 4, cấp B2 là bắt buộc đối với tất cả các sản phẩm của đơn vị thử.
– Thử kiểu 2: mỗi đơn vị thử gồm có các sản phẩm từ cùng một mẻ nấu và phải trải qua cùng một điều kiện xử lý nhiệt, có tổng khối lượng ≤ 40 t (L) và có các chiều dày danh nghĩa không sai khác lớn hơn 20 % so với chiều dày nhỏ nhất của đơn vị thử.
Bảng 2 – Đơn vị thử
|
|
Lưu huỳnh > 0,005 % |
Lưu huỳnh ≤ 0,005 % |
|
|
Tần suất |
R |
Kiểu 1 |
Kiểu 2 |
|
H |
L |
||
|
Thử siêu âm |
– |
Bắt buộc |
– |
5.2 Đơn vị thử cho các thép hình
Phải thực hiện các phép thử, trừ khi có sự thỏa thuận khác, cho mỗi đơn vị thử gồm có sản phẩm từ cùng một mẻ nấu, đã trải qua cùng một điều kiện xử lý nhiệt và có tổng khối lượng ≤ 40 t, có các chiều dày danh nghĩa không sai khác lớn hơn 20 % so với chiều dày nhỏ nhất của đơn vị thử.
5.3 Lấy mẫu
5.3.1 Sản phẩm dẹt
Đối với mỗi đơn vị thử, phải lấy ba mẫu thử kéo từ sản phẩm dày nhất, từ một đầu mút. Trong trường hợp đúc liên tục, vật mẫu phải được lấy từ giữa hoặc gần giữa chiều rộng hoặc từ ¼ hoặc gần ¼ chiều rộng (xem Hình 1). Trong trường hợp vật đúc dạng thỏi, mẫu phải được lấy từ giữa hoặc gần giữa chiều rộng.
5.3.2 Thép hình
Đối với mỗi đơn vị thử phải lấy ba mẫu thử kéo từ sản phẩm dày nhất, từ một đầu mút. Vị trí lấy mẫu phải ở đế (cánh) trừ khi có sự thỏa thuận khác tại thời điểm đặt hàng. Vị trí của mẫu phải phù hợp với TCVN 4398 (ISO 377).
6 Phương pháp thử
6.1 Mẫu thử
6.1.1 Phải đo độ thắt khi sử dụng mẫu thử hình trụ. Đường kính của mẫu thử được cho trong Bảng 3 tùy thuộc vào chiều dày của sản phẩm.
Chiều dài hiệu dụng, Lc của phần hình trụ của mẫu thử phải ≥ 1,5 lần đường kính của nó.
Bảng 3 – Đường kính của mẫu thử
Kích thước tính bằng milimet
|
Chiều dày sản phẩm |
Đường kính mẫu thử |
|
t ≤ 25 |
do = 6 hoặc 10 |
|
t > 25 |
do = 10 |
6.1.2 Khi không thể gia công cắt gọt một mẫu thử theo chiều dày của sản phẩm, các chi tiết nối dài có thể được gắn chặt bằng hàn, có thể thực hiện quá trình hàn phù hợp với bất cứ phương pháp thích hợp nào (ví dụ: hàn ma sát), nhưng phải lựa chọn quá trình hàn sao cho vùng ảnh hưởng nhiệt là nhỏ nhất. Chiều dài hiệu dụng Lc phải ở ngoài các vùng ảnh hưởng nhiệt.
6.1.3 Trừ khi có thỏa thuận khác lúc đặt hàng, nhà sản xuất có thể sử dụng một mẫu thử có các chi tiết nối dài được gắn chặt bằng hàn hoặc một mẫu thử được gia công cắt gọt theo toàn bộ chiều dày của sản phẩm (xem Hình 2). Nên sử dụng các mẫu thử kiểu b hoặc c khi cần kiểm tra chất lượng bề mặt của sản phẩm.
