
Tiêu chuẩn ngành 14TCN 117:1999 về Cửa van cung – Thiết kế, chế tạo, lắp đặt, nghiệm thu và bàn giao – Yêu cầu kỹ thuật đã được thay thế bởi Tiêu chuẩn Việt Nam TCVN 8299:2009 về công trình thủy lợi – yêu cầu kỹ thuật trong thiết kế cửa van, khe van bằng thép .
Nội dung toàn văn Tiêu chuẩn ngành 14TCN 117:1999 về Cửa van cung – Thiết kế, chế tạo, lắp đặt, nghiệm thu và bàn giao – Yêu cầu kỹ thuật
TIÊU CHUẨN NGÀNH
14 TCN 117 – 1999
CỬA VAN CUNG – THIẾT KẾ, CHẾ TẠO, LẮP ĐẶT, NGHIỆM THU VÀ BÀN GIAO – YÊU CẦU KỸ THUẬT
RADIAL GATES – Design, manufacture, assemble, acceptance and transfer – Technical requirements
Lời nói đầu
Cửa van cung được sử dụng rộng rãi trong các công trình thủy lợi, thủy điện, đặc biệt ở các đập tràn, đập dâng và cống ảnh hưởng vùng thủy triều. Để tăng cường công tác quản lý chất lượng sản phẩm, đáp ứng được yêu cầu sử dụng, phù hợp với công nghệ chế tạo của ngành, việc thống nhất qui định các yêu cầu kỹ thuật trong thiết kế, chế tạo, lắp đặt, nghiệm thu bàn giao cửa van cung đóng vai trò rất quan trọng. Tiêu chuẩn này được biên soạn có sự tham khảo các tiêu chuẩn trong và ngoài nước sau:
1. Tiêu chuẩn lập, xét duyệt và ban hành tiêu chuẩn 14 TCN 89 – 1995.
2. Tiêu chuẩn công trình thủy lợi. Các qui định về thiết kế – TCVN 5060 – 90
3. Qui phạm chế tạo, lắp ráp các thiết bị cơ khí và kết cấu thép trong các công trình thủy lợi – QPTL E – 3 – 80.
4. Tiêu chuẩn hèm van và bộ phận đặt sẵn của các cửa van phẳng trong các công trình thủy công – 32 TCN – F – 7 – 74.
5. Tiêu chuẩn cửa van phẳng – 32 TCN – F – 6 – 74.
6. Tiêu chuẩn kết cấu thép – Gia công lắp ráp và nghiệm thu – Yêu cầu kỹ thuật – 20 TCN – 170 – 89.
7. Tiêu chuẩn cửa cống bằng gang thép của Hiệp hội thủy công Hoa kỳ AWWA C 501 – 92.
8. Tiêu chuẩn cửa van và đường ống của Hiệp hội cửa van và đường ống Nhật bản.
Cơ quan biên soạn tiêu chuẩn:
CÔNG TY CƠ KHÍ – ĐIỆN THỦY LỢI
Cơ quan trình duyệt tiêu chuẩn:
VỤ KHOA HỌC CÔNG NGHỆ VÀ CHẤT LƯỢNG SẢN PHẨM
Cơ quan ban hành tiêu chuẩn:
BỘ NÔNG NGHIỆP VÀ PHÁT TRIỂN NÔNG THÔN
(Theo Quyết định số 59/1999-QĐ-BNN-KHCN ngày 01 tháng 04 năm 1999 của Bộ trưởng Bộ Nông nghiệp và PTNT).
CỬA VAN CUNG – THIẾT KẾ, CHẾ TẠO, LẮP ĐẶT, NGHIỆM THU VÀ BÀN GIAO – YÊU CẦU KỸ THUẬT
RADIAL GATES – Design, manufacture, assemble, acceptance and transfer – Technical requirements
Chương I
QUI ĐỊNH CHUNG
Tiêu chuẩn này thống nhất qui định các yêu cầu kỹ thuật cơ bản về thiết kế, chế tạo, lắp đặt, nghiệm thu và bàn giao cửa cung dùng trong các công trình thủy lợi, thủy điện và giao thông đường thủy; nhịp cửa L ≤ 14 m, chênh lệch cột nước thượng hạ lưu ![]() H ≤ 14 m.
H ≤ 14 m.
Chỉ áp dụng với cửa kết cấu thép hàn có sơ đồ như hình 1.
