
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 6920:2001 về phương tiện giao thông đường bộ – bảo vệ người lái đối với tác động của cơ cấu lái trong trường hợp bị va chạm – yêu cầu và phương pháp thử trong phê duyệt kiểu do Bộ Khoa học Công nghệ và Môi trường ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 6920:2001
PHƯƠNG TIỆN GIAO THÔNG ĐƯỜNG BỘ – BẢO VỆ NGƯỜI LÁI ĐỐI VỚI TÁC ĐỘNG CỦA CƠ CẤU LÁI TRONG TRƯỜNG HỢP BỊ VA CHẠM – YÊU CẦU VÀ PHƯƠNG PHÁP THỬ TRONG PHÊ DUYỆT KIỂU
Road vehicles – Protection of the driver against the steering mechanism in the event of impact – Requirements and test methods in type approval
HÀ NỘI – 2001
Lời nói đầu
TCVN 6920 : 2001 được biên soạn trên cơ sở Quy định ECE 12 – 03/S2. TCVN 6920 : 2001 do Ban kỹ thuật TCVN/TC 22 Phương tiện giao thông đường bộ và Cục đăng kiểm Việt Nam biên soạn. Tổng cục Tiêu chuẩn
Đo lường Chất lượng đề nghị, Bộ Khoa học, Công nghệ và Môi trường ban hành.
1. Phạm vi áp dụng
Tiêu chuẩn này qui định yêu cầu và phương pháp thử trong phê duyệt kiểu phương tiện loại M 1 và N1 có khối lượng cho phép lớn nhất nhỏ hơn 1500kg và phê duyệt kiểu bộ phận điều khiển lái của xe về việc bảo vệ người lái đối với tác động của cơ cấu lái trong trường hợp có va chạm ở phía trước.
Tiêu chuẩn này có thể được áp dụng cho các phương tiện khác với phương tiện được nêu trên theo yêu cầu của nhà sản xuất.
2. Tiêu chuẩn trích dẫn
ISO 4130:1978 Road vehicles – Three-dimensional veference system and fiducial marks – Definitions (Phương tiện giao thông đường bộ – Hệ toạ độ ba chiều và dấu chuẩn – Thuật ngữ và định nghĩa).
ISO 6487:1987. Road vehicles – Measurement techniques in impact test – Intrumentation (Phương tiện giao thông đường bộ – Kỹ thuật đo trong thử nghiệm va chạm – Thiết bị đo ).
ISO 6549:1999. Road vehicles – Procedure for H-and R-point detemination (Phương tiện giao thông đường bộ – Tiến hành xác định điểm H và điểm R).
3. Thuật ngữ và định nghĩa
Các thuật ngữ định nghĩa dưới đây được áp dụng trong tiêu chuẩn này:
3.1 Phê duyệt xe (Approval of a vehicle):Phê duyệt một kiểu xe về việc bảo vệ người lái đối với tác động của cơ cấu lái khi có va chạm.
3.2 Kiểu xe (Vehicle type): Một loại xe không khác nhau về các đặc điểm chính sau:
3.2.1 Xe chạy bằng động cơ đốt trong:
3.2.1.1. Cấu tạo, kích thước, đường nét và các vật liệu cấu thành bộ phận xe phía trước của bộ phận điều khiển lái;
3.2.1.2 Khối lượng xe đảm bảo vận hành được định nghĩa trong 3.18.
3.2.2 Xe chạy bằng động cơ điện:
3.2.2.1. Kích thước, khối lượng và cấu tạo xe. Hình dạng và các vật liệu cấu thành, vị trí các bộ phận của hệ thống đẩy, vị trí ắc quy hay vị trí các phần của bộ ắc quy kéo;
3.2.2.2 Khối lượng xe đảm bảo vận hành được định nghĩa trong 3.18.
3.3 Phê duyệt bộ phận điều khiển lái (Approval of a steering control):Phê duyệt một kiểu bộ phận điều khiển lái về việc bảo vệ người lái đối với tác động của cơ cấu lái trong trường hợp bị va chạm.
3.4. Kiểu bộ phận điều khiển lái (Steering control type):Một loại các thiết bị điều khiển lái không khác nhau về các đặc điểm chính sau:
3.4.1 Cấu tạo, kích thước, các đường nét và các vật liệu cấu thành.
3.5. Bộ phận điều khiển lái (Steering control):Một trang bị, thường là vô lăng lái, mà người lái tác động để lái xe.
3.6. Bộ phận điều khiển lái chung (General steering control): Điều khiển lái có thể lắp cho nhiều hơn một kiểu xe được phê duyệt trong đó sự khác nhau về lắp ghép của bộ phận điều khiển lái với phần trụ lái không ảnh hưởng đến sự thực hiện va chạm của bộ phận điều khiển lái.
3.7 Túi khí (Air bag): Một túi dẻo nạp đầy khí có áp suất và:
3.7.1 Được thiết kế để bảo vệ người lái trong va chạm đối với tác động của bộ phận điều khiển lái.
3.7.2 Được bơm phồng bởi một thiết bị được hoạt động trong trường hợp xe bị va chạm mạnh.
3.8 Vành bộ phận điều khiển lái (Steering control rim): Vành tròn bên ngoài của vô lăng, thường là chỗ nắm tay của người lái để lái xe.
3.9 Nan hoa (Spoke): Thanh nối liền vành bộ phận điều khiển lái với phần tâm.
3.10 Phần tâm (Boss): Một bộ phận của điều khiển lái, thường ở tâm và:
3.10.1 Nối bộ phận điều khiển lái với trục lái.
3.10.2 Truyền mô men quay từ bộ phận điều khiển lái đến trục lái.
3.11 Tâm của phần tâm điều khiển lái (Centre of steering control boss): Một điểm trên bề mặt của phần tâm và nằm trên đường trục của trục lái.
3.12 Mặt phẳng bộ phận điều khiển lái (Plane of the steering control): Trong trường hợp vô lăng lái là mặt phẳng chia đều vành vô lăng giữa người lái và phía trước của xe.
3.13. Trục lái (Steering shaft):Bộ phận truyền mô men quay từ bộ phận điều khiển lái đến hộp cơ cấu lái.
3.14 Trụ lái (Steering column): Vỏ bọc bảo vệ bọc quanh trục lái.
3.15. Cơ cấu lái (Steering mechanism):Một tổ hợp bao gồm bộ phận điều khiển lái, trụ lái, các cụm chi tiết lắp ráp, trục lái, hộp cơ cấu lái và tất cả các bộ phận khác như các bộ phận được thiết kế để hấp thụ năng lượng khi có sự cố va chạm với bộ phận điều khiển lái.
3.16 Khoang hành khách (Passenger compartment): Khoảng không gian dành cho hành khách, giới hạn bởi mái, sàn, vách bên, cửa, kính bên ngoài, vách ngăn phía trước và mặt vách ngăn phía sau hoặc mặt tựa phía sau chỗ ngồi, và nếu cần cả bức vách ngăn khay chứa các blốc đơn của ắc quy xe chạy điện.
3.17. Bộ va đập (Impactor):Gồm một thiết bị cứng hình bán cầu có đường kính 165mm, phù hợp với phụ lục E, điều E.3 của tiêu chuẩn này.
3.18 Khối lượng xe bảo đảm vận hành (Mass of the vehicle in running order):Khối lượng xe không có người, không có hàng nhưng đầy nhiên liệu, chất làm mát, chất bôi trơn và bánh xe dự phòng, các trang thiết bị tiêu chuẩn nếu được nhà sản xuất cung cấp, và các khay ắc quy bao gồm các blốc đơn ắc quy xe chạy điện.
3.19 Blốc đơn (Monobloc): Phần nhỏ nhất của nguồn năng lượng điện kéo.
3.20 ắc quy kéo (Propulsion battery): Tổ hợp các blốc cấu thành nguồn điện năng.
3.21 Khay ắc quy kéo (Propulsion battery tray): Khay chứa một hay nhiều blốc đơn, một chiếc xe có thể không có hoặc bao gồm một hay nhiều khay.
4. Tài liệu kỹ thuật và mẫu thử xin phê duyệt
4.1 Tài liệu kỹ thuật
4.1.1 Tài liệu mô tả chi tiết loại xe về cấu tạo, kích thước, hình dáng và các vật liệu cấu thành bộ phận xe phía trước bộ phận điều khiển lái.
4.1.2 Các bản vẽ có tỉ lệ thích hợp và đủ chi tiết về bộ phận điều khiển lái và việc lắp ráp nó vào thân và khung xe.
4.1.3 Tài liệu mô tả kỹ thuật bộ điều khiển lái.
4.1.4 Tài liệu ghi khối lượng xe bảo đảm vận hành.
4.1.5. Tài liệu mô tả chi tiết loại thiết bị bộ phận điều khiển lái về cấu tạo, kích thước và các vật liệu cấu thành bộ phận điều khiển lái.
4.2 Mẫu thử
4.2.1 Xe mẫu đại diện cho kiểu xe.
4.2.2 Bộ phận điều khiển lái đại diện cho kiểu bộ phận điều khiển lái.
5. Yêu cầu kỹ thuật
5.1. Khi xe không tải, theo chế độ chạy, không có người giả, được thử nghiệm va chạm với một tường chắn ở vận tốc 48,3 km/h (30mph), phần trên của trụ lái và trục lái không được di chuyển về phía sau, ngang và song song với trục dọc của xe, một mức lớn hơn 12,7 cm và cũng không lớn hơn 12,7 cm theo chiều thẳng đứng hướng lên trên, cả hai kích thước được xem như tương quan đến một điểm của xe không bị ảnh hưởng bởi va chạm((3)).
