
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 12514:2018 (ISO 14657:2005) về Thép có lớp phủ kẽm dùng làm cốt bê tông
TIÊU CHUẨN QUỐC GIA
TCVN 12514:2018
ISO 14657:2005
THÉP CÓ LỚP PHỦ KẼM DÙNG LÀM CỐT BÊ TÔNG
Zinc-coated steel for the reinforcement of concrete
Lời nói đầu
TCVN 12514:2018 hoàn toàn tương đương ISO 14657:2005.
TCVN 12514:2018 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 17, Thép biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
THÉP CÓ LỚP PHỦ KẼM DÙNG LÀM CỐT BÊ TÔNG
Zinc-coated steel for the reinforcement of concrete
1 Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu cho lớp phủ mạ kẽm nhúng nóng trên các thép thanh, thép dây và lưới thép hàn dùng làm cốt thép của bê tông.
Tiêu chuẩn quy định ba cấp lớp phủ, cấp A, cấp B và cấp C, các cấp này khác nhau về khối lượng của lớp phủ.
Tiêu chuẩn này không áp dụng cho các cốt thép có lớp phủ mạ kẽm nhúng nóng dùng cho các cốt thép dự ứng lực hoặc các bộ phận cấu thành của các cốt thép này.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì chỉ áp dụng phiên bản đã nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, nếu có.
TCVN 1651-11), Thép cốt bê tông – Phần 1: Thép thanh tròn trơn.
TCVN 1651-2 2), Thép cốt bê tông – Phần 2: Thép thanh vằn.
TCVN 1651-3 (ISO 6935-3), Thép cốt bê tông – Phần 3: Lưới thép hàn.
TCVN 5408:2007 (ISO 1461:1999), Lớp phủ kẽm nhúng nóng trên bề mặt sản phẩm gang và thép – Yêu cầu kỹ thuật và phương pháp thử.
TCVN 5878 (ISO 2178), Lớp phủ không từ trên chất nền từ – Đo chiều dày lớp phủ – Phương pháp từ.
TCVN 6288 (ISO 10544), Dây thép vuốt nguội để làm cốt bê tông và sản xuất lưới thép hàn làm cốt.
TCVN 7665 (ISO 1460), Lớp phủ kim loại – Lớp phủ kẽm nhúng nóng trên vật liệu chứa sắt – Xác định khối lượng lớp mạ trên đơn vị diện tích.
TCVN 7937-1 (ISO 15630-1), Thép làm cốt bê tông và bê tông dự ứng lực – Phương pháp thử – Phần 1: Thanh, dảnh và dày dùng làm cốt.
TCVN 7937-2 (ISO 15630-2), Thép làm cốt bê tông và bê tông dự ứng lực – Phương pháp thử – Phần 2: Lưới hàn.
TCVN 11236 (ISO 10474), Thép và sản phẩm thép – Tài liệu kiểm tra.
ISO 752:2004, Zinc ingots (Thỏi kẽm đúc).
ISO 16020:2004, Steel for the reinforcement and prestressing of concrete – Vocabulary (Thép dùng làm cốt bê tông và cốt dự ứng lực bê tông – Từ vựng).
3 Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa cho trong ISO 16020 và các thuật ngữ, định nghĩa sau:
3.1
Mạ kẽm nhúng nóng (Hot-dip galvanizing)
Quá trình sản phẩm mạ được nhúng chìm trong một bể kẽm nóng chảy.
3.2
Bó (sản phẩm) (Bundle)
Hai hoặc nhiều thanh hoặc các tấm lưới thép hàn được buộc chặt với nhau.
3.3
Nhà sản xuất (Manufacturer)
Tổ chức sản xuất ra thép thanh, thép dây hoặc lưới thép có lớp phủ dùng làm cốt thép.
4 Vật liệu
4.1 Thép làm cốt bê tông
Thép làm cốt bê tông có lớp phủ kẽm phải tuân theo tiêu chuẩn sản phẩm do khách hàng quy định. Nếu khách hàng không quy định tiêu chuẩn sản phẩm thì thép làm cốt bê tông phải tuân theo TCVN1651-1, TCVN 1651-2, TCVN 1651-3 (ISO 6935-3) hoặc TCVN 6288 (ISO 10544).
4.2 Kẽm dùng cho lớp phủ
Kẽm dùng cho lớp phủ phải tuân theo ISO 752.