Chỉ cho phép các đơn vị có giấy phép hành nghề mới được thiết kế, chế tạo, lắp đặt cửa cung.
1.1. Tên gọi: CỬA VAN CUNG.
1.2. Định nghĩa: Cửa van cung: Cửa van cung có mặt chắn nước hình cong, chuyển động xoay quanh trục để nâng lên hạ xuống theo yêu cầu. Thường làm với khẩu độ: B (rộng) x H (chiều cao) từ 8 x 5 m đến 20 x 11 m với diện tích thông nước mặt. Với diện thông nước sâu, có thể có diện tích 30 m2 đến 40 m2. Việc nâng, hạ cửa van cung được thực hiện bằng máy nâng đặt ở trụ pin hay trên cầu công tác có hệ thống dây cáp hoặc thanh truyền lực gắn với cửa.
1.3. Ký hiệu: CC – L – H – ![]() h.
h.
CC: Cửa cung
B: Chiều rộng thoát nước, m
H: Chiều cao cửa, m
![]() h: Chênh lệch cột nước thượng, hạ lưu, m
h: Chênh lệch cột nước thượng, hạ lưu, m
1.4. Cửa trên mặt – Cửa làm việc trong điều kiện bình thường có cao trình mực nước thượng, hạ lưu thấp hơn cao trình đỉnh cửa (hình 1: a, b)
1.5. Cửa dưới sâu – Cửa làm việc trong điều kiện bình thường có cao trình mực nước thượng, hạ lưu cao hơn cao trình đỉnh cửa (hình 1: c)
1.6. Tên gọi các bộ phận chính và thuật ngữ:
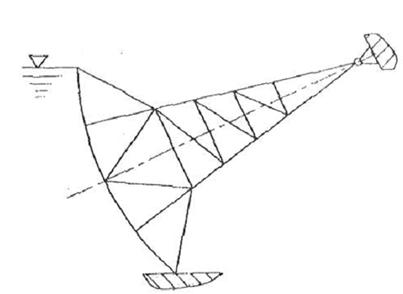
Hình a: Cửa có tâm tôn bưng trùng với tâm quay
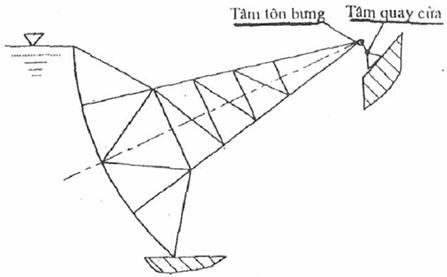
Hình b: Cửa có tâm tôn bưng không trùng với tâm quay
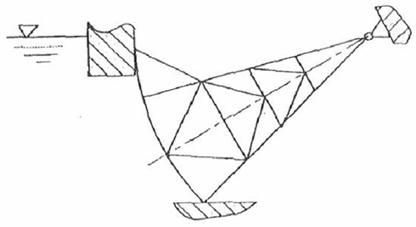
Hình c: Cửa dưới sâu
Hình 1: Sơ đồ các loại cửa van cung
Hình 2: Cửa van cung (kiểu giàn)
|
1. Kín nước đỉnh |
4. Giàn ngang |
7. Càng |
10. Bánh xe cữ |
|
2. Tôn bưng |
5. Tai treo |
8. Dầm chính |
11. Gối di động |
|
3. Ô dầm |
6. Kín nước đáy |
9. Kín nước biên |
12. Trục; 13. Gối cố định |
Hình 3: Cửa van cung (kiểu dầm chính đặc)
|
1. Kín nước đỉnh |
4. Dầm chính |
7. Càng |
10. Gối di động |
|
2. Tôn bưng |
5. Tai treo |
8. Kín nước biên |
11. Trục |
|
3. Dầm phụ |
6. Kín nước đáy |
9. Bánh xe cữ |
12. Gối cố định |
1.6.1. Tôn bưng (bản mặt) – Chi tiết dạng tấm trực tiếp nhận áp lực nước truyền vào ô dầm.
1.6.2. Ô dầm – Bộ phận được tạo bởi các dầm dọc, ngang kề nhau hàn trực tiếp với tôn bưng, truyền tải trọng từ tôn bưng lên giàn ngang.