5.1.1. Trong trường hợp xe chạy bằng động cơ điện, việc thử nghiệm va chạm mô tả trong 5.1 phải được tiến hành với công tắc điều khiển ắc quy đẩy ở vị trí ON. Ngoài ra các yêu cầu sau phải được thoả mãn trong và sau khi thử nghiệm.
5.1.1.1 Các blốc đơn phải được cố định ở các vị trí của chúng.
5.1.1.2. Không có chất điện li lỏng nào rò rỉ vào khoang hành khách. Cho phép có sự rò rỉ hạn chế ra phía ngoài xe, nhưng sự rò rỉ xảy ra trong giờ đầu tiên sau khi thử nghiệm không lớn hơn 7% tổng số chất điện li lỏng ở ắc quy kéo.
5.2. Khi người giả bị va đập bởi bộ phận điều khiển lái ở vận tốc tương đối 24,1km/h (15mph) lực tác động lên người giả bởi điều khiển lái không được lớn hơn 1,111 daN.
5.3 Khi bộ phận điều khiển lái bị va đập bởi bộ va đập ở vận tốc tương đối 24,1 km/h, theo quy trình ở phụ lục E, sự giảm tốc độ va chạm không lớn hơn 80 g sau hơn 3 mi li giây. Sự giảm tốc độ phải luôn nhỏ hơn 120 g với cấp tần số kênh 600 Hz.
5.4 Bộ phận điều khiển lái phải được thiết kế, cấu tạo và lắp ráp sao cho:
(3) Xem phụ lục C, điều C.3.1
5.4.1. Trước khi thử nghiệm va chạm được mô tả trong điều 5.2 và 5.3, không có bộ phận nào của bề mặt bộ phận điều khiển lái hướng trực tiếp đến người lái, khi có thể tiếp xúc với một quả cầu đường kính 165 mm, các cạnh gồ ghề hoặc sắc nhọn hiện diện với bán kính cong nhỏ hơn 2,5 mm.
5.4.1.1 Sau khi thử nghiệm va chạm mô tả trong điều 5.2. và 5.3, bộ phận của mặt bộ phận điều khiển lái hướng trực tiếp đến người lái không được có các cạnh sắc nhọn hay gồ ghề để làm tăng nguy hiểm hay thương tích nặng cho người lái. Không quan tâm đến các vết nứt, gãy bề mặt nhỏ;
5.4.1.2. Trong trường hợp phần nhô ra gồm có thành phần làm bằng vật liệu không cứng có độ cứng nhỏ hơn 50 shore A được gắn trên giá đỡ cứng, yêu cầu của 5.4.1.1. sẽ chỉ áp dụng đối với giá đỡ cứng.
5.4.2. Bộ phận điều khiển lái phải được thiết kế, cấu tạo và lắp ráp để không có các phần cấu thành hay các phụ tùng, bao gồm điều khiển còi và các phụ tùng lắp ráp, có khả năng gây vướng cho quần áo hay đồ trang sức của người lái khi lái bình thường.
5.4.3. Trong trường hợp các bộ phận điều khiển lái không phải là bộ phận của trang bị nguyên gốc chúng cần phải thoả mãn đặc điểm kỹ thuật khi thử nghiệm theo phụ lục D, điều D.2.1.3 và phụ lục E, điều E.2.3.
5.4.4 Trong trường hợp các bộ phận điều khiển lái chung, các yêu cầu cần phải thoả mãn là:
5.4.4.1. Giá trị đầy đủ của góc trụ lái, nghĩa là việc thử nghiệm sẽ được tiến hành ít nhất đối với giá trị các góc trụ lái cực đại và cực tiểu đối với các loại xe xin phê duyệt lắp những bộ phận điều khiển lái này.
5.4.4.2 Giá trị đầy đủ của va chạm có thể xảy ra và vị trí khối vật thể liên quan với bộ phận điều khiển lái, nghĩa là việc thử nghiệm sẽ được thực hiện ít nhất đối với vị trí trung bình đối với các loại xe xin phê duyệt lắp những bộ phận điều khiển lái này. Trụ lái được sử dụng ở đây sẽ là loại tương ứng với các điều kiện xấu nhất.
5.4.5 Khi sử dụng các đầu nối (adapter) để làm cho một loại bộ phận điều khiển lái loại đơn thích hợp với một giá trị của trụ lái, và với các đầu nối này các đặc trưng hấp thụ năng lượng của hệ thống là không đổi thì tất cả các việc thử nghiệm có thể tiến hành với một loại đầu nối.
6. Phương pháp thử
6.1 Việc tuân theo các yêu cầu ở điều 5 phải được thử nghiệm theo các phương pháp trình bầy ở trong phụ lục C, D và E. Tất cả các phép đo phải được thực hiện trên cơ sở ISO 6487:1987.
6.2. Tuy nhiên các thử nghiệm khác có thể được phép thực hiện với sự chấp thuận của cơ quan có thẩm quyền phê duyệt khi có thể chứng minh được tính tương đương. Trong trường hợp như vậy phải đính kèm với tài liệu phê duyệt một bản báo cáo mô tả phương pháp sử dụng và các kết quả thu được.
7. Sự phù hợp của sản xuất
Mỗi xe hay bộ phận điều khiển lái được phê duyệt theo tiêu chuẩn này phải được sản xuất phù hợp với kiểu được công nhận bằng cách đáp ứng các yêu cầu được nêu ra trong điều 5 và 6.
8. Chỉ dẫn
Trong trường hợp một loại bộ phận điều khiển lái được cung cấp riêng biệt với xe, các chỉ dẫn lắp ráp và bao gói phải trình bầy rõ ràng về loại xe mà bộ phận điều khiển lái sẽ được sử dụng.
PHỤ LỤC A – PHỤ LỤC A.1
(tham khảo)
(Ví dụ tham khảo về thông báo phê duyệt kiểu của các nước tham gia Hiệp định 1958, ECE, Liên hiệp quốc. Chữ E trong vòng tròn tượng trưng cho việc phê duyệt kiểu của các nước này)
(Khổ lớn nhất: A4 (210×297))
Thông báo
về việc: (2) Cấp phê duyệt
Không cấp phê duyệt Cấp phê duyệt mở rộng Thu hồi phê duyệt
Chấm dứt sản xuất
của mỗi kiểu xe về việc bảo vệ người lái đối với tác động của cơ cấu lái trong trường hợp bị va chạm theo Qui định ECE 12
Phê duyệt số ………………………………………..Phê duyệt mở rộng số ……………………………………
1 Tên hoặc nhãn hiệu thương mại của xe ………………………………………………………………………….…….
2 Kiểu xe ………………………………………………………………………………………………………………………..……
3 Tên và địa chỉ của nhà sản xuất …………………………………………………………………….. ……………..……
4 Tên và địa chỉ của đại diện nhà sản xuất (nếu có) …………………………………………………………..………
………………………………………………………………………………………………………………………………….………….
5 Mô tả tóm tắt thiết bị lái và các bộ phận của xe liên quan đến việc bảo vệ người lái đối với tác động của cơ cấu lái trong trường hợp bị va chạm ………………………………………………………………………
6 Khối lượng xe khi thử nghiệm…………………………………………………………………………………………….
Trục trước: ……………………………………………………………………………………………………………… Trục sau: ………………………………………………………………………………………………………………… Tổng: ……………………………………………………………………………………………………………………..
7 Xe được đệ trình để phê duyệt về ……………………………………………………………………………………..
8 Phòng thử nghiệm thực hiện thử để phê duyệt…………………………………..……………………………..
…………………………………………………………………………………………………………………………………….…….
9 Ngày lập biên bản thử nghiệm ………………………………………………………………………………..…………
10 Biên bản thử nghiệm số…………………………………………………………………………………………………….
![]() 11 Cấp/ cấp mở rộng/ không cấp/ thu hồi phê duyệt (2)……………………………………………………….……..
11 Cấp/ cấp mở rộng/ không cấp/ thu hồi phê duyệt (2)……………………………………………………….……..
12. Vị trí của dấu phê duyệt trên xe ………………………………………………………………………….…………..
…………………………………………………………………………………………………………….. …………………………
13 Nơi cấp ………………………………………………………………………………………………………………….…….
14 Ngày cấp ……………………………………………………………………………………………………………….…….
15 Ký tên …………………………………………………………………………………………………………………….…….
16.Kèm theo thông báo này là bảng kê các tài liệu trong hồ sơ phê duyệt đặt tại cơ quan có thẩm quyền phê duyệt đã phát phê duyệt và có thể lấy được khi có yêu cầu.
Chú thích – (1) Số phân biệt quốc gia đã cấp/ cấp mở rộng/ không cấp/ thu hồi phê duyệt (xem các điều khoản phê duyệt trong Qui định ECE12).
(2) Gạch bỏ các mục không áp dụng.