4.3 Vật liệu sửa chữa
Vật liệu dùng cho sửa chữa lớp phủ bị hư hỏng và phục hồi các bề mặt không có lớp phủ phải là một hỗn hợp thích hợp giàu kẽm.
CHÚ THÍCH: Các loại vật liệu thích hợp cho sửa chữa các lớp phủ bị hư hỏng và phục hồi các bề mặt không có lớp phủ được giới thiệu trong, ví dụ. ASTM A 780.
5 Quá trình chế tạo
Nhà sản xuất phải có trách nhiệm duy trì tính đồng nhất của cốt thép trong suốt quá trình mạ kẽm và tới thời điểm giao hàng.
Nếu có quy định của khách hàng, lớp phủ mạ kẽm phải được xử lý cromat (xem Phụ lục A).
CHÚ THÍCH: Nhà sản xuất nôn có sự chú ý:
– Tránh làm biến dạng hoặc tạo ra vết nứt của cốt thép có thể xảy ra trong quá trình mạ kẽm;
– Khi mạ kẽm, cốt thép rất nhạy cảm với hóa giòn.
6 Yêu cầu đối với các thanh thép, dây thép và lưới thép hàn có lớp phủ kẽm dùng làm cốt thép
6.1 Đặc tính cơ học và hình học
Về các đặc tính hình học và cơ học của thép, các yêu cầu của tiêu chuẩn sản phẩm áp dụng cho thép không có lớp phủ cũng áp dụng cho thép sau khi phủ kẽm.
6.2 Đặc tính của lớp phủ kẽm
6.2.1 Hoàn thiện và dạng bên ngoài
Chất lượng hoàn thiện và dạng bên ngoài của bề mặt phải tuân theo 6.1 của TCVN 5408 (ISO1461).
Cốt thép gắn chặt với nhau sau khi mạ kẽm phải được loại bỏ. Ngoài ra sự hiện diện của các vết rách hoặc các đỉnh sắc nhọn có thể làm cho cốt thép trở nên nguy hiểm trong quá trình xử lý bằng tay cũng phải loại bỏ.
6.2.2 Sự bám dính
Đối với cốt thép được mạ kẽm như một pha tích hợp của quá trình luyện thép, phải đánh giá sự bám dính của lớp phủ kẽm bằng phép thử uốn hoặc phép thử uốn lại tùy thuộc vào tiêu chuẩn sản phẩm quy định. Sau khi thử, lớp phủ không được xuất hiện vết nứt và bong tróc trên bán kính phía ngoài của thanh uốn có thể nhìn thấy được bằng mắt thường hoặc nhìn có hiệu chỉnh. Ngoài ra, lớp phủ phải bám dính tốt để không thể bị loại bỏ bằng bất cứ quá trình xử lý hợp lý nào.
Đối với cốt thép được sản xuất, thử nghiệm và tuân theo tiêu chuẩn sản phẩm áp dụng và sau đó được mạ kẽm, phải đánh giá sự bám dính bằng phép thử với dao (xem B.1.2). Ngoài ra, lớp phủ phải bám dính để không thể loại bỏ được bằng bất cứ quá trình xử lý hợp lý nào.
6.2.3 Khối lượng kẽm mạ phủ trên một đơn vị diện tích
Khối lượng kẽm mạ phủ trên một đơn vị diện tích không được nhỏ hơn:
– Đối với lớp phủ cấp A: 600 g/m2 cho cốt thép có d > 6mm, và 500 g/m2 cho d ≤ 6mm, trong đó d là đường kính danh nghĩa của thanh hoặc dây thép;
– Đối với lớp phủ cấp B: 300 g/m2 cho tất cả các đường kính danh nghĩa.
– Đối với lớp phủ cấp C: 140 g/m2 cho tất cả các đường kính danh nghĩa.
CHÚ THÍCH: Các khối lượng lớp phủ lớn hơn 600 g/m2 có thể được thỏa thuận giữa nhà sản xuất và người mua.
Nếu cần có sự tương ứng của chiều dày lớp phủ tính bằng micromet thì phải tính toán theo công thức:
{e} = {m} / 7,14
Trong đó:
{e} là trị số của chiều dày được biểu thị bằng micromet (µm).
{m} là trị số của khối lượng kẽm trên một đơn vị diện tích được biểu thị bằng gam trên mét vuông (g/m2).
Phải xác định khối lượng khi sử dụng các điều khoản cho trong B 1.3.