1.6.3. Dầm chính (dầm hoặc giàn) – Dầm (giàn) chịu lực chính của cửa đặt theo phương ngang.
1.6.4. Dầm ngang (dầm hoặc giàn) – Dầm (giàn) chịu lực chính của cửa đặt theo phương đứng.
1.6.5. Càng (chân) – Bộ phận liên kết giữa dầm chính với gối đỡ động.
1.6.6. Khung chính – bộ phận liên kết gồm càng và dầm chính.
1.6.7. Giàn chống (giàn chịu trọng lượng) – bộ phận liên kết các khung chính với nhau.
1.6.8. Dầm biên – dầm ngang đặt ở hai biên cửa.
1.6.9. Giàn gối – giàn gồm hai thanh dầm càng liên kết với nhau bằng các chi tiết nối.
1.6.10. Dầm phụ ngang – dầm phụ đặt song song với dầm chính.
1.6.11. Dầm phụ đứng – dầm phụ đặt song song với dầm ngang.
1.6.12. Gối đỡ (gối động, gối cố định) – bộ phận liên kết giữa giàn gối với trụ pin.
1.6.13. Kín nước đỉnh – chi tiết kín nước mặt trên cửa.
1.6.14. Kín nước bên – chi tiết kín nước mặt bên cửa.
1.6.15. Kín nước đáy – chi tiết kín nước mặt đáy cửa.
1.6.16. Bộ phận đặt sẵn – các bộ phận đặt cố định trong bê tông (cốt thép để lắp gối đỡ cố định, thép khe đáy, thép khe bên, thép tường ngực).
Chương II
VẬT LIỆU
2.1. Các kết cấu phần động, gối đỡ cửa cung được chế tạo bằng thép các bon thấp chất lượng thường thuộc nhóm B. C hoặc chế tạo bằng CMCT 38, BMCT 38. Ngoài ra còn được chế tạo bằng thép hợp kim thấp 09G2C, 10G2C.
2.2. Các trục gối đỡ, chốt giữ, bánh xe cữ, bu lông lắp gối đỡ được chế tạo bằng thép các bon trung bình hoặc chế tạo bằng CT 51, BMCT 51, C45. Ngoài ra còn được chế tạo bằng thép hợp kim thép không gỉ.
2.3. Bạc lót được chế tạo bằng hợp kim đồng (Vật liệu của các chi tiết khác được tham khảo trong TCN về: “Quy định sử dụng thép và hợp kim“)
2.4. Chi tiết kín nước được chế tạo bằng cao su nhiệt đới hóa có giới hạn bền không nhỏ hơn: 15 MPa (150 KG/cm3) độ giãn dài tương đối không nhỏ hơn 300%, độ cứng không nhỏ hơn 40 shore. Ngoài ra còn được chế tạo bằng gỗ lim, gỗ nghiến (khi tính toán, đơn vị của Lực và Áp lực có thể tham khảo phụ lục I và phụ lục II của tiêu chuẩn này).
2.5. Trục bánh xe cữ, bu lông lắp nẹp kín nước, các chi tiết đặt sẵn tiếp xúc với chi tiết kín nước phải chế tạo bằng thép không gỉ 2X13, 3X13.
2.6. Các kết cấu thép được làm sạch, xử lý chống gỉ và sơn bảo vệ phải phù hợp với tiêu chuẩn 14 TCN 29 – 89 “Sơn bảo vệ kết cấu cơ khí và thiết bị của công trình thủy công”. Ngoài ra được phép sử dụng các vật liệu và công nghệ mới để chống ăn mòn kim loại.
2.7. Được phép chế tạo bằng các loại vật liệu của các nước trên thế giới có tính năng tương đương với các vật liệu trên.
Chương III
YÊU CẦU KỸ THUẬT VỀ THIẾT KẾ
3.1. Lực và tải trọng tác dụng lên cửa được chia thành ba nhóm.
Nhóm A: Lực và tải trọng cơ bản là những lực và tải trọng tác dụng lâu dài và thường xuyên trong điều kiện vận hành bình thường gồm:
– Trọng lượng bản thân.
– Áp lực thủy tĩnh và thủy động khi mực nước bình thường.
– Lực hút khi mở cửa van cung.
– Áp lực thấm.
Nhóm B: Lực và tải trọng phụ là những lực và tải trọng tác dụng ngẫu nhiên trong thời gian ngắn:
– Áp lực thủy tĩnh và thủy động khi cột áp nâng cao.
– Áp lực bùn đất bồi lắng.
– Tải trọng gió.
Nhóm C: Lực và tải trọng đặc biệt là những lực và tải trọng do thiên tai gây ra gồm:
– Tải trọng do động đất.