PHỤ LỤC A – PHỤ LỤC A.2
(tham khảo)
(Ví dụ tham khảo về thông báo phê duyệt kiểu của các nước tham gia Hiệp định 1958, ECE, Liên hiệp quốc. Chữ E trong vòng tròn tượng trưng cho việc phê duyệt kiểu của các nước này)
(Khổ lớn nhất: A4 (210×297))
Thông báo
về việc: (2) Cấp phê duyệt
Không cấp phê duyệt Cấp phê duyệt mở rộng Thu hồi phê duyệt
Chấm dứt sản xuất của mỗi kiểu bộ phận điều khiển lái về việc bảo vệ người lái đối với tác động của cơ cấu lái trong trường hợp bị va chạm theo phần tương ứng của Qui định ECE 12.
Phê duyệt số ………………………………………..Phê duyệt mở rộng số ……………………………………
1 Tên hoặc nhãn hiệu thương mại của bộ phận điều khiển lái…………………………………………………..
2 Tên và địa chỉ của nhà sản xuất …………………………………………………………………….. ……………….
3 Tên và địa chỉ của đại diện nhà sản xuất ( nếu có ) …………………………………………………………….
………………………………………………………………………………………………………………………………….………..
4 Loại xe được lắp bộ phận điều khiển lái……………………………………………………………………………..
5 Mô tả tóm tắt thiết bị lái và các bộ phận liên quan đến việc bảo vệ người lái đối với tác động của cơ
cấu lái trong trường hợp bị va chạm ………………………………………………………………………………….
6 Bộ phận điều khiển lái được đệ trình để phê duyệt về ………………………………………………………….
7 Phòng thử nghiệm thực hiện thử để phê duyệt ………………………………….……………………………
……………………………………………………………………………………………………………………………………..
8 Ngày lập biên bản thử nghiệm ………………………………………………………………………………..……………
9 Biên bản thử nghiệm số ………………………………………………………………………………….………………..
![]() 10 Cấp/ cấp mở rộng/ không cấp/ thu hồi phê duyệt (2)……………………………………………………….……….
10 Cấp/ cấp mở rộng/ không cấp/ thu hồi phê duyệt (2)……………………………………………………….……….
11 Vị trí của dấu phê duyệt trên xe ………………………………………………………………………….…………….
…………………………………………………………………………………………………………….. …………………………..
12 Nơi cấp ……………………………………………………………………………………………………………………
13 Ngày cấp …………………………………………………………………………………………………………………
14 Ký tên ………………………………………………………………………………………………………………………
15. Kèm theo thông báo này là bảng kê các tài liệu trong hồ sơ phê duyệt đặt tại cơ quan có thẩm quyền phê duyệt đã phát phê duyệt và có thể lấy được khi có yêu cầu.
Chú thích – (1) Số phân biệt quốc gia đã cấp/ cấp mở rộng/ không cấp/ thu hồi phê duyệt (xem các điều khoản phê duyệt trong Qui định ECE12).
(2) Xóa bỏ các điều không áp dụng.
PHỤ LỤC B
(tham khảo)
(Ví dụ tham khảo về bố trí các dấu phê duyệt kiểu của các nước tham gia
Hiệp định 1958, ECE, Liên hiệp quốc) Mẫu A
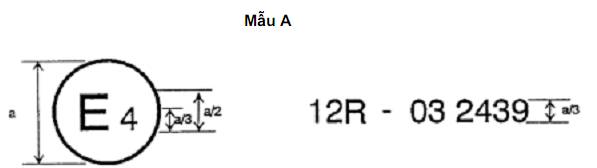
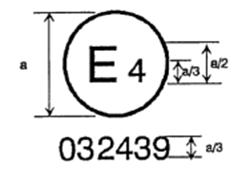
a nhỏ nhất bằng 8 mm
Dấu phê duyệt được gắn vào xe chỉ rõ kiểu xe này đã được phê duyệt về việc bảo vệ người lái đối với tác động của cơ cấu lái trong trường hợp bị va chạm ở Hà lan (E 4) theo Qui định số 12. Số phê duyệt
cho biết phê duyệt được cấp phù hợp với các yêu cầu của Qui định số 12 đã bao gồm 03 bản sửa đổi.
Mẫu B
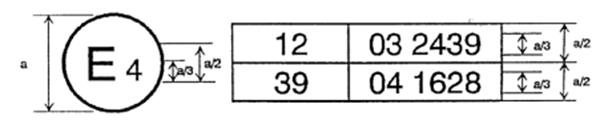
a nhỏ nhất bằng 8 mm
Dấu phê duyệt ở trên được gắn vào xe chỉ rõ kiểu xe này đã được phê duyệt ở Hà lan (E 4) theo Qui định số 12 và 39 (*) Các số phê duyệt chỉ rõ ngày mà phê duyệt tương ứng đã được cấp, Qui định số 12 đã bao gồm 03 bản sửa đổi và Qui định số 39 đã bao gồm 04 bản sửa đổi.
Chú thích – (*)Số thứ hai được đưa ra đơn thuần là một ví dụ.
Mẫu C
a nhỏ nhất bằng 8 mm
Dấu phê duyệt ở trên được gắn vào bộ phận điều khiển lái chỉ rõ loại bộ phận điều khiển lái này đã được phê duyệt về việc bảo vệ người lái đối với tác động của cơ cấu lái trong trường hợp bị va chạm ở
Hà lan (E 4) theo phần tương ứng của Qui định số 12 đã bao gồm 03 bản sửa đổi.
PHỤ LỤC C
(qui định)
THỬ NGHIỆM VA CHẠM PHÍA TRƯỚC VÀO MỘT TƯỜNG CHẮN
C.1 Mục đích
Mục đích của thử nghiệm này là xác minh việc xe có thoả mãn các yêu cầu nêu trong 5.1 của tiêu chuẩn này.
C.2 Lắp đặt, quy trình và các thiết bị đo.
C.2.1 Mặt bằng thử nghiệm
Khu vực thử nghiệm phải đủ lớn để chứa đường chạy, tường chắn và lắp đặt trang bị kỹ thuật cần thiết cho việc thử nghiệm. Phần cuối của con đường, ít nhất 5 m trước tường chắn phải ngang bằng, phẳng và mịn (độ dốc nhỏ hơn 3% trên một mét chiều dài).
C.2.2. Tường chắn
Tường chắn phải bao gồm một khối bê tông chịu lực chiều rộng về phía trước không nhỏ hơn 3m và chiều cao không nhỏ hơn 1,5 m. Tường chắn phải đủ dày để có trọng lượng ít nhất là 70 tấn. Mặt trước phải phẳng, thẳng đứng và thẳng góc với trục của đường chạy. Tường chắn phải được phủ bằng các tấm ván ép còn tốt, dày 19 1 mm. Có thể kết cấu một tấm thép có độ dày ít nhất là 25mm ở giữa tấm ván ép và tường chắn. Có thể sử dụng tường chắn có các đặc điểm khác, với điều kiện là diện tích bề mặt va chạm phải lớn hơn diện tích đâm phía trước của xe được thử nghiệm và mang lại các kết quả tương đương.
C.2.3 Lực đẩy xe
Vào thời điểm va chạm xe phải không còn bị tác động của thiết bị đẩy hay lái nào. Nó phải đi đến vật chướng ngại theo lộ trình thẳng góc với tường va chạm, sai số thẳng hàng lớn nhất cho phép giữa đường thẳng đứng ở giữa của phía trước xe và đường thẳng đứng ở giữa của tường chắn là 30 cm.
C.2.4 Tình trạng xe
C.2.4.1. Để thử nghiệm, xe được lắp ráp tất cả các bộ phận và thiết bị thông dụng ở khối lượng không tải hoặc ở điều kiện thoả mãn yêu cầu này tới mức các bộ phận và thiết bị liên quan đến khoang hành khách và sự phân bố khối lượng xe thành một khối theo chế độ chạy là có liên quan.
Theo yêu cầu của nhà sản xuất, trái với điều 5.1 của tiêu chuẩn này, việc thử nghiệm có thể tiến hành với người giả, miễn là chúng không cản trở sự dịch chuyển của cơ cấu lái. Khối lượng người giả này sẽ không được tính vào mục đích thử nghiệm.
C.2.4.2 Nếu xe được chạy bởi các phương tiện bên ngoài, hệ thống cấp nhiên liệu phải được rót ít nhất 90% dung tích của nó bằng một chất lỏng không dễ cháy có tỉ khối giữa 0,7 và 1. Tất cả các hệ thống khác (các bình chứa dầu phanh, tản nhiệt.v.v.) có thể rỗng.
C.2.4.3. Nếu xe được chạy bởi động cơ của nó, bình nhiên liệu ít nhất phải đầy 90%. Tất cả các bình chứa khác phải đầy theo dung tích.
Nếu nhà sản xuất yêu cầu và cơ quan có thẩm quyền chấp thuận, nhiên liệu nạp cho động cơ có thể được cung cấp từ một bình phụ có dung tích nhỏ. Trong trường hợp như vậy bình nhiên liệu phải được để rót đầy không ít hơn 90% dung tích của nó bằng một chất lỏng không dễ cháy có tỉ khối trong khoảng 0,7 và 1.