7 Kiểm tra thép có lớp phủ kẽm
7.1 Khả năng áp dụng
Trừ khi có sự thỏa thuận khác, điều này phải áp dụng cho kiểm tra lần cuối đối với cốt thép có lớp phủ kẽm trước khi được cung cấp. Đối với cốt thép dược mạ kẽm như một pha tích hợp của quá trình luyện thép, các điều khoản ở đây phải được ưu tiên hơn so với bất cứ các điều khoản khác biệt nào trong tiêu chuẩn sản phẩm áp dụng cho thép không có lớp phủ. Đối với cốt thép đã được sản xuất, được thử và được xác nhận phù hợp với tiêu chuẩn sản phẩm áp dụng trước khi mạ kẽm, không áp dụng 7.4.
CHÚ THÍCH: Một số chương trình chứng nhận của quốc gia hoặc vùng lãnh thổ có các quy tắc về đánh giá sự phù hợp khác với các quy tắc đánh giá trong Điều 7.
7.2 Định lượng kiểm tra
Có thể tiến hành kiểm tra theo mẻ nấu hoặc theo mẻ sản phẩm Dạng định lượng phải được quy định trong đơn đặt hàng.
7.3 Đơn vị thử
Đơn vị thử phải gồm có các sản phẩm có lớp phủ kẽm được chế tạo khi sử dụng cùng một quy trình bắt đầu từ đặt cốt thép thuộc cùng một cấp, có cùng đường kính danh nghĩa và cùng một nguồn, khối lượng của mỗi đơn vị thử là:
– Đối với kiểm tra bằng mẻ nấu, 40 tấn hoặc phần còn lại nhỏ hơn 40 tấn;
– Đối với kiểm tra bằng mẻ sản phẩm, 20 tấn hoặc phần còn lại nhỏ hơn 20 tấn.
7.4 Kiểm tra cơ tính và hình học
Phải thực hiện một loạt mười hai thử nghiệm cho mới đơn vị thử và mỗi loại phải bao gồm:
– Một phép thử kéo;
– Một phép thử uốn hoặc thử uốn lại;
– Một phép kiểm các thông số hình dạng của cốt thép và khối lượng trên một đơn vị chiều dài;
– Một xác định lực cắt mối hàn đối với lưới thép hàn.
Không một kết quả thử hoặc kiểm tra nào được phép nhỏ hơn giá trị giới hạn. Hơn nữa đối với ReH và Rm, m12 – 2,74s không được nhỏ hơn giá trị quy định, trong đó:
Trong đó xi biểu thị các giá trị riêng của ReH hoặc Rm.
Lô sản phẩm phải được xem là không phù hợp nếu các điều kiện này không được đáp ứng.
CHÚ THÍCH: ReH là giới hạn chảy trên tính bằng N/mm2 và Rm là giới hạn bền kéo tính bằng N/mm2 (1 N/mm2 = 1 MPa).
7.5 Kiểm tra khối lượng kẽm trên một đơn vị diện tích
Phải thực hiện kiểm tra lớp phủ kẽm (kiểm tra chiều dày) cho mỗi đơn vị thử trên ít nhất là ba mẫu từ các đơn vị sản phẩm khác nhau (thanh hoặc cuộn). Không có kết quả nào của các mẫu thử được phép nhỏ hơn quy định, xem 6.2.3.
8 Lượng lớp phủ bị hư hỏng cho phép và sửa chữa lớp phủ hư hỏng
Lớp phủ hư hỏng mà một người có thể nhìn thấy rõ bằng cách nhìn bình thường hoặc có biện pháp hỗ trợ phải được sửa chữa bằng cách sử dụng một hỗn hợp các hóa chất thích hợp giàu kẽm:
Tổng diện tích bề mặt bị hư hỏng trước khi sửa chữa bằng hỗn hợp các hóa chất thích hợp giàu kẽm không được vượt quá 0,5% diện tích bề mặt trên bất cứ chiều dài 1 m nào của thanh hoặc dãy thép. Giới hạn hư hỏng cần sửa chữa này không bao gồm các mặt mút được cắt.
Khi các thanh, dây và lưới thép hàn có lớp phủ dùng làm cốt thép được cắt, cưa cắt đứt hoặc cắt đứt bằng các biện pháp khác trong quá trình chế tạo, các mặt mút được cắt phải được sửa chữa bằng sử dụng cùng một hỗn hợp các hóa chất giàu kẽm đã được sử dụng cho sửa chữa lớp phủ bị hư hỏng.