– Áp lực nước khi có lũ.
– Áp lực sóng khi bão.
3.2. Tùy theo điều kiện làm việc cụ thể xác định tổ hợp nhóm lực và tải trọng tính toán, tổ hợp này phải thể hiện khi cửa làm việc trong điều kiện bất lợi nhất.
3.3. Chọn kích thước chiều rộng cửa phải phù hợp với tiêu chuẩn 32 TCN – F – 3 – 74 “Công trình thủy công, kích thước lỗ thoát nước của cửa van chắn nước”.
3.4. Đường tâm quay của mặt tôn bưng trùng với trục quay cửa trường hợp cần thiết cho phép hạ thấp tâm trục quay cửa 50, 100 mm so với đường tâm mặt tôn bưng.
3.5. Cửa có nhiều khung chính phải thiết kế các khung chính chịu lực như nhau.
3.6. Phải tính sức bền và ổn định các bộ phận và chi tiết sau:
– Tôn bưng.
– Ô dầm.
– Khung chính.
– Dầm ngang.
– Giàn chống.
– Dầm phụ ngang.
– Dầm phụ đứng.
– Giàn gối.
3.7. Phải tính sức bền các bộ phận và chi tiết sau:
– Gối đỡ.
– Trục gối đỡ.
– Bạc gối đỡ.
– Bánh xe cữ.
– Trục bánh xe cữ.
– Bạc bánh xe cữ.
– Bu lông lắp gối đỡ.
– Chốt giữ.
– Tai treo.
– Trục tai treo.
– Chi tiết kín nước.
– Bộ phận đặt sẵn.
– Mối hàn.
– Bu lông lắp nẹp kín nước.
3.8. Lựa chọn theo kết cấu các bộ phận và chi tiết sau:
– Bản mắt (bản mã).
– Ke tăng cứng.
– Nẹp giữ chi tiết kín nước.
3.9. Tính toán lực nâng hạ để chọn thiết bị và các chi tiết nâng hạ phải đảm bảo công suất, tốc độ hợp lý với khả năng vận hành bằng máy hoặc vận hành bằng tay.
3.10. Khi tính toán phải sử dụng sơ đồ kết cấu tối ưu, bảo đảm tính bền, ổn định và bất biến hình của các cụm chi tiết trong quá trình vận chuyển, lắp đặt, vận hành.
3.11. Khi tính toán thiết kế ưu tiên sử dụng các loại thép hình, khả năng chế tạo của nhà sản xuất.
3.12. Các kết cấu chọn phải dễ: gia công, làm sạch, sơn phủ bảo vệ, bảo dưỡng, vận hành và thay thế.
3.13. Những vị trí có khả năng bị đọng nước phải khoan lỗ thoát nước.
3.14. Cho phép nối các dầm thép hình hoặc dầm thép bằng công nghệ hàn. Mối nối các dầm cạnh nhau không được bố trí thẳng hàng theo phương đứng và phương ngang.
3.15. Mỗi dầm chính, càng chỉ được phép có một mối nối theo chiều dài thiết kế.
3.16. Độ võng tương đối cho phép của các bộ phận chịu uốn của cửa cung theo bảng dưới đây:
|
TT |
Các bộ phận |
Trị số độ võng tương đối cho phép |
|
1 |
Các dầm, giàn, chân. |
|
|
|
a. Đối với cửa có bộ phận kín nước đỉnh |
1 : 1000 |
|
b. Đối với cửa chính làm việc trong dòng chảy |
1 : 600 |
|
|
c. Đối với cửa chính làm việc với tải trọng tĩnh và cửa sự cố |
1 : 500 |
|
|
2 |
Đối với các chi tiết ô dầm và tôn bưng |
1 : 250 |
3.17. Khi chia cửa thành nhiều cụm phải tính toán, thiết kế mối ghép hàn, đảm bảo độ bền, các cụm dễ chế tạo và phù hợp với khả năng vận chuyển, lắp đặt.
Chương IV
YÊU CẦU KỸ THUẬT VỀ CHẾ TẠO VÀ LẮP ĐẶT
4.1. Đơn vị sản xuất phải nghiên cứu kỹ tài liệu thiết kế, điều kiện vận chuyển, địa hình lắp đặt, thời gian hoàn thành… để lập quy trình công nghệ chế tạo, vận chuyển và biện pháp lắp đặt.
