
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 12305:2018 (ISO 8773:2006) về Hệ thống ống bằng chất dẻo để thoát nước và nước thải, đặt ngầm, không chịu áp – Polypropylen
TIÊU CHUẨN QUỐC GIA
TCVN 12305:2018
ISO 8773:2006
HỆ THỐNG ỐNG BẰNG CHẤT DẺO ĐỂ THOÁT NƯỚC VÀ NƯỚC THẢI, ĐẶT NGẦM, KHÔNG CHỊU ÁP – POLYPROPYLEN
Plastics piping systems for non-pressure underground drainage and sewerage – polypropylene (pp)
Lời nói đầu
TCVN 12305:2018 hoàn toàn tương đương với ISO 8773:2006.
TCVN 12305:2018 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 138 Ống, phụ tùng và van bằng chất dẻo dùng để vận chuyển chất lỏng biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
HỆ THỐNG ỐNG BẰNG CHẤT DẺO ĐỂ THOÁT NƯỚC VÀ NƯỚC THẢI, ĐẶT NGẦM, KHÔNG CHỊU ÁP – POLYPROPYLEN (PP)
Plastics piping systems for non-pressure underground drainage and sewerage – Polypropylene (PP)
1 Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu đối với ống polypropylen (PP), phụ tùng và hệ thống ống thoát nước và nước thải, đặt ngầm, không chịu áp, để vận chuyển/xả chất thải và nước thải sinh hoạt và công nghiệp, cũng như nước mặt.
Hệ thống này bao gồm các hệ thống đường ống được chôn ngầm cũng như hệ thống đường ống đặt trong kết cấu tòa nhà.
Trong trường hợp xả thải công nghiệp, phải xem xét khả năng chịu hóa chất và nhiệt độ, tuy nhiên việc này cần phải được thực hiện riêng.
Tiêu chuẩn này áp dụng cho các ống PP có hoặc không tích hợp đầu nong và nối với nhau bằng phương pháp lắp khít dùng gioăng hoặc nối nung chảy đối đầu.
CHÚ THÍCH 1 Phụ tùng có thể được sản xuất bằng phương pháp đúc phun hoặc gia công từ ống và/hoặc khuôn.
Tiêu chuẩn này bao gồm các vật liệu PP với các mô đun E thông thường và với các mô đun E cao hơn, được gọi là HM (mô đun cao hơn), và đưa ra dải kích thước danh nghĩa và dãy ống, cũng như các khuyến cáo về màu sắc liên quan.
Tiêu chuẩn này cũng quy định các thông số thử cho các phương pháp thử được đề cập trong tiêu chuẩn này.
CHÚ THÍCH 2 Vật liệu PP với mô đun E thông thường có mô đun E từ 1 250 MPa đến 1 700 MPa. Vật liệu PP với mô-đun E cao hơn (vật liệu PP-HM) có môđun E lớn hơn hoặc bằng 1 700 MPa.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 6141 (ISO 4065), Ống nhựa nhiệt dẻo – Bảng chiều dày thông dụng của thành ống
TCVN 6144 (ISO 3127), Ống nhựa nhiệt dẻo – Xác định độ bền va đập bên ngoài – Phương pháp vòng tuần hoàn
TCVN 6145 (ISO 3126), Hệ thống ống nhựa nhiệt dẻo – Các chi tiết bằng nhựa – Phương pháp xác định kích thước
TCVN 6148:2007 (ISO 2505:2005), Ống nhựa nhiệt dẻo – Sự thay đổi kích thước theo chiều dọc – Phương pháp thử và các thông số
TCVN 6149-1 (ISO 1167-1) Ống, phụ tùng và hệ thống phụ tùng bằng nhựa nhiệt dẻo dùng để vận chuyển chất lỏng. Xác định độ bền với áp suất bên trong – Phần 1: Phương pháp thử chung