Lớp phủ ở các bề mặt được sửa chữa phải có chiều dày tối thiểu là 80 µm đối với lớp phủ cấp A, 50 µm đối với lớp phủ cấp B, và 25 µm đối với lớp phủ cấp C.
CHÚ THÍCH: Các yêu cầu này áp dụng cho sản phẩm có lớp phủ trước khi khách hàng nghiệm thu từ nhà sản xuất và không phải là tiêu chí chấp nhận tại hiện trường. Xem Phụ lục C.
9 Bao gói, bốc xếp, bảo quản, vận chuyển
Sản phẩm phải được cung cấp ở dạng thanh hoặc cuộn hoặc tầm lưới thép hàn tùy theo thỏa thuận giữa nhà sản xuất và người mua.
Việc sắp xếp phải được thực hiện sao cho lớp phủ không bị thay đổi đáng kể trong quá trình bốc xếp, bảo quản hoặc vận chuyển.
10 Ghi nhãn
Ghi nhãn phải thích hợp để đảm bảo cho việc theo dõi sản phẩm. Tối thiểu phải có các thông tin sau được ghi nhãn trên mỗi bó thanh hoặc các tấm lưới thép hàn hoặc trên mỗi cuộn:
– Tên hoặc địa chỉ nhà máy của nhà sản xuất;
– Số hiệu của tiêu chuẩn này;
– Nhận biết sản phẩm (loại, đường kính, chiều dài hoặc cấu hình khi thích hợp);
– Khối lượng của bó hoặc cuộn;
– Số lô hoặc thông tin tương đương cho tham chiếu tài liệu kiểm tra.
11 Thông tin do khách hàng cung cấp
Khách hàng phải cung cấp thông tin sau tại thời điểm tìm hiểu và đặt hàng
– Ký hiệu sản phẩm;
– Các kích thước danh nghĩa;
* Số lượng đặt hàng;
– Cấp lớp phủ (xem 6.2.3)
– Có yêu cầu xử lý cromat hay không (xem Điều 5);
* Loại tài liệu kiểm tra (xem TCVN 11236 (ISO 10474));
– Dạng định lượng được sử dụng cho kiểm tra (xem Điều 7).
Phụ lục A
(Tham khảo)
Xử lý cromat (hóa) lớp phủ mạ kẽm
Mục đích của xử lý cromat lớp phủ mạ kẽm là ngăn ngừa phản ứng giữa cốt thép có lớp phủ kẽm và bột nhão xi măng pooclan mới đổ. Tiêu chuẩn ASTM A767/A767M-00b bao gồm các yêu cầu xử lý cromat. Các yêu cầu này là
a) Nếu xử lý cromat được thực hiện ngay sau khi mạ kẽm, có thể hoàn thành việc xử lý cromat này bằng nhúng ngâm cốt thép trong một dung dịch có chứa thành phần theo khối lượng ít nhất là 0,2% natri đicromat trong nước (ví dụ như 2 kg/m3 nước ngâm) hoặc bằng cromat hóa trong một dung dịch có ít nhất là 0,2% axit cromic. Dung dịch phải ở nhiệt độ tối thiểu là 32 °C. Cốt thép có lớp phủ kẽm phải được nhúng chìm trong dung dịch trong thời gian ít nhất là 20 s.
b) Nếu cốt thép có lớp phủ kẽm ở nhiệt độ môi trường xung quanh, xử lý cromat phải được thực hiện tương tự như quy định trong a) ngoại trừ phải bổ sung thêm axit sunfuric có nồng độ 0,5% đến 1,0% dùng làm chất kích hoạt cho dung dịch cromat. Trong trường hợp này không có yêu cầu về nhiệt độ đối với dung dịch cromat được kích hoạt.
Các dung dịch cromat hóa đã đăng ký độc quyền sản xuất được phép thay thế cho xử lý hóa học chung đã quy định trong a) và b).
Phụ lục B
(Quy định)
Phương pháp thử và thử lại
B.1 Phương pháp thử
B.1.1 Các phép thử hình học và cơ học
Phải xác định các đặc tính hình học và cơ học bằng các phương pháp thử được đề cập trong tiêu chuẩn về thép không có lớp phủ dùng làm cốt bê tông. Nếu đối với một vài đặc tính nào đó, tiêu chuẩn không đưa ra được phương pháp thử hoặc có thỏa thuận khác, phải sử dụng TCVN 7937-1 (ISO 15630-1) và TCVN 7937-2 (ISO 15630-2).