C.2.4.4 Nếu nhà sản xuất yêu cầu, cơ quan có thẩm quyền chịu trách nhiệm tiến hành thử nghiệm có thể cho phép xe tương tự để dùng cho các thử nghiệm theo các quy định khác (bao gồm các thử nghiệm có thể ảnh hưởng đến cấu tạo của xe) được dùng cho các thử nghiệm theo tiêu chuẩn này.
C.2.5 Tốc độ va chạm
Tốc độ va chạm thay đổi trong khoảng 48.3 km/ h và 53.1 km/h. Tuy nhiên nếu việc thử nghiệm được tiến hành ở tốc độ va chạm cao hơn và xe thoả mãn các yêu cầu đặt ra, việc thử nghiệm sẽ được xem là thoả mãn.
C.2.6 Các thiết bị đo
Thiết bị dùng để đo tốc độ theo C.2.5 trên phải có độ chính xác 1%.
C.3 Các kết quả
C.3.1. Để xác định sự chuyển động lên trên và về phía sau của điều khiển lái, phải đo1/, trong lúc va chạm, các thay đổi về khoảng cách được đo theo phương nằm ngang2/, theo phương song song với trục dọc xe và theo phương thẳng đứng vuông góc với trục – giữa phần trên của trụ lái (và trục lái) và một điểm trên xe không bị ảnh hưởng bởi va chạm. Giá trị thay đổi lớn nhất đo được phải lấy từ các di chuyển phương lên trên và về phía sau.
C.3.2 Sau thử nghiệm, các hư hỏng của xe phải được mô tả bằng văn bản và có ít nhất một ảnh chụp các hình sau của xe:
C.3.2.1 Các mặt bên (Phải và trái).
C.3.2.2 Phía trước.
C.3.2.3 Phía dưới.
C.3.2.4 Các khu vực bị ảnh hưởng phía trong khoang hành khách.
C.4 Các hệ số hiệu chỉnh
C.4.1 Ký hiệu
V là tốc độ đo được tính bằng km/h;
m0 là khối lượng mẫu gốc ở trạng thái được xác định theo C.2.4 của phụ lục này;
m1 là khối lượng mẫu gốc cùng với thiết bị;
D0 là các thay đổi về khoảng cách đo được khi va chạm theo điều C.3.1 của phụ lục này;
D1 là các thay đổi về khoảng cách được sử dụng để xác định các kết quả thử nghiệm;
K1 = giá trị lớn hơn ![]()
K 2 = giá trị lớn hơn ![]() và 0,8
và 0,8
C.4.2 Thay đổi
D1 đã hiệu chỉnh dùng để kiểm tra sự phù hợp của mẫu gốc theo các yêu cầu của tiêu
chuẩn này được tính theo công thức sau:
D1 = D0 xK1 x K 2
C.4.3. Thử nghiệm va chạm phía trước với tường chắn là không cần thiết trong trường hợp xe là y hệt mẫu gốc xem xét về các đặc trưng được nêu trong điều 3.2 của tiêu chuẩn này nhưng khối lượng m1của nó lớn hơn m0 , nếu m1 không lớn hơn 1,25 m0 và nếu thay đổi D2 hiệu chỉnh thu được từ D1 theo công thức ![]() thì xe mới thoả mãn các yêu cầu trong điều 5 của tiêu chuẩn này.
thì xe mới thoả mãn các yêu cầu trong điều 5 của tiêu chuẩn này.
C.5 Quy trình tương đương
C.5.1 Các phương pháp thử nghiệm khác có thể được phép lựa chọn khi cơ quan có thẩm quyền chấp thuận với điều kiện có thể chứng minh sự tương đương. Một bản báo cáo về phương pháp sử dụng và các kết quả thu được hay lý do không tiến hành thử nghiệm phải được đính kèm vào tài liệu phê duyệt.
C.5.2 Trách nhiệm chứng minh sự tương đương của phương pháp lựa chọn thuộc về nhà sản xuất hay đại diện của nhà sản xuất mong muốn sử dụng phương pháp như vậy.
1/ Sự ghi này có thể được thay bằng các phép đo cực đại.
2/ Chuyển động nằm ngang là so với khoang hành khách khi xe không chuyển động trước thử nghiệm mà không phải theo khoảng cách khi xe chuyển động so với mặt đất và theo hướng thắng đứng là thẳng góc với mặt ngang và hướng lên trên.
PHỤ LỤC D
(qui định)
THỬ NGHIỆM VỚI NGƯỜI GIẢ
D.1. Mục đích
Mục đích của thử nghiệm này là kiểm tra sự đáp ứng của xe với các yêu cầu trong điều 5.2 của tiêu chuẩn này.
D.2. Lắp đặt, quy trình và dụng cụ đo
D.2.1 Lắp đặt bộ phận điều khiển lái
D.2.1.1. Bộ phận điều khiển lái phải được đặt ở phần trước của xe bằng cách cắt ngang người giả ở mặt các ghế phía trước và có thể loại bỏ mái, kính chắn gió, cửa. Phần này phải được cố định cứng vào ghế thử nghiệm, nhờ vậy mà nó không bị dịch chuyển dưới tác động của người giả.
Dung sai về góc lắp đặt bộ phận điều khiển lái phải trong phạm vi 20 so với góc thiết kế.
D.2.1.2 Tuy nhiên, theo yêu cầu của nhà sản xuất và với sự chấp thuận của cơ quan có thẩm quyền, bộ phận điều khiển lái có thể được lắp đặt trên một khung mô phỏng sự lắp đặt của cơ cấu lái, với điều kiện khi so sánh cụm “phần thân trước /cơ cấu lái” thực tế, cụm “khung /cơ cấu lái” có:
D.2.1.2.1 Cùng sơ đồ bố trí hình học.
D.2.1.2.2 Độ cứng vững lớn hơn.
D.2.1.3 Lắp đặt bộ phận điều khiển lái khi chỉ xin phê duyệt bộ phận điều khiển lái. Bộ phận điều khiển lái được thử nghiệm hoàn toàn sẵn sàng. Bộ phận điều khiển lái này phải có một khoảng bẻ gập tối thiểu 100 mm giữa điều khiển lái và ghế thử nghiệm. Trục lái phải được gắn chắc vào ghế thử nghiệm để trục lái không bị dịch chuyển dưới tác động (xem hình 2).
D.2.2 Lắp đặt cơ cấu lái cho các thử nghiệm
D.2.2.1 Trong lần thử nghiệm đầu tiên, bộ phận điều khiển lái phải được xoay đi sao cho thanh nan hoa cứng nhất của nó vuông góc với điểm tiếp xúc với người giả; Nếu bộ phận điều khiển lái là loại vô lăng lái, thử nghiệm phải được lặp lại với phần mềm dẻo nhất của vô lăng lái vuông góc với điểm tiếp xúc ấy. Trong trường hợp bộ phận điều khiển lái điều chỉnh được, cả hai thử nghiệm phải được tiến hành với vô lăng được điều chỉnh ở vị trí giữa.
D.2.2.2.Nếu xe được trang bị một thiết bị để điều chỉnh độ nghiêng và vị trí của vô lăng lái, thử nghiệm được thực hiện với vô lăng lái ở vị trí sử dụng bình thường do nhà sản xuất quy định và được phòng thí nghiệm xem xét như là một đại diện của quan điểm hấp thụ năng lượng.
D.2.2.3 Nếu bộ phận điều khiển lái được trang bị túi khí lắp trong vô lăng lái, thử nghiệm này phải được thực hiện với túi khí được thổi phồng. Theo yêu cầu của nhà sản xuất và chấp thuận của cơ quan có thẩm quyền phê duyệt, thử nghiệm có thể được thực hiện không cần túi khí được thổi phồng.
D.2.3 Người giả
Người giả phải có hình dạng, kích thước, khối lượng và đặc điểm được nêu trong phần phụ bản cho phụ lục này.
D.2.4 Đo các lực
D.2.4.1 Phép đo phải được thực hiện với lực lớn nhất, tác dụng theo phương nằm ngang và song song với trục dọc của xe, được đặt vào người giả do kết quả của tác động va đập vào bộ phận điều khiển lái.
D.2.4.2 Lực này có thể được đo trực tiếp hay gián tiếp hoặc có thể được tính toán từ các giá trị được ghi lại trong khi thử nghiệm.
D.2.5 Sự đẩy người giả
D.2.5.1 Bất kỳ phương pháp đẩy nào cũng có thể được sử dụng, với điều kiện khi người giả va đập vào bộ phận điều khiển lái nó hoàn toàn không bị bất kỳ ràng buộc nào với thiết bị đẩy. Người giả đập vào bộ phận điều khiển lái theo một quỹ đạo gần thẳng song song với trục dọc của xe.
D.2.5.2 Điểm H của người giả, được chỉ ra bởi một dấu đặc biệt, sẽ được điều chỉnh đến mức mà trước tác động nó nằm trong mặt phẳng nằm ngang đi qua điểm R được chỉ ra bởi nhà sản xuất xe.
D.2.6 Tốc độ
Người giả va đập vào điều khiển lái ở một tốc độ 24,1km/h + (15m/ph + ). Tuy nhiên, nếu thử nghiệm này đã được thực hiện ở một tốc độ va đập cao hơn và điều khiển này đã đáp ứng được các yêu cầu đặt ra ở dưới, sự thử nghiệm được xem là thoả mãn.