4.2. Các qui trình công nghệ chọn phải đảm bảo sản phẩm gia công lắp đặt xong đạt được các yêu cầu kỹ thuật, mỹ thuật theo thiết kế, hạ giá thành, an toàn và vệ sinh môi trường.
4.3. Cửa cung phải được gia công chế tạo bằng các vật liệu có mác và nhãn hiệu hoặc chứng chỉ của nhà sản xuất. Nếu thiếu các điều kiện trên phải thử cơ tính vật liệu.
4.4. Phải sử dụng các loại vật liệu có đủ chứng chỉ (nhãn hiệu). Những vật liệu không có chứng chỉ phải thử cơ tính của vật liệu và lấy kết quả các chỉ tiêu sau:
|
|
: Giới hạn chảy. |
|
|
: Giới hạn bền. |
4.5. Lấy mẫu thử vật liệu theo tiêu chuẩn sau:
TCVN 0197 – 85 – Kim loại – Phương pháp thử kéo.
4.6. Kết quả thử nghiệm vật liệu phải có chữ ký của người thử nghiệm và thủ trưởng đơn vị thử nghiệm ký tên, đóng dấu.
4.7. KCS của đơn vị chế tạo cửa cung phải kiểm tra từng nguyên công chế tạo, vật liệu, phát hiện sai sót và đề nghị xử lý kịp thời, phải ghi chép đầy đủ diễn biến quá trình từ gia công đến lắp đặt xong vào nhật ký công trình. Các phát sinh, khiếm khuyết và xử lý, tổ trưởng sản xuất hoặc giám đốc xí nghiệp phải ký vào nhật ký công trình.
4.8. Khuyến khích dùng dưỡng để cắt các bản mắt, thanh giằng, mộng dầm.
4.9. Bán kính cong của mặt tôn bưng phải kiểm tra bằng dưỡng.
4.10. Các dụng cụ đo được dùng thước lá, thước góc, thước cuộn bằng kim loại có độ chính xác cấp 2 theo TCVN 4111 – 85” Dụng cụ đo góc và độ dài”.
4.11. Vật liệu khi gia công phải được làm sạch gỉ, dầu mỡ, vết bẩn.
4.12. Các loại thép các bon thấp và các thép khác làm tôn bưng cho phép uốn nắn nguội.
4.13. Thép các bon trung bình và cao khi uốn có độ cong lớn phải nung nóng, sau khi uốn phải ủ.
4.14. Thợ hàn phải tuyệt đối tuân thủ kỹ thuật và qui trình công nghệ đã được vạch ra, đồng thời phải có dụng cụ, đồ gá cần thiết để đảm bảo biến dạng cho phép của kết cấu khi hàn.
4.15. Các chi tiết như trục, bạc, gối đỡ, bu lông khi gia công xong phải được bôi dầu mỡ chống gỉ, bao gói và bảo quản.
4.16. Phải hàn đính các chi tiết, đảm bảo kích thước lắp ráp của chúng, kiểm tra chắc chắn rồi mới được hàn chính thức.
4.17. Mối hàn đính dùng để định vị các chi tiết trong mối ghép không phải tính toán.
4.18. Phải tính toán kích thước mối hàn đính khi lắp ráp các bộ phận, kết cấu có trọng lượng lớn.
4.19. Mối hàn chịu lực có chiều dài không nhỏ hơn 50 mm, bước không lớn hơn 500 mm.
4.20. Mối hàn nhiều lớp phải làm sạch xỉ rồi mới được hàn lớp tiếp theo.
4.21. Các khuyết tật như rỗ, không ngấu, ngậm xỉ, vết nứt phải được xử lý để mối hàn đảm bảo kích thước, độ bền theo thiết kế.
4.22. Mối hàn giữa tôn bưng với nhau phải kín tuyệt đối.
4.23. Các mối nối quan trọng phải kiểm tra mối hàn bằng siêu âm.
4.24. Chiều cao tất cả các mối hàn góc phải được kiểm tra bằng dưỡng.
4.25. Chi tiết hàn bị cong vênh cho phép nắn, sửa nguội hoặc nung nóng.
4.26. Trị số cho phép độ cong vênh, độ không thẳng, độ không phẳng khi nắn vật liệu, sai số chế tạo khi cắt, hàn bằng tay, tự động, bán tự động, gia công cơ khí và các yêu cầu kỹ thuật khác phải phù hợp với QPTL – E – 3 – 80” Qui phạm chế tạo và lắp ráp thiết bị cơ khí, kết cấu thép của công trình thủy lợi”.