B.1.2 Độ bám dính của lớp phủ kẽm
Xác định độ bám dính của lớp phủ kẽm với bề mặt của kim loại nền bằng cách cắt hoặc nạy lên bằng mũi dao cứng vững với áp lực đủ lớn sao cho có thể lấy ra một phần của lớp phủ. Độ bám dính phải được xem là không đủ nếu lớp phủ tạo thành vảy mỏng tách ra dưới dạng một lớp phủ để lộ ra kim loại nền ở trước mũi dao. Không tiến hành thử nghiệm tại các cạnh hoặc góc là các điểm có độ bám dính thấp nhất của lớp phủ. Cũng không lấy ra các mảng rất nhỏ của lớp phủ bằng cách gọt hoặc đẽo để xác định hư hỏng.
B.1.3 Xác định khối lượng kẽm trên một đơn vị diện tích
B.1.3.1 Quy định chung
Được phép sử dụng hai phương pháp để xác định khối lượng kẽm trên một đơn vị tính:
– Phương pháp xác định bằng trọng lực, đây là phương pháp phá hủy;
– Phương pháp đo chiều dày lớp phủ bằng từ tính, đây là phương pháp không phá hủy và thường dễ sử dụng hơn.
Trong trường hợp có tranh cãi, phải áp dụng các kết quả thu được bằng phương pháp xác định theo trọng lực.
B.1.3.2 Phương pháp xác định bằng trọng lực
B.1.3.2.1 Quy định chung
Khối lượng kẽm mạ phủ trên một mẫu thử có diện tích đã cho phải được xác định như một lớp phủ mạ kẽm nhúng nóng phù hợp với TCVN 7665 (ISO 1460).
B.1.3.2.2 Mẫu thử
Phải sử dụng mẫu thử có chiều dài cho trong Bảng 1. Cả hai đầu mút của mẫu thử phải được cắt trước khi thử để tránh các mặt mút được mạ kẽm.
Bảng B.1 – Chiều dài mẫu thử là hàm số của đường kính danh nghĩa cốt thép, dn
Kích thước tính bằng milimet
|
Đường kính danh nghĩa, dn |
Chiều dài mẫu thử, L0 |
|
dn ≤ 12 |
300 |
|
12 < dn ≤ 20 |
200 |
|
dn > 20 |
100 |
B.1.3.3 Đo chiều dày bằng phương pháp từ tính
B.1.3.3.1 Nguyên lý
Có thể sử dụng các khí cụ khác nhau để xác định chiều dày của các lớp phủ không có từ tính trên kim loại nền có từ tính. Các khí cụ này được chế tạo như một mạch từ trong đó lớp phủ tác động như sự tách ra bằng từ tính dẫn đến sự thay đổi trong lực hút của từ trường, hoặc sự thay đổi của từ thông do chiều dày lớp phủ tạo nên.
Các khí cụ này có thể đo chiều dày lớp phủ trên kim loại đen được mạ phủ bằng mạ kẽm nhúng nóng.
Các phép đo này có lợi là có thể đo nhanh và không phá hủy, vì thế thường được sử dụng trong kiểm tra thường ngày. Các phép đo phải được thực hiện phù hợp với các yêu cầu chung của ISO 2678.
CHÚ THÍCH: Đo chiều dày lớp phủ trên các bề mặt cong có khó khăn. Điều chủ yếu là dụng cụ phải được định vị vuông góc một cách chính xác với bề mặt để xác định chiều dày lớp phủ. Nếu vị trí của dụng cụ không vuông góc với bề mặt thì phép đo sẽ có sai số lớn.
B.1.3.3.2 Khí cụ và hiệu chuẩn khí cụ
Nên sử dụng các khí cụ đo không chuyên dùng. Điều chủ yếu là phải bảo đảm cho tất cả các khí cụ đo ở trong điều kiện làm việc tốt và tạo ra các kết quả có thể tái lập lại được bằng cách thực hiện các hiệu chuẩn có hệ thống với các tấm kim loại mỏng tiêu chuẩn có các chiều dày tương tự như các chiều dày lớp phủ được đo, số chỉ thị của khí cụ được chia độ theo micromet.
Phải thực hiện sự hiệu chuẩn này khi sử dụng các tấm kim loại mỏng tiêu chuẩn đặt trên kim loại nền không có lớp phủ của lô sản phẩm được kiểm tra
Để vẽ đường cong hiệu chuẩn (Hình B.1), cần lấy ít nhất là ba giá trị đo chiều dày đã biết l1, l2 và l3 trên các tấm kim loại mỏng tiêu chuẩn khi sử dụng khí cụ đo bao hàm phạm vi các chiều dày được đo.