D.2.7 Các dụng cụ đo lường
D.2.7.1. Dụng cụ được sử dụng để ghi lại các thông số được tham khảo trong điều 5.2 của tiêu chuẩn có thể thực hiện phép đo với độ chính xác như sau:
D.2.7.1.1. Tốc độ của người giả: Trong khoảng 2%.
D.2.7.1.2 Thời gian ghi:Trong khoảng 1/1000 giây.
D.2.7.1.3. Lúc bắt đầu va đập (điểm 0) lúc này tiếp xúc đầu tiên của người giả vào điều khiển lái được nhận ra trên các bản ghi và phim được dùng để phân tích các kết quả thử nghiệm.
D.2.7.1.4 Đo lực
Dụng cụ đo được sử dụng sẽ phải phù hợp với tiêu chuẩn ISO 6487:1987 trừ khi có yêu cầu khác được xác định rõ trong tiêu chuẩn này.
D.2.7.1.4.1 Với các bộ chuyển đổi tải trọng được cài vào hệ thống lái:
Cấp biên độ của kênh là 1.960 daN (2000 kg) và cấp tần số của kênh là 600.
D.2.7.1.4.2. Với các đồng hồ đo gia tốc hoặc các bộ chuyển đổi tải trọng được cài vào người giả: Hai đồng hồ đo gia tốc một hướng duy nhất được đặt đối xứng trong mặt phẳng nằm ngang qua trọng tâm của người giả. Cấp biên độ của kênh là 60g và cấp tần số của kênh là 180. Các phương pháp khác về số lượng và vị trí các đồng hồ đo gia tốc được chấp nhận, như việc chia thiết bị thử nghiệm thành các bộ phận riêng lẻ ở trọng tâm của đồng hồ được đặt để đo gia tốc theo phương nằm ngang và song song với trục dọc của xe.
Hợp lực sẽ là lực tương ứng với giá trị lớn nhất của tổng các lực được tính toán hoặc được đo trực tiếp cho mỗi bộ phận của người giả.
D.2.8 Nhiệt độ xung quanh: Được ổn định ở 200C 50C.
D.3 Kết quả
D.3.1 Sau khi thử nghiệm, các hư hỏng mà cơ cấu lái chịu đựng được được xác định và mô tả trong một báo cáo bằng văn bản; kèm theo ít nhất một ảnh chụp mặt bên và một ảnh chụp từ phía trước của vùng “Điều khiển lái/ trụ lái/ bảng dụng cụ”.
D.3.2 Giá trị lớn nhất của lực sẽ được đo hoặc tính toán như được chỉ dẫn trong điều D.2.4.
PHỤ LỤC D – PHỤ LỤC D.1
(qui định)
Người giả
(Khối lượng: 34 – 36kg. Khối người giả 50%)
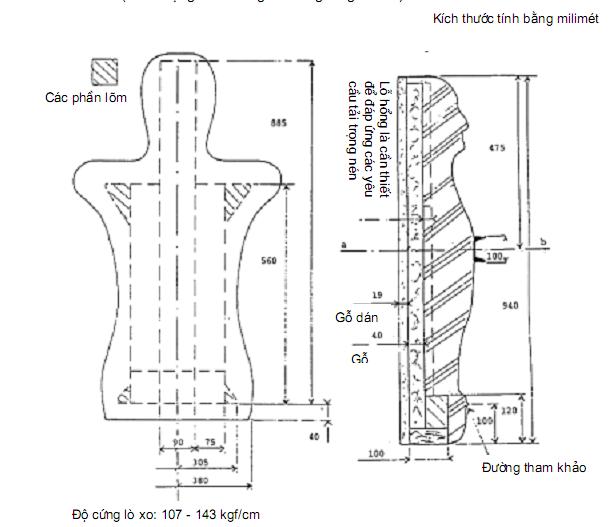
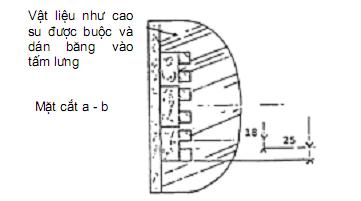
Phần ngực được chất tải với một dầm 100mm như trình bầy, đặt vuông góc 900 với trục dọc của người giả và song song với tấm lưng. Tải trọng được đo khi dầm đã dịch chuyển 12,7 mm vào người giả.
PHỤ LỤC E
(qui định)
THỬ NGHIỆM MẪU ĐẦU
E.1. Mục đích
Mục đích của thử nghiệm này là thử nghiệm sự đáp ứng của bộ phận điều khiển lái với các yêu cầu trong điều 5.3 của tiêu chuẩn này.
E.2 Lắp đặt, quy trình và dụng cụ đo
E.2.1 Quy định chung
E.2.1.1 Bộ phận điều khiển lái được thử nghiệm hoàn toàn sẵn sàng.
E.2.1.2 Nếu bộ phận điều khiển lái được trang bị túi khí lắp trong vô lăng lái, thử nghiệm này phải được thực hiện với túi khí được thổi phồng. Theo yêu cầu của nhà sản xuất và chấp thuận của cơ quan có thẩm quyền phê duyệt, thử nghiệm có thể được thực hiện không cần túi khí được thổi phồng.
E.2.2. Lắp đặt bộ phận điều khiển lái khi yêu cầu phê duyệt bộ phận điều khiển lái liên quan đến phê duyệt xe
E.2.2.1. Bộ phận điều khiển lái phải được đặt ở phần trước của xe bằng cách cắt ngang người giả ở mặt các ghế phía trước và có thể loại bỏ mái, kính chắn gió, cửa.
Phần này phải được cố định cứng vào ghế thử nghiệm, nhờ vậy mà nó không bị dịch chuyển dưới tác động của mẫu đầu.
Dung sai về góc lắp đặt bộ phận điều khiển lái phải trong phạm vi 20 so với góc thiết kế.
E.2.2.2 Tuy nhiên, theo yêu cầu của nhà sản xuất và với sự chấp thuận của cơ quan có thẩm quyền, bộ phận điều khiển lái có thể được lắp đặt trên một khung mô phỏng sự lắp đặt của cơ cấu lái, với điều kiện khi so sánh cụm “phần thân trước /cơ cấu lái” thực tế, cụm “khung /cơ cấu lái” có:
E.2.2.2.1 Cùng sơ đồ bố trí hình học;
E.2.2.2.2 Độ cứng vững lớn hơn.
E.2.3 Lắp đặt bộ phận điều khiển lái khi chỉ yêu cầu phê duyệt bộ phận điều khiển lái
Bộ phận điều khiển lái được thử nghiệm hoàn toàn. Bộ phận điều khiển lái này phải có một khoảng bẻ gập tối thiểu 100 mm giữa điều khiển lái và ghế thử nghiệm. Trục lái phải được gắn chắc vào ghế thử nghiệm để trục lái không bị dịch chuyển khi va chạm (xem hình 1).
E.2.3.1. Tuy nhiên, theo yêu cầu của nhà sản xuất, thử nghiệm có thể được thực hiện theo các điều kiện được xác định rõ trong điều E.2.2. Trong trường hợp này sự phê duyệt sẽ chỉ có hiệu lực đối với các loại xe xác định.
E.3 Thiết bị thử nghiệm
E.3.1. Thiết bị bao gồm một đường dẫn vật va chạm đầy đủ, cứng, với khối lượng 6,8 kg. Bề mặt va chạm của nó là có hình bán cầu với đường kính 165mm.
E.3.2 Mẫu đầu sẽ được cố định với hai đồng hồ đo gia tốc và một thiết bị đo tốc độ, tất cả có khả năng đo được các giá trị trong chiều va chạm.
E.3.3 Các dụng cụ đo
E.3.3.1 Các dụng cụ đo được sử dụng sẽ phải phù hợp với tiêu chuẩn ISO 6487: 1987. Ngoài ra, chúng phải có các đặc điểm sau:
E.3.3.2 Gia tốc
Cấp biên độ của kênh 150g CAC; Cấp tần số của kênh 600 Hz CFC.
E.3.3.3 Tốc độ
Độ chính xác trong khoảng 1%.
E.3.3.4 Thời gian ghi.
Dụng cụ đo phải có khả năng ghi được tác động trong suốt quá trình xảy ra và kết quả được ghi với độ chính xác tới 1/1000 trong một giây. Lúc bắt đầu va đập tại thời điểm tiếp xúc đầu tiên vật va đập với điều khiển lái sẽ được ghi trên các bản ghi dùng để phân tích thử nghiệm.
E.4 Quy trình thử nghiệm
E.4.1 Mặt phẳng của bộ phận điều khiển lái phải được bố trí vuông góc với phương va chạm.
E.4.2. Một giá trị lớn nhất trong bốn vị trí và một giá trị nhỏ nhất trong ba vị trí trên mỗi bộ phận điều khiển lái loại vô lăng lái được va chạm. Một bộ phận điều khiển lái mới được sử dụng cho mỗi va chạm.ở các va chạm kế tiếp trục của bộ va đập thẳng hàng với một trong các điểm sau đây:
E.4.2.1 Tâm của phần tâm bộ phận điều khiển lái;
E.4.2.2 Chỗ nối của nan hoa cứng nhất hay chịu đựng nhất với gờ bên trong của vành điều khiển lái;
E.4.2.3 Điểm giữa của vùng không có nan hoa ngắn nhất của vành bộ phận điều khiển lái mà khi bị mẫu đầu va vào;
E.4.2.4 Theo quy định của cơ quan có thẩm quyền phê duyệt kiểu, vị trí “trường hợp xấu nhất” trên bộ phận điều khiển lái.