4.27. Các kết cấu thép phải được làm sạch gỉ, vết bẩn bằng máy phun cát, máy phun hạt kim loại hoặc các thiết bị khác và xử lý chống gỉ và sơn, mạ phủ bảo vệ theo thiết kế.
4.28. Những phần kết cấu thép liên kết trong bê tông của các bộ phận đặt sẵn phải làm sạch gỉ, vết bẩn rồi quét một lớp nước xi măng.
4.29. Những vị trí sẽ phải hàn khi lắp ráp và hàn nối không được sơn lót và sơn phủ với khoảng cách về các phía là 100 mm.
4.30. Tất cả các chi tiết và kết cấu thép phải được KCS kiểm tra đảm bảo yêu cầu kỹ thuật trước khi xử lý chống gỉ.
4.31. Sau khi KCS kiểm tra nghiệm thu các chi tiết cơ khí, bộ phận kết cấu thép đã được sơn phủ mới được phép đóng mác, nhãn hiệu, bao gói và xuất xưởng.
4.32. Mác cửa cung phải có các nội dung tối thiểu sau:
– Tên cửa van cung.
– Ký hiệu
– Tên đơn vị chế tạo.
– Trọng lượng toàn bộ.
– Ngày xuất xưởng.
4.33. Mác được gắn trên càng (cạnh gối đỡ).
4.34. Các điều khoản khác về mác phải phù hợp với TCVN 1480 “Ghi nhãn, mác sản phẩm”.
4.35. Đơn vị lắp đặt phải lập phương án vận chuyển, đảm bảo tính kinh tế, kỹ thuật và an toàn. Sản phẩm không bị biến dạng trong quá trình vận chuyển và bảo quản tại nơi lắp đặt.
4.36. Đơn vị lắp đặt phải sắp xếp, bố trí mặt bằng, phương tiện, dụng cụ và các điều kiện cần thiết khác phục vụ việc lắp đặt.
4.37. Đơn vị lắp đặt phải đo, kiểm tra các kích thước thực tế của công trình thủy công liên quan đến công việc lắp đặt, cùng với đơn vị chủ đầu tư, đơn vị xây dựng công trình lập biên bản “Bàn giao mặt bằng” và “Chuẩn bị công trình xây dựng cho công tác lắp đặt hệ thống cửa van cung”.
4.38. Đường tâm bề mặt thép khe đáy và mặt phẳng ngang chứa đường tâm bề mặt thép khe đáy là chuẩn lắp ráp trong quá trình lắp đặt, đồng thời là chuẩn đo trong quá trình kiểm tra.
4.39. Bộ phận đặt sẵn phải hàn chắc chắn vào thép chờ đảm bảo khả năng chịu lực trong quá trình đổ bê tông chèn không được thay đổi vị trí của chúng.
4.40. Phải mài phẳng đường bao cửa, các chỗ lồi lõm của mối hàn, làm sạch vết bẩn, xử lý chống gỉ và bảo vệ các chi tiết mối hàn.
4.41. Đơn vị lắp đặt phải chịu trách nhiệm về việc lắp đặt và qui trình lắp đặt do mình lập ra.
4.42. Sai lệch cho phép các kích thước khi chế tạo và lắp đặt theo bảng sau:
|
TT |
Tên gọi các sai lệch |
Sai lệch cho phép |
|
|
|
|
|
1 |
Độ lệch L, H |
2 mm + 0,0005X ở đây X là L, H, nhưng không được lớn hơn 8 mm với cửa có L> 8m |
|
2 |
Độ lệch khoảng cách l1 giữa trục cửa và trục tai treo |
1 mm + 0,0003 l1 |
|
3 |
Độ lệch bán kính R |
± 0,001 R |
|
4 |
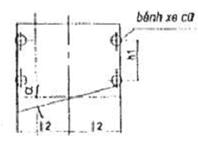
Sự sai khác giữa l và l’ ; h và h’. Ở đây l và l’ là khoảng cách giữa trục hình học của dầm biên; h và h’ là kích thước giữa trục hình học bản cánh thượng lưu hai dầm chính (đo theo cung tròn mặt ngoài tôn bưng tại vị trí liên kết với dầm biên) |
≤ 3 mm |
|
5 |
Sai khác chiều dài đường chéo D (đo theo đường cong mặt ngoài tôn bưng) |
12 h/D |
|
6 |
Độ cong f của tôn bưng và dầm chính trong mặt phẳng khung chính (chỉ được cong về phía có áp lực nước lớn hơn) |
0,0006L |
|
7 |
Độ cong f1 của dầm chính trong mặt phẳng vuông góc với khung chính (chứa bản cánh dầm chính) |
0,001L (nhưng không lớn hơn 15 mm) |
|
8 |
Độ không phẳng của đường bao cửa khi lắp bộ phận kín nước bằng cao su |
± 3 mm |
|
9 |
Độ lệch mép đáy cửa so với mặt chuẩn: tg |
5/h1 |
|
|
||
|
TT |
Tên gọi các sai lệch |
Sai lệch cho phép |
|
10 |
Khe hở cho phép của bánh xe cừ với thép khe bên sai khác so với thiết kế |
5 mm |

4.44. Kiểm tra cửa ở vị trí tựa trên ngưỡng và mở hết không bị kẹt, đảm bảo dung sai các kích thước trong phạm vi cho phép thì lắp bộ phận kín nước.