Sử dụng các số chỉ thị thu được L1, L2 và L3 để vẽ biểu đồ đường cong hiệu chuẩn T.
Một chiều dày e thu được sau đó tương ứng với mỗi số chỉ thị L của khí cụ đo như đã chỉ ra trên Hình B.1.
B.1.3.3.3 Quy trình
Phải thực hiện tối thiểu là 30 phép đo được phân bổ thích hợp trên mẫu thử. Giả thiết rằng sự phân bổ các điểm đo là thích hợp nếu các điểm đo này được phân bổ hầu như với số lượng bằng nhau cho một loạt gân tăng cứng hoặc rãnh gân tăng cứng:
– tại đỉnh của các gân tăng cứng hoặc tại đáy của các rãnh gân tăng cứng:
– ở bề mặt giữa các gân tăng cứng hoặc các rãnh gân tăng cứng;
– ở bề mặt của cốt thép không có bất cứ gân tăng cứng hoặc rãnh gân tăng cứng não (xem Hình B.2).
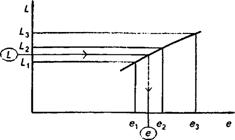
CHÚ DẪN:
e chiều dày;
L số chỉ thị.
Hình B.1 – Đường cong hiệu chuẩn
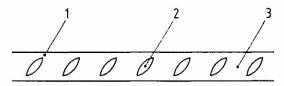
CHÚ DẪN:
1 Bề mặt không có các gân tăng cứng hoặc rãnh gân tăng cứng;
2 Đỉnh của các gân tăng cứng hoặc đáy của lãnh gân tăng cứng;
3 Bề mặt khoảng giữa các gân tăng cứng hoặc khoảng giữa các rãnh gân tăng cứng.
Hình B.2 – Vị trí của các điểm đo
B.1.3.3.4 Giải thích các kết quả
Khối lượng kẽm trên một đơn vị diện tích biểu thị bằng gam trên met vuông (g/m2) bằng tích số của giá trị trung bình cộng của chiều dày đo được biểu thị bằng micromet (µm) nhân với 7,14.
B.2 Hủy bỏ phép thử
Trong trường hợp quy trình không đúng; phép thử không được tính. Quy trình không đúng có nghĩa là có sai sót trong chuẩn bị, lắp đặt mẫu thử không đúng trên máy thử, máy thử trục trặc hoặc bất cứ vấn đề tương tự nào khác.
B.3 Thử lại
B.3.1 Nếu bất cứ mẫu thử nào được sử dụng cho thử các đặc tính hình học và cơ học, độ bám dính của lớp phủ kẽm và khối lượng kẽm trên một đơn vị diện tích không đáp ứng các yêu cầu quy định thi phải được loại bỏ.
Đối với các thanh cốt thép có lớp phủ, phải thực hiện phép thử hoặc các phép thử trong đó thanh cốt thép ban đầu không đáp ứng yêu cầu quy định cho hai thanh cốt thép có lớp phủ vừa được lấy từ cùng một bó. Nếu cả hai thanh cốt thép từ đó lấy ra các mẫu thử phải được xem là tuân theo các yêu cầu của tiêu chuẩn này. Nếu một trong hai thanh cốt thép có lớp phủ không đáp ứng yêu cầu quy định từ bó thanh cốt thép phải được xem là không tuân theo tiêu chuẩn này.
Đối với dây thép có lớp phủ trong cuộn dây và lưới thép hèn có lớp phủ, phải thực hiện phép thử hoặc các phép thử trong đó mẫu thử ban đầu không đáp ứng yêu cầu quy định cho hai mẫu thử dây thép có lớp phủ hoặc lưới thép hàn có lớp phủ vừa được lấy từ cùng một đơn vị thử. Nếu cả hai mẫu thử có lớp phủ bổ sung vượt qua được phép thử lại thì đơn vị thử từ đó lấy ra các mẫu thử này phải được xem là đáp ứng các yêu cầu của tiêu chuẩn này. Nếu một trong hai mẫu thử không đáp ứng yêu cầu quy định thì đơn vị thử phải được xem là không tuân theo tiêu chuẩn này.