E.4.3. Bộ va đập va chạm vào bộ phận điều khiển lái ở vận tốc 24,1 km/h; vận tốc này phải đạt được hoặc bằng năng lượng đẩy hoặc bằng việc sử dụng một thiết bị đẩy.
E.5 Các kết quả
E.5.1. Trong các thử nghiệm được thực hiện theo các quy trình, độ giảm tốc của bộ va đập là giá trị trung bình đồng thời của các số đọc ở hai đồng hồ đo giảm tốc.
E.6 Các quy trình tương đương
Các thử nghiệm khác có thể đựơc phép lựa chọn theo đề nghị của cơ quan có thẩm quyền phê duyệt với điều kiện có thể chứng minh sự tương đương. Một bản báo cáo về phương pháp sử dụng và các kết quả thu được phải được đính kèm với tài liệu phê duyệt;
Trách nhiệm chứng minh sự tương đương của phương pháp lựa chọn thuộc về nhà sản xuất hay người đại diện nhà sản xuất mong muốn sử dụng phương pháp như vậy.
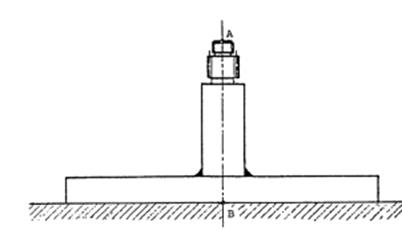
Hình 1a – Gá thử nghiệm
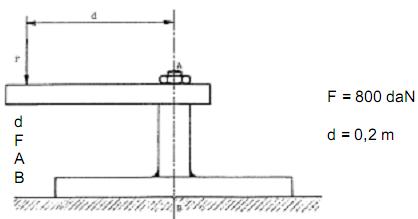
Dưới một tải trọng 800 daN tạo ra một ngẫu lực 160m.daN quanh điểm “B”, chuyển vị theo bất kỳ phương nào của điểm “A” sẽ phải thấp hơn 2mm.
PHỤ LỤC F
(qui định)
QUI TRÌNH ĐỂ XÁC ĐỊNH ĐIỂM “H ” VÀ GÓC THỰC TẾ CỦA NGƯỜI GIẢ CHO CÁC VỊ TRÍ NGỒI TRONG XE
F.1 Mục đích
Quy trình được mô tả trong phụ lục này được sử dụng để thiết lập vị trí điểm “H” và góc thực tế của người giả cho một hay vài vị trí ngồi trong một xe và thử nghiệm lại mối quan hệ của dữ liệu đo được với số liệu thiết kế do nhà sản xuất cung cấp1/.
F.2 Định nghĩa
áp dụng cho phụ lục này:
F.2.1 “Dữ liệu tham khảo” là một hay vài đặc điểm dưới đây của một vị trí chỗ ngồi:
F.2.1.1 Điểm “H”, điểm “R” và mối quan hệ của chúng;
F.2.1.1 Góc thực của người giả, góc thiết kế của người giả và mối quan hệ của chúng.
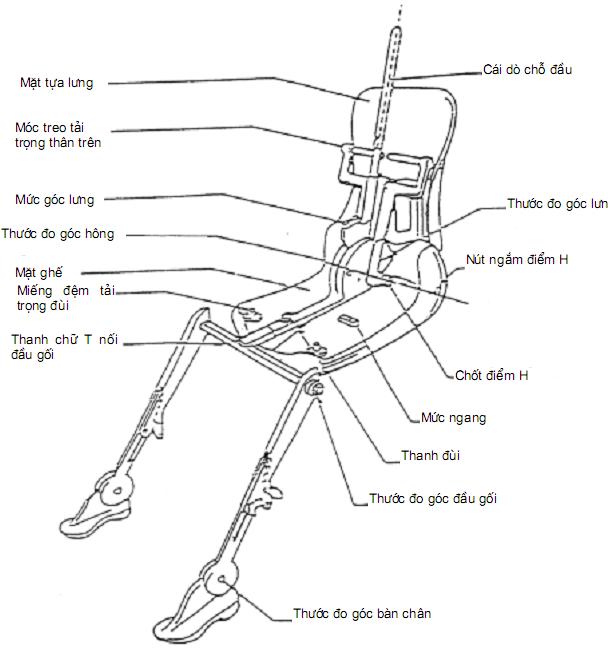
F.2.2 “Máy xác định điểm H ba chiều” (Máy 3-D H) là thiết bị được sử dụng để xác định các điểm “H” và góc thực tế của người giả. Thiết bị được mô tả trong phụ lục phụ F1 của phụ lục này.
F.2.3 “Điểm H” là tâm chốt của người giả và đùi bằng máy 3 – D H được đặt trong ghế ngồi của xe phù hợp với điều F.4. Điểm “H” xác định đúng vị trí tâm của đường tâm thiết bị, điểm này nằm giữa các nút ngắm điểm “H” ở về một phía của máy 3 – D H. Điểm “H” về mặt lý thuyết tương ứng với điểm “R” (với dung sai xem điều F.3.2.2). Ngay khi được xác định phù hợp với quy trình được mô tả trong điều F.4, điểm “H” được xem là cố định với cấu tạo đệm ghế ngồi và dịch chuyển với ghế khi ghế được điều chỉnh.
F.2.4 “Điểm R” hay “điểm chỗ ngồi chuẩn” là một điểm thiết kế được xác định bởi nhà sản xuất xe cho mỗi vị trí chỗ ngồi và được thiết lập có liên quan tới hệ toạ độ ba chiều.
F.2.5 “Đường người giả” là đường tâm của đầu dò máy 3 – D H với đầu dò ở vị trí hoàn toàn phía sau.
F.2.6 “Góc thực tế của người giả” là góc được đo giữa một đường thẳng đứng qua điểm “H” và đường người giả sử dụng làm thước đo góc lưng trên máy 3 – D H. Góc thực tế của người giả về mặt lý thuyết tương ứng với góc thiết kế của người giả (với dung sai xem điều F.3.2.2).
F.2.7 “Góc thiết kế của người giả” là góc được đo giữa một đường thẳng đứng qua điểm “R” và đường người giả ở một vị trí tương ứng với vị trí thiết kế của mặt lưng ghế được thiết lập bởi nhà sản xuất xe.
F.2.8. “Mặt phẳng tâm của hành khách” (C/LO) là mặt phẳng trung bình của máy 3 – D H được xác định tại mỗi vị trí chỗ ngồi thiết kế; Nó tương ứng với toạ độ điểm “H” trên trục “Y”. Đối với các chỗ ngồi cá nhân, mặt phẳng tâm của ghế ngồi trùng với mặt phẳng tâm của hành khách. Đối với các chỗ ngồi khác, mặt phẳng tâm của hành khách được xác định rõ bởi nhà sản xuất.
F.2.9 “Hệ toạ độ ba chiều” là một hệ thống được mô tả trong phụ lục phụ F2.
F.2.10 “Các dấu chuẩn” là các điểm vật lý (các lỗ, bề mặt, dấu vết hay vết lõm) trên thân xe được xác định bởi nhà sản xuất.
F.2.11 “Tư thế đo xe” là vị trí của xe được xác định bởi các toạ độ của các dấu chuẩn trong hệ toạ độ ba chiều.
F.3 Các yêu cầu
F.3.1 Trình bày dữ liệu
Đối với mỗi vị trí chỗ ngồi nơi dữ liệu tham khảo được yêu cầu để chứng minh sự phù hợp các điều khoản của tiêu chuẩn hiện hành, tất cả hoặc một sự lựa chọn thích hợp các dữ liệu sau đây phải được trình bày trong mẫu được chỉ ra ở phần phụ lục phụ F3.
F.3.1.1 Các toạ độ của điểm “R” liên quan tới hệ thống quan hệ ba chiều.
F.3.1.2 Góc thiết kế của người giả.
F.3.1.3 Tất cả các chỉ báo cần thiết để điều chỉnh ghế ngồi (nếu ghế có thể điều chỉnh được) tới vị trí đo được đề ra trong điều F.4.3.
F.3.2 Quan hệ giữa dữ liệu đo và các đặc điểm thiết kế
F.3.2.1 Các toạ độ của điểm “H” và giá trị của góc thực tế của người giả đạt được bằng thủ tục được đặt ra trong điều F.4 phải được so sánh, tương ứng với toạ độ điểm “R” và giá trị góc thiết kế của người giả do nhà sản xuất xe quy định.
F.3.2.2 Các vị trí có liên quan của điểm “R” và điểm “H” và mối quan hệ giữa góc thiết kế của người giả và góc thực tế của người giả sẽ phải được là thoả mãn cho chỗ ngồi đang đề cập nếu điểm “H”, được xác định bởi các toạ độ của nó, nằm trong một hình vuông với các cạnh thẳng đứng và nằm ngang có chiều dài cạnh 50mm mà các đường chéo cắt nhau tại điểm “R”, và nếu góc thực tế của người giả nằm trong khoảng 50 so với góc thiết kế của người giả.