4.45. Bộ phận kín nước phải được căn chỉnh đảm bảo kín khít, không bị kẹt với mặt tiếp xúc.
4.46. Lưu lượng nước rò rỉ cho phép theo bảng sau:
|
TT |
Đặc điểm bộ phận kín nước |
Lưu lượng rò rỉ cho phép trên 1 m (l/s) |
|
1 |
Bộ phận kín nước bằng gỗ cố định không có dải cao su phụ |
0,9 |
|
2 |
Bộ phận kín nước bằng gỗ cố định có dải cao su phụ |
0,5 |
|
3 |
Bộ phận kín nước bằng gỗ di động không có dải cao su phụ |
0,8 |
|
4 |
Bộ phận kín nước bằng gỗ di động có dải cao su phụ |
0,3 |
|
5 |
Bộ phận kín nước cao su cố định |
0,2 |
|
6 |
Bộ phận kín nước cao su điều chỉnh |
0,2 |
|
7 |
Bộ phận kín nước kim loại di động |
0,8 |
Chương V
YÊU CẦU KỸ THUẬT VỀ NGHIỆM THU VÀ BÀN GIAO
5.1. Qui định chung
5.1.1. Hai hình thức tổ chức để tiến hành nghiệm thu, bàn giao là ban nghiệm thu cơ sở và hội đồng nghiệm thu cơ sở.
5.1.2. Đơn vị chủ đầu tư chủ trì nghiệm thu, bàn giao, phối hợp với đơn vị lắp đặt, đơn vị quản lý công trình, đơn vị thiết kế lập kế hoạch, chuẩn bị bản vẽ, các tài liệu liên quan, cán bộ kỹ thuật, công nhân vận hành, kinh phí và các vật tư kỹ thuật cần thiết khác.
5.1.3. Đơn vị lắp đặt tự kiểm tra hoàn thiện công việc của mình, chuẩn bị cán bộ kỹ thuật, công nhận vận hành, sửa chữa và các vật tư cần thiết phục vụ cho việc nghiệm thu và có trách nhiệm giao cho đơn vị chủ đầu tư những tài liệu sau:
– Các biên bản nghiệm thu sản phẩm khi xuất xưởng.
– Biên bản “Chuẩn bị công trình xây dựng cho công tác lắp đặt cửa cung”.
– Nhật ký công trình.
5.1.4. Quá trình nghiệm thu được tiến hành theo hai bước:
a. Nghiệm thu tĩnh và làm việc không tải.
b. Nghiệm thu làm việc có tải.
5.2. Nghiệm thu tĩnh và làm việc không tải.
5.2.1. Nghiệm thu tĩnh và làm việc không tải là quá trình kiểm tra chất lượng lắp đặt đúng thiết kế, phù hợp với các yêu cầu kỹ thuật ở trạng thái tĩnh và làm việc không tải. Sau khi đo, kiểm tra các bộ phận, chi tiết theo trình tự đã nêu ở mục 4.4.3, nếu các yêu cầu kỹ thuật, chế tạo, lắp đặt, đảm bảo theo thiết kế thì ban nghiệm thu cơ sở lập biên bản “Nghiệm thu tĩnh và làm việc không tải hệ thống cửa cung”.
5.2.2. Nghiệm thu làm việc không tải, đóng mở hết hành trình một lần bằng hệ thống đóng mở phụ hoặc quay tay (nếu có hệ thống vận hành bằng tay) và đóng mở hết hành trình ba lần bằng chạy điện.