6.1.4 Đối với các sản phẩm dày hơn 80 mm, khi không thể gia công cắt gọt một mẫu thử theo toàn bộ chiều dày, chiều dài của mẫu thử phải sao cho chiều dài hiệu dụng Lc chứa ¼ vị trí chiều dày của sản phẩm (xem Hình 2, kiểu d).
CHÚ THÍCH: Theo yêu cầu, có thể gia công cắt gọt một mẫu thử bổ sung chứa ½ vị trí chiều dày của sản phẩm.
6.2 Thử kéo
6.2.1 Đo độ thắt
Phải thực hiện thử kéo phù hợp với các yêu cầu của TCVN 197-1 (ISO 6892-1).
Việc đánh giá các kết quả dựa trên phương pháp tuần tự (như đã định nghĩa trong TCVN 4399 (ISO 404))
Độ thắt tương đối Z được xác định theo công thức (1):
|
|
(1) |
Trong đó: So là diện tích mặt cắt ngang ban đầu của mẫu thử
|
|
(2) |
S là diện tích mặt cắt ngang cuối cùng của mẫu thử sau đứt
![]()
d1 và d2 là các giá trị đo của hai đường kính vuông góc (khi mặt đứt gãy có dạng elip, d1 và d2 tương ứng với các trục của elip).
6.2.2 Đánh giá kết quả
6.2.2.1 Giá trị trung bình của một bộ ba mẫu thử (xem 6.1.1) phải đáp ứng các yêu cầu quy định (xem Bảng 1). Một giá trị riêng có thể thấp hơn giá trị trung bình nhỏ nhất đã quy định, với điều kiện là giá trị này không nhỏ hơn giá trị riêng nhỏ nhất đã quy định.
6.2.2.2 Nếu các điều kiện trong 6.2.2.1 không được đáp ứng thì phải lấy một bộ ba mẫu thử bổ sung từ cùng một vật mẫu (phôi mẫu thử) và tiến hành thử. Đơn vị thử được xem là phù hợp sau khi thử bộ mẫu thử thứ hai và sau khi các điều kiện sau được đồng thời đáp ứng:
– Giá trị trung bình của sáu lần thử phải bằng hoặc lớn hơn giá trị trung bình nhỏ nhất đã quy định;
– Không có lớn hơn hai trong sáu giá trị riêng có thể thấp hơn giá trị trung bình nhỏ nhất đã quy định;
– Không có lớn hơn một trong sáu giá trị riêng có thể thấp hơn giá trị riêng nhỏ nhất đã quy định.
6.2.2.3 Nếu các điều kiện trong 6.2.2.2 không được đáp ứng, sản phẩm dùng làm vật mẫu bị loại bỏ và thực hiện các phép thử lại trên phần còn lại của đơn vị thử, nếu thích hợp (xem 5.1 và 5.2).
6.2.3 Thử lại
Trừ trường hợp khi đơn vị thử là đơn vị sản phẩm cán, phải thực hiện một bộ ba thử nghiệm mới trên mỗi một trong hai sản phẩm khác nhau từ phần còn lại của đơn vị thử; hai loạt thử nghiệm này phải đáp ứng các yêu cầu. Trong trường hợp này không áp dụng 6.2.2.2 và 6.2.2.3 nữa.
Mỗi đơn vị sản phẩm cán trong đó các phép thử không đáp ứng yêu cầu phải được loại bỏ.
6.2.4 Phép thử không có hiệu lực
Một phép thử không có hiệu lực hoặc giá trị nếu
– Mẫu thử đã được gia công cắt gọt có khuyết tật,
– Mẫu thử đã được lắp không đúng trên máy thử,
– Máy thử có trục trặc, hoặc
– Mẫu thử bị đứt gãy trong kim loại mối hàn hoặc trong vùng ảnh hưởng nhiệt khi sử dụng các chi tiết nối dài.
Không xem xét các kết quả từ các phép thử không có hiệu lực.
6.2.5 Phân loại và xử lý lại
Việc phân loại và xử lý lại phải phù hợp với TCVN 4399 (ISO 404).