B.3.2 Đối với các thanh cốt thép có lớp phủ, nếu bó thanh không tuân theo tiêu chuẩn này, phải thực hiện phép thử lại hoặc các phép thử trong đó các thanh ban đầu không đáp ứng yêu cầu quy định trên hai thanh được lựa chọn từ bó thanh đứng ngay trước đó và từ bó thanh được thử đứng ngay sau bó thanh không tuân theo tiêu chuẩn này. Nếu tất cả các thanh vượt qua được phép thử lại trừ các bó thanh đã thử nhưng không đạt phải được xem là tuân theo tiêu chuẩn này. Nếu bất cứ thanh nào không vượt qua được phép thử lại thì bó thanh từ đó lấy ra mẫu thử này phải được xem là không tuân theo tiêu chuẩn này.
Đối với dây thép có lớp phủ trong cuộn dây và lưới thép có lớp phủ, nếu đơn vị thử không tuân theo tiêu chuẩn này, phải thực hiện phép thử lại hoặc các phép thử trong đó các mẫu thử ban đầu không đáp ứng yêu cầu quy định được lựa chọn từ đơn vị thử đứng ngay trước đó và từ đơn vị thử đứng ngay sau đơn vị thử không tuân theo tiêu chuẩn này. Nếu tất cả các mẫu thử vượt qua được phép thử lại thì đơn vị thử phải được xem là tuân theo tiêu chuẩn này. Nếu bất cứ mẫu thử nào không vượt qua được phép thử lại thì đơn vị thử từ đó lấy ra mẫu thử này phải được xem là không tuân theo tiêu chuẩn này.
B.3.3 Đối với các thanh cốt thép có lớp phủ, trong trường hợp bó thanh thứ hai không tuân theo tiêu chuẩn này, phải thử lại bó thanh chưa được thử tiếp theo có thể đứng ngay trước hoặc sau bó thanh không tuân theo tiêu chuẩn này. Quy trình này phải được lặp lại tới khi thử nghiệm được bó thanh đáp ứng yêu cầu quy định.
Đối với dây thép có lớp phủ trong cuộn dây và lưới thép có lớp phủ, trong trường hợp đơn vị thử thứ hai không tuân theo tiêu chuẩn này, phải thử lại đơn vị thử chưa được thử tiếp theo có thể đứng ngay trước hoặc sau đơn vị thủ không tuân theo tiêu chuẩn này. Quy trình này phải được lặp lại tới khi thử nghiệm được đơn vị thử đáp ứng yêu cầu quy định.
B.3.4 Một số mẫu thử cốt thép có lớp phủ sẽ được sản xuất từ khi thử nghiệm thu cuối cùng đã được thực hiện và chấp nhận, cốt thép đã được mạ phủ từ khi thử nghiệm cuối cùng phải được phân thành bốn nhóm theo các khoảng thời gian bằng nhau phù hợp với thời gian mà chúng được sản xuất. Mỗi đơn vị thử sau đó phải được quy định thêm là cốt thép có lớp phủ đã được sản xuất trong một khoảng thời gian đã cho từ khi thử nghiệm cuối cùng được chấp nhận.
Phụ lục C
(Tham khảo)
Hướng dẫn quy trình kỹ thuật tại hiện trường
Các yêu cầu của tiêu chuẩn dừng lại khi khách hàng chấp nhận các thanh, dây thép và lưới thép hàn được mạ kẽm dùng làm cốt bê tông từ nhà sản xuất. Vì là một tiêu chuẩn sản phẩm, tiêu chuẩn này không mô tả các yêu cầu cho các quy trình kỹ thuật tiếp sau tại hiện trường.
Điều kiện kỹ thuật của bản thiết kế nên hướng dẫn các yêu cầu cho các thanh, dây thép hoặc lưới thép hàn có lớp phủ kẽm dùng làm cốt bê tông từ khi khách hàng chấp nhận các thanh, dây thép hoặc lưới thép hàn có lớp phủ kẽm từ nhà sản xuất và các quy trình kỹ thuật tiếp sau tại hiện trường. Trong trường hợp không có các yêu cầu này trong điều kiện kỹ thuật của bản thiết kế nên dùng các hướng dẫn sau cho các quy trình từng kỹ thuật tại hiện trường.
a) Cần chú ý khi điều khiển bằng tay các thanh, dây thép và lưới thép hàn có lớp phủ riêng làm cốt bê tông. Tránh sự mài mòn giữa bó thanh với bó thanh hoặc giữa thanh thép với thanh thép do các bó thanh bị cong hoặc oằn.