F.3.2.3 Nếu các điều kiện này được thoả mãn thì điểm “R” và góc thiết kế của người giả sẽ phải được sử dụng để chứng minh sự phù hợp các điều khoản của tiêu chuẩn này.
F.3.2.4 Nếu điểm “H” hay góc thực tế của người giả không thoả mãn các yêu cầu của điều
F.3.2.2, điểm “H” và góc thực tế của người giả phải được xác định hơn 2 lần (3 lần tất cả). Nếu các kết quả của hai trong ba thao tác này thoả mãn các yêu cầu, các điều kiện của điều F.3.2.3 được áp dụng.
F.3.2.5 Nếu các kết quả của ít nhất hai trong ba thao tác được mô tả trong điều F.3.2.4 không đáp ứng yêu cầu của điều F.3.2.2, hoặc nếu sự thẩm tra không thể tiến hành vì nhà sản xuất xe đã không cung cấp thông tin liên quan tới vị trí của điểm “R” hay liên quan tới góc thiết kế của người giả, trọng tâm của ba điểm đo hay giá trị trung bình của ba góc đo phải được sử dụng và được quan tâm áp dụng trong tất cả các trường hợp điểm “R” hay góc thiết kế của người giả được tham khảo trong tiêu chuẩn này.
F.4 Thủ tục để xác định điểm “H ” và góc thực tế của người giả.
F.4.1. Xe sẽ phải được đảm bảo điều kiện cần thiết theo yêu cầu của nhà sản xuất, ở nhiệt độ 20![]() 100C để bảo đảm rằng vật liệu làm ghế ngồi đã đạt tới nhiệt độ trong phòng. Nếu ghế đã được thử nghiệm không ngồi ở trên, một người hay thiết bị nặng 70 – 80 kg sẽ đặt trên ghế hai lần trong một phút để uốn cong đệm và lưng. Với yêu cầu của nhà sản xuất, tất cả các ghế ngồi lắp đặt phải được giữ không tải trong khoảng thời gian tối thiểu 30 phút trước khi đặt máy 3 – D H.
100C để bảo đảm rằng vật liệu làm ghế ngồi đã đạt tới nhiệt độ trong phòng. Nếu ghế đã được thử nghiệm không ngồi ở trên, một người hay thiết bị nặng 70 – 80 kg sẽ đặt trên ghế hai lần trong một phút để uốn cong đệm và lưng. Với yêu cầu của nhà sản xuất, tất cả các ghế ngồi lắp đặt phải được giữ không tải trong khoảng thời gian tối thiểu 30 phút trước khi đặt máy 3 – D H.
F.4.2 Xe phải ở tư thế đo được xác định trong điều F.2.1.1.
F.4.3 Ghế ngồi, nếu có thể điều chỉnh được, phải được điều chỉnh trước tiên tới vị trí lái hoặc vị trí ngồi bình thường cuối cùng được chỉ ra bởi nhà sản xuất xe, chỉ xem xét đến sự điều chỉnh dọc của ghế ngồi, loại trừ ghế di động được sử dụng cho các mục đích khác các vị trí lái hoặc vị trí ngồi bình thường.ở các kiểu điều chỉnh ghế ngồi khác (thẳng đứng, xoay góc, tựa lưng ghế,…) phải được điều chỉnh tới vị trí được quy định rõ bởi nhà sản xuất xe. Đối với các ghế treo, vị trì dọc cố định cứng tương ứng với vị trí lái bình thường như được quy định rõ bởi nhà sản xuất.
F.4.4 Khu vực vị trí chỗ ngồi tiếp xúc với máy 3 – D H phải được bọc bằng vải bông mút xơ lin, có kích cỡ đủ và lối dệt thích hợp, được mô tả như một vải bông thô có 18,9 sợi/cm2 và nặng 0.,228 kg/m2 hoặc là vải được đan hay không dệt có đặc điểm tương đương. Nếu thử nghiệm được tiến hành trên một ghế bên ngoài xe thì sàn trên đó đặt ghế phải có cùng các đặc điểm chủ yếu 2/ như sàn xe sử dụng để đặt ghế.
F.4.5. Lắp ráp ghế ngồi và lưng ghế của máy 3 – D H sao cho mặt phẳng tâm của hành khách (C/LO) trùng với mặt phẳng tâm của máy 3 – D H. Theo yêu cầu của nhà sản xuất, máy 3 – D H có thể được di chuyển về phía trong có quan tâm tới C/LO, nếu máy 3 -D H được đặt vào một vị trí xa nhất về phía ngoài cạnh ghế ngồi không cho phép làm ngang bằng máy 3 – D H.
F.4.6 Gắn bàn chân và phần chân dưới vào mặt ghế, từng phần hoặc bằng cách sử dụng thanh chữ T và phần chân dưới. Một đường qua nút ngắm điểm “H” sẽ phải song song với mặt đất và vuông góc với mặt phẳng tâm dọc của ghế ngồi.
F.4.7 Điều chỉnh các vị trí bàn chân và chân của máy 3 – D H như sau:
F.4.7.1 Vị trí chỗ ngồi thiết kế: Người lái và hành khách phía trước bên ngoài.
F.4.7.1.1 Cả bàn chân và phần chân phải được dịch chuyển về phía trước như vậy chân tiếp tục ở vị trí tự nhiên trên sàn, giữa các bàn đạp hoạt động nếu cần thiết. ở nơi có thể bàn chân trái phải đạt được vị trí gần giống khoảng cách của bên trái mặt phẳng tâm máy 3 – D H khi bàn chân phải nằm ở phía phải. Mức trung bình thử nghiệm sự định hướng ngang của máy 3 – D H dẫn đến nằm ngang bằng việc điều chỉnh lại mặt ghế ngồi nếu cần, hay bằng cách điều chỉnh phần chân và bàn chân về phía sau. Đường đi qua các nút ngắm điểm “H” phải được duy trì vuông góc với mặt phẳng tâm dọc của ghế ngồi;
F.4.7.1.2. Nếu chân trái không thể giữ được song song với chân phải và bàn chân trái không thể đỡ được bằng một kết cấu, dịch chuyển bàn chân trái cho đến khi nó được đỡ. Sự thẳng hàng của các nút ngắm sẽ phải được duy trì.
F.4.7.2 Vị trí ngồi thiết kế: Bên ngoài phía sau.
Đối với các ghế ngồi phía sau hay ghế ngồi phụ, các chân được xác định đúng vị trí chỉ rõ bởi nhà sản xuất. Nếu chân dựa trên các phần sàn có các mặt khác nhau, chân tiếp xúc đầu tiên với ghế trước sẽ đáp ứng để tham khảo và bàn chân khác phải được lắp ráp để mặt đem lại sự định hướng ngang của ghế trong thiết bị chỉ báo nằm ngang.
F.4.7.3 Các vị trí chỗ ngồi thiết kế khác:
Quy trình chung trong điều F.4.7.1 phải được tuân thủ ngoại trừ các chân bố trí theo quy định của nhà sản xuất xe.
F.4.8 Gắn tải trọng chân dưới và tải trọng đùi và cân chỉnh máy 3 – D H.
F.4.9 Nghiêng mặt tựa lưng về phía trước tì vào điểm dừng phía trước và kéo máy 3 – D H ra khỏi vị trí tựa lưng ghế bằng việc sử dụng thanh chữ T. Định vị lại máy 3 – D H trên ghế ngồi bằng một trong các phương pháp sau đây:
F.4.9.1 Nếu máy 3 – D H có xu hướng trượt về phía sau, hãy sử dụng qui trình sau. Cho phép máy
3 – D H trượt về phía sau cho tới khi không cần đến một tải trọng hạn chế nằm ngang phía trước trên thanh chữ T nghĩa là đến khi mặt ghế ngồi tiếp xúc với lưng ghế. Nếu cần thiết, hãy định vị lại phần chân phía dưới;
F.4.9.2 Nếu máy 3 – D H không có xu hướng trượt về phía sau, hãy sử dụng qui trình sau. Trượt máy
3 – D H về phía sau bằng cách gắn một tải trọng nằm ngang phía sau lên thanh chữ T cho đến khi mặt ghế ngồi tiếp xúc với phần lưng ghế (xem hình 2 của phần phụ lục phụ F1 của phụ lục này).
F.4.10. Gắn một tải trọng 100 10 N lên phần lưng và phần mặt của máy 3 – D H tại chỗ giao nhau giữa thước đo góc hông và vỏ bọc thanh chữ T. Hướng của tải trọng tác dụng sẽ phải được duy trì dọc theo đường giao nhau nói trên với một điểm chỉ ở trên vỏ bọc thanh đùi (xem hình 2 ở phần phụ lục phụ
F1 của phụ lục này). Sau đó hãy cẩn thận quay mặt tựa lưng đến lưng ghế. Phải cẩn thận trong suốt phần còn lại của quy trình để tránh cho máy 3 – D H khỏi trượt về phía trước.
F.4.11. Đặt các tải trọng mông trái và tải trọng mông phải và sau đó, lựa chọn tâm tải trọng người giả. Duy trì mặt máy 3 – D H.