Nhà sản xuất có quyền tiến hành phân loại hoặc xử lý lại (ví dụ: xử lý nhiệt, gia công cắt gọt, cán, kéo…v..v…) các sản phẩm không phù hợp trước hoặc sau khi thử lại và đệ trình các sản phẩm này như một đơn vị thử mới phù hợp với 5.1 và 5.2. Khi không áp dụng việc xử lý lại mà chỉ tiến hành phân loại thì chỉ phải áp dụng quy trình kiểm tra mới cho các yêu cầu không phù hợp trong quá trình kiểm tra và thử nghiệm lần đầu tiên. Nhà sản xuất phải thông báo cho người đại diện kiểm tra về phương pháp phân loại hoặc xử lý lại đã sử dụng.
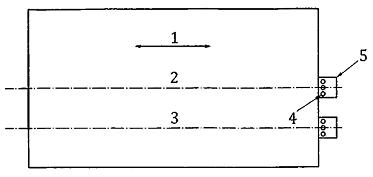
CHÚ DẪN:
1. hướng cán
2. đường tâm (giữa) chiều rộng
3. đường ¼ chiều rộng
4. mẫu thử
5. phôi mẫu thử
CHÚ THÍCH: Các mẫu thử được lấy mẫu theo 5.3
Hình 1 – Vị trí của các phôi mẫu thử cho các sản phẩm dẹt
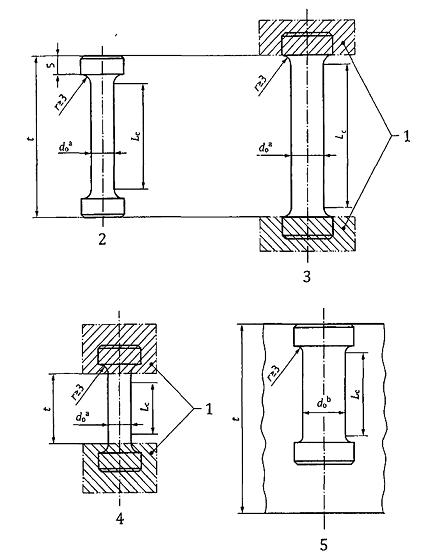
CHÚ DẪN.
1. các chi tiết nối dài được gắn chặt bằng hàn
2. kiểu a
3. kiểu b.
4. kiểu c.
5. kiểu d.
a do = 6 mm hoặc 10 mm theo Bảng 3
b do = 10 mm theo Bảng 3.
Hình 2 – Lấy mẫu và chuẩn bị các mẫu thử
Thư mục tài liệu tham khảo
[1] ASTM A345M, Standard specification for straight – beam ultrasonic examination of steel plates (Đặc tính kỹ thuật tiêu chuẩn cho kiểm tra siêu âm chùm tia thẳng đối với các tấm thép).
[2] ASTM A578M, Standard specification for straight – beam ultrasonic examination of rolled steel plates for special applications (Đặc tính kỹ thuật tiêu chuẩn cho kiểm tra siêu âm chùm tia thẳng đối với các tấm thép cán dùng trong các ứng dụng đặc biệt).
[3] EN 10160, Ultrasonic testing of steel flat product of thickness equal or greater than 6mm (reflexion method) [(Thử siêu âm các sản phẩm thép dẹt có chiều dày bằng hoặc lớn hơn 6mm (phương pháp phản xạ)].
[4] EN 10306, Iron and steel – Ultrasonic testing of H beams with parallbel flanges and 1PE beams (Gang và thép – Thử siêu âm các dầm chữ H có các đế (cánh) song song và các dầm 1PE).
[5] JIS G 0801, Ultrasonic testing of steel plates for pressure vessels (Thử siêu âm các tấm thép dùng cho các bình chịu áp lực).
[6] JIS G 0901, Classification of structural rolled steel plate and wide flat for building by ultrasonic test (Phân loại thép tấm kết cấu cán và thép dải rộng dùng cho công trình xây dựng bằng thử siêu âm)