b) Thiết bị dùng cho điều khiển bằng tay các thanh, dây thép và lưới thép hàn có lớp phủ dùng làm cốt bê tông nên có bảo vệ các bề mặt tiếp xúc.
c) Các thanh, dây thép và lưới thép hàn có lớp phủ dùng làm cốt bê tông nên được dỡ xuống càng gần với bề mặt kẹp chặt của chúng càng tốt để giảm tối đa sự điều khiển lại bằng tay;
d) Các thanh, dây thép và lưới thép hàn có lớp phủ dùng làm cốt bê tông nên được bảo quản cách xa mặt đất trên các giá đỡ bảo vệ và đặt các cây gỗ giữa các bó khi cần xếp thành chồng. Các cây gỗ đỡ nên có khoảng giãn cách đủ gần để ngăn ngừa độ võng (chùng) của các bó.
e) Các thanh, dây thép về lưới thép hàn có lớp phủ và không có lớp phủ nên được bảo quản cách ly nhau.
f) Không nên sử dụng cốt thép có lớp phủ và không có lớp phủ kết hợp với nhau trong các cấu kiện bê tông cốt thép.
g) Số lượng lớn nhất các diện tích lớp phủ bị hư hỏng cần sửa chữa, bao gồm cả các diện tích bị hư hỏng được sửa chữa tại cơ sở của nhà sản xuất không nên vượt quá 1% diện tích bề mặt trên bất cứ một mét chiều dài nào của thanh thép có lớp phủ hoặc của mỗi dây thép có lớp phủ.
– Khi mức độ lớp phủ bị hư hỏng vượt quá 1% diện tích bề mặt trên bất cứ một mét chiều dài nào của thanh cốt thép có lớp phủ, hoặc của mỗi dây thép có lớp phủ thì thanh hoặc dây thép hoặc lưới thép hàn có lớp phủ nên được loại bỏ.
– Khi mức độ lớp phủ bị hư hỏng không vượt quá 1 % diện tích bề mặt trên bất cứ một mét chiều dài nào của thanh thép có lớp phủ hoặc của mỗi dây thép có lớp phủ thì toàn bộ lớp phủ bị hư hỏng mà một người có thể nhìn thấy rõ bằng nhìn bình thường hoặc nhìn có biện pháp hỗ trợ nên được sửa chữa bằng hỗn hợp các hóa chất giàu kẽm tuân theo tiêu chuẩn này.
h) Các thanh, dây cốt thép hoặc lưới thép hàn có lớp phủ dã được cố định nén được kiểm tra sự hư hỏng của lớp phủ trước khi đồ bê tông, cần đặc biệt chú ý tới các mặt mút dược cắt của các thanh thép có lớp phủ. Khi có hư hỏng, nên sửa chữa các hư hỏng bằng hỗn hợp các hóa chất thích hợp giàu kẽm.
i) Khi cố định các thanh, dây cốt thép và lưới thép hàn có lớp phủ, tất cả các gối đỡ và miếng đệm đỡ thanh, dây thép và các dây thép buộc nên được phủ kẽm hoặc vật liệu tương tự về chống ăn mòn.
j) Sau khi cố định, nên tránh đi lại trên các thanh, dây cốt thép và lưới thép hàn có lớp phủ. Việc định vị thiết bị di động nên được đặt kế hoạch để tránh làm hư hỏng cốt thép có lớp phủ.
k) Khi sử dụng máy đầm rung kiểu chìm để làm chắc bê tông xung quanh các thanh, dây cốt thép và lưới thép hàn có lớp phủ, máy đầm rung nên được trang bị các đầu đầm có tính đàn hồi bằng vật liệu phi kim loại.
Thư mục tài liệu tham khảo
[1] ASTM A767/A767M-00b, Standard Specification for Zinc-Coated (Galvanized) Steel Bars for Concrete Reinforcement (Đặc tính kỹ thuật tiêu chuẩn cho các thanh thép có lớp phủ kẽm dùng làm cốt thép của bê tông).
[2] ASTM A780-01, Standard Practice for Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings (Quy trình kỹ thuật tiêu chuẩn cho sửa chữa có diện tích bị hư hỏng và không có lớp phủ của các lớp phủ mạ kẽm nhúng nóng).
1) Được xây dựng trên cơ sở tham khảo ISO 6935-1
2) Được xây dựng trên cơ sở tham khảo ISO 6935-2.