F.4.12. Nghiêng mặt tựa lưng về phía trước để giảm sức căng ở lưng ghế ngồi. Lắc máy 3 – D H từ bên sang bên qua một cung 100 ( 50 cho mỗi phía của mặt phẳng tâm thẳng đứng) đủ ba chu kỳ để giảm mọi ma sát tích luỹ nào giữa máy 3 – D H và ghế ngồi.
Trong khi tiến hành lắc, thanh chữ T của máy 3 – D H có thể có xu hướng chệch khỏi sự thẳng hàng nằm ngang và thẳng đứng đã xác định. Thanh chữ T phải được giữ bằng cách gắn một tải trọng ở bên thích hợp trong khi lắc. Phải thận trọng trong việc giữ thanh chữ T và lắc máy 3 – D H để đảm bảo rằng không có tải trọng ngoài ngẫu nhiên nào được đặt theo hướng thẳng đứng phía trước hoặc phía sau.
Các chân của máy 3 – D H không được giữ hay kìm hãm trong bước này. Nếu các chân thay đổi vị trí, chúng nên được phép duy trì ở tư thế đó trong chốc lát.
Cẩn thận xoay mặt tụa lưng của lưng ghế và thử nghiệm hai mặt đối với vị trí 0. Nếu bất kỳ di chuyển nào của các chân xuất hiện trong khi lắc máy 3 – D H, chúng phải được định vị lại như sau:
Tuần tự nhấc mỗi chân khỏi sàn một khoảng cần thiết tối thiểu cho đến khi không có thêm chân dịch chuyển được. Trong quá trình nhấc này, chân được tự do xoay và không đặt các tải trọng vào phía trước hoặc bên. Khi mỗi chân được đặt sau ở vị trí dưới, gót chân được tiếp xúc với kết cấu được thiết kế cho nó.
Thử nghiệm mặt bên đối với vị trí 0, nếu cần, đặt một tải trọng bên lên đỉnh của mặt tựa lưng đủ để mặt ghế ngồi của máy 3 – D H ngang bằng trên ghế ngồi.
F.4.13. Giữ thanh chữ T để ngăn máy 3 – D H trượt về phía trước trên đệm ghế ngồi, tiến hành như sau:
a) Quay mặt tựa lưng của lưng ghế.
b) Lần lượt chất và dỡ một tải trọng nằm ngang phía sau, không vượt quá 25N, lên thanh góc phía sau ở độ cao gần trọng tâm của người giả cho đến khi thước đo góc hông chỉ ra một vị trí ổn định sau khi dỡ tải. Phải chú ý để đảm bảo là không có tải trọng bên hay tải trọng hướng xuống bên ngoài nào đặt vào máy 3 – D H. Nếu sự điều chỉnh mặt khác của máy 3 – D H là cần thiết, hãy quay mặt tựa lưng về phía trước, điều chỉnh sự ngang bằng và lặp lại quy trình từ điều F.4.12.
F.4.14. Tiến hành tất cả các đo đạc:
F.4.14.1 Các toạ độ của điểm “H” được đo với quan hệ toạ độ ba chiều.
F.4.14.2 Góc thực tế của người giả được đọc ở thước đo góc lưng của máy 3 – D H với đầu dò ở vị trí phía sau hoàn toàn.
F.4.15. Nếu muốn đặt lại máy 3 – D H, phần ghế ngồi vẫn giữ không tải trong một thời gian tối thiểu 30 phút trước khi chạy lại. Máy 3 – D H không nên bị chất tải bên trái trên phần ghế ngồi lâu hơn thời gian yêu cầu để thực hiện thử nghiệm.
F.4.16. Nếu các ghế ngồi trong cùng một hàng có thể được coi như giống nhau (ghế dài, các ghế y hệt, v.v.) chỉ một điểm “H” và một “góc thực tế của người giả” sẽ phải được xác định cho mỗi hàng ghế, máy 3 – D H được mô tả trong phụ lục F.1 được đặt ở một nơi được coi là một đại diện cho hàng này. Nơi này sẽ là:
F.4.16.1 Trong trường hợp hàng trước, ghế ngồi của tài xế.
F.4.16.2 Trong trường hợp hàng sau, một ghế ngồi phía ngoài.
1/ Tại bất kỳ vị trí ngồi nào khác các vị trí ghế trước nơi điểm “H” không thể xác định được bằng cách sử dụng máy điểm “H” ba chiều hay các qui trình thì điểm “R” được chỉ ra bởi nhà sản xuất có thể được đưa ra như một tham khảo với sự suy xét thận trọng của cơ quan chức năng
2/ Sự khác nhau độ cao, góc nghiêng với sự gá lắp ghế, chất lượng bề mặt…
PHỤ LỤC F – PHỤ LỤC F.1
Mô tả máy điểm “H ” ba chiều (1)
(máy 3 – D H)
1 Các mặt ghế và mặt tựa lưng
Các mặt ghế và mặt tựa lưng được làm bằng kim loại và nhựa tăng cường, chúng mô phỏng phần đùi và phần người giả người và có khớp nối cơ khí tại điểm “H”. Thước đo độ được gắn chặt với đầu dò có khớp nối tại điểm “H” để đo góc thực tế của người giả. Một thanh đùi có thể điều chỉnh được sẽ được lắp với mặt ghế tạo thành đường tâm đùi và làm việc như là một đường cơ bản cho thước đo góc hông.
2 Các yếu tố thân và chân
Các đoạn chân dưới được nối vào phần mặt đĩa ghế tại thanh chữ T nối kết các đầu gối, nó là phần nối thêm một bên của thanh đùi có thể điều chỉnh được. Thước đo độ được kết hợp trong các đoạn chân dưới để đo các góc đầu gối. Các phần chân và giầy được định cỡ để đo góc chân. Hai mặt spirit định hướng thiết bị trong không gian. Các khối lượng phần thân được đặt ở trọng tâm tương ứng để đạt được sự phân bổ khối lượng qua ghế tương đương với một người nặng 76 kg. Tất cả các khớp nối của máy 3 – D H sẽ được thử nghiệm đối với sự di chuyển tự do không có ma sát đáng kể nào.
Hình 2 – Kích thước các thành phần máy 3 – D H và sự phân bố tải trọng
PHỤ LỤC F – PHỤ LỤC F.2
HỆ TOẠ ĐỘ BA CHIỀU
1. Hệ toạ độ ba chiều này được xác định bởi ba mặt phẳng được trực giao được thiết lập bởi nhà sản xuất xe (xem hình) (*)
2. Tư thế đo xe được thiết lập bằng việc định vị xe trên bề mặt đỡ sao cho các toạ độ của các dấu chuẩn tương ứng với các giá trị được quy định bởi nhà sản xuất.
3. Các toạ độ của điểm “R” và điểm “H” được thiết lập liên quan tới các dấu chuẩn sẽ được xác định bởi nhà sản xuất xe.
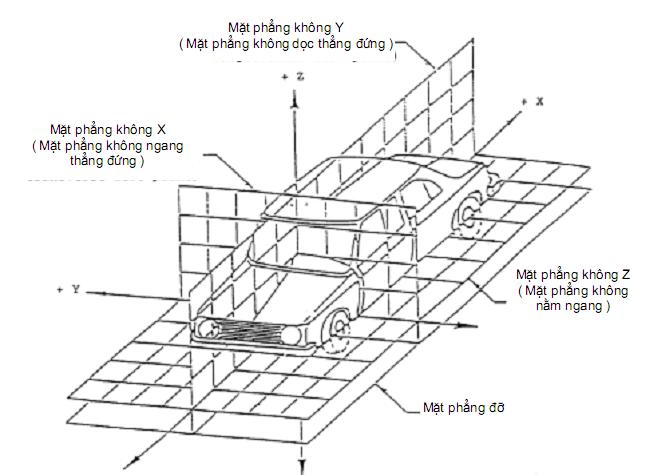
Hình 3 – Hệ thống quan hệ ba chiều
(*) Hệ thống quan hệ này tương ứng với tiêu chuẩn ISO 4130:1978.
PHỤ LỤC F – PHỤ LỤC F.3
DỮ LIỆU THAM KHẢO LIÊN QUAN ĐẾN VỊ TRÍ CHỖ NGỒI
1 Lập mã dữ liệu tham khảo
Dữ liệu tham khảo là danh sách liên tục mỗi vị trí chỗ ngồi. Vị trí chỗ ngồi nhận biết bằng mã hai số. Số đầu tiên là chữ số ả Rập định rõ hàng của các ghế, đếm từ phía trước ra phía sau của xe. Số thứ hai là một chữ in định rõ vị trí ngồi trong một hàng như được nhìn theo hướng dịch chuyển về phía trước của xe, các chữ sau đây sẽ được sử dụng:
L = Trái
C = Trung tâm
R= PhảI
2 Sự mô tả tư thế đo xe
2.1 Các tọa độ của dấu chuẩn
X. …………
Y. …………
Z. ………….
3 Danh sách dữ liệu tham khảo
3.1 Vị trí ngồi:………………….
3.1.1 Các toạ độ của điểm “R” X …………..
Y. ……………
Z. ……………
3.1.2 Góc thiết kế của người giả:……………….
3.1.3 Các đặc điểm kỹ thuật cho sự điều chỉnh ghế ngồi (*) Nằm ngang:…………………
Thẳng đứng:…………………
Xoay góc:…………………. Góc người giả: …………………
(*) Xoá bỏ những loại không áp dụng