5.2.3. Quá trình nghiệm thu phát hiện sai sót thì đơn vị lắp đặt phải nhanh chóng sửa chữa.
5.3. Nghiệm thu làm việc có tải.
5.3.1. Chỉ được phép nghiệm thu làm việc có tải khi đã có biên bản “Nghiệm thu tĩnh và làm việc không tải”.
5.3.2. Nghiệm thu làm việc có tải để tìm và sửa chữa các sai sót chưa phát hiện trong nghiệm thu tĩnh và làm việc không tải. Điều chỉnh hệ thống thiết bị làm việc đảm bảo theo yêu cầu kỹ thuật và đo lưu lượng nước rò rỉ.
5.3.3. Nghiệm thu làm việc có tải phải đóng mở hết hành trình một lần bằng hệ thống đóng mở phụ hoặc quay tay (nếu có hệ thống vận hành bằng tay) và đóng mở hết hành trình ba lần bằng chạy điện.
5.3.4. Đối với cửa ở các công trình cột nước làm việc thực tế thấp hơn hoặc thấp hơn nhiều cột nước thiết kế thì hội đồng nghiệm thu được phép nghiệm thu làm việc có tải khi cửa làm việc ở cột nước thực tế lớn nhất để đưa công trình vào khai thác. Thời gian và điều kiện tiến hành nghiệm thu làm việc có tải theo cột nước thiết kế do các bên thỏa thuận. Trường hợp công trình không đủ điều kiện thử tải ở mực nước thiết kế thì chủ đầu tư quyết định.
5.3.5. Sau khi nghiệm thu làm việc có tải ở cột nước thực tế lớn nhất, đơn vị lắp đặt đã hoàn thành công việc lắp đặt đảm bảo các yêu cầu kỹ thuật đưa công trình vào khai thác thì đơn vị chủ đầu tư phải tổ chức lập biên bản bàn giao sử dụng công trình và các thủ tục thanh toán công trình.
5.3.6. Thời gian từ khi nghiệm thu tĩnh và làm việc không tải, làm việc có tải của cửa ở cột nước thực tế lớn nhất đến khi nghiệm thu làm việc có tải ở cột nước thiết kế không quá 12 tháng.
5.3.7. Thời gian bảo hành 24 tháng kể từ lúc bàn giao chính thức.
5.3.8. Các điều khoản khác về nghiệm thu và bàn giao không nêu trong tiêu chuẩn này phải phù hợp với: “Điều lệ quản lý đầu tư và xây dựng” ban hành theo Nghị định số 42/CP ngày 16/7/1996 của Chính phủ.
Phụ lục l
Đơn vị lực chuyển đổi theo hệ đo lường Quốc tế
|
Đơn vị lực |
N |
dyn |
KG |
Bảng Anh (lực) |
|
1 N |
1 |
103 |
0,102 |
0,225 |
|
1 dyn |
10-3 |
1 |
1,02.10-3 |
0,225.10-3 |
|
1 KG |
9,81 |
9,81.10-3 |
1 |
2,21 |
|
1 bảng Anh (lực) |
4,45 |
4,45.10-3 |
4,54 |
1 |
Phụ lục II
Đơn vị áp lực chuyển đổi theo hệ đo lường Quốc tế
|
Đơn vị áp lực |
Pa |
dyn/cm2 |
KG/cm2 |
atm |
mmHg |
|
1 Pa (N/m2) |
1 |
10 |
102.10-3 |
9,87.10-6 |
7,50.10-3 |
|
1 dyn/cm2 |
0,1 |
1 |
1,02.10-4 |
9,87.10-3 |
7,50.10-4 |
|
1 KG/cm2(atm) |
9,81.104 |
9,81.103 |
1 |
9,68 |
7,35.102 |
|
1 atm tuyệt đối |
1,01.104 |
4,45.102 |
1 |
9,68 |
7,35.102 |
|
1 mmHg |
133 |
1330 |
1,36.10-3 |
1,31.10-3 |
1 |
MỤC LỤC
Lời nói đầu
Chương l: Quy định chung
Chương ll: Vật liệu
Chương lll: Yêu cầu kỹ thuật về thiết kế
Chương lV: Yêu cầu kỹ thuật về chế tạo và lắp đặt
Chương V: Yêu cầu kỹ thuật về nghiệm thu và bàn giao
Phụ lục l, ll