TCVN 6149-2 (ISO 1167-2) Ống, phụ tùng và hệ thống phụ tùng bằng nhựa nhiệt dẻo dùng để vận chuyển chất lỏng. Xác định độ bền với áp suất bên trong – Phần 2: Chuẩn bị mẫu thử
TCVN 6242:2011 (ISO 580:2005), Hệ thống đường ống và ống bằng chất dẻo – Phụ tùng bằng nhựa nhiệt dẻo dạng ép phun – Phương pháp đánh giá ngoại quan ảnh hưởng của gia nhiệt
TCVN 8850 (ISO 9969), Ống bằng nhựa nhiệt dẻo – Xác định độ cứng vòng
ISO 4435, Plastics piping systems for non-pressure underground drainage and sewerage – Unplasticized poly (vinyl chloride) (PVC-U) (Hệ thống ống bằng chất dẻo để thoát nước và nước thải, đặt ngầm, không chịu áp – Poly (vinyl clorua) không hóa dẻo (PVC-U)
ISO 1133:2005, Plastics – Determination of the melt mass-flow rate (MFR) and the melt volume-flow rate (MVR) of thermoplastics (Chất dẻo – Xác định tốc độ chảy khối lượng (MFR) và tốc độ chảy thể tích (MVR) của nhựa nhiệt dẻo)
ISO 11173, Thermoplastics pipes – Determination of resistance to external blows – Staircase method (Ống nhựa nhiệt dẻo – Xác định độ bền va đập bên ngoài – Phương pháp xác định độ cứng theo bậc thang)
EN 1277:2003, Plastics piping systems – Thermoplastics piping systems for buried non-pressure applications – Test method for leaktightness of elastomeric sealing ring type joints (Hệ thống ống bằng chất dẻo – Hệ thống ống nhựa nhiệt dẻo, đặt ngầm, không chịu áp – Phương pháp thử độ rò rỉ của mối nối lắp gioăng đàn hồi)
EN 1401-1, Plastics piping systems for non-pressure underground drainage and sewerage – Unplasticized poly (vinyl chloride) (PVC-U) – Part 1: Specifications for pipes, fittings and the system (Hệ thống ống bằng chất dẻo để thoát nước và nước thải, đặt ngầm, không chịu áp – Poly (vinyl clorua) không hóa dẻo (PVC-U) – Phần 1: Quy định kỹ thuật cho đường ống, phụ tùng và hệ thống)
EN 12061, Plastics piping systems – Thermoplastics fittings – Test method for impact resistance (Hệ thống ống bằng chất dẻo – Phụ tùng nhựa nhiệt dẻo – Phương pháp thử độ bền va đập)
EN 12256, Plastics piping systems – Thermoplastics fittings – Test method for mechanical strength or flexibility of fabricated fittings (Hệ thống ống bằng chất dẻo – Phụ tùng nhựa nhiệt dẻo – Phương pháp thử độ bền cơ học hoặc độ bền uốn của phụ tùng gia công)
3 Ký hiệu và thuật ngữ viết tắt
Tiêu chuẩn này sử dụng các ký hiệu và thuật ngữ viết tắt sau:
CHÚ THÍCH Các ký hiệu được minh họa trong Hình từ 1 đến Hình 21.
3.1 Ký hiệu
A Chiều dài kết nối
B Chiều dài dẫn
C Độ sâu vùng làm kín
dem Đường kính ngoài trung bình
dn Đường kính ngoài danh nghĩa
dsm Đường kính trong trung bình của đầu nong
d3 Đường kính trong của rãnh
e Độ dày thành
em Độ dày thành trung bình
e2 Độ dày thành của đầu nong
e3 Độ dày thành của rãnh
f Độ rộng rãnh
H Chiều dài phần vát
L Trục dọc của nhánh đai
L1 Chiều dài đầu không nong
l Chiều dài hiệu dụng của ống
M Chiều dài nút bịt đầu không nong
R Bán kính phần uốn cong của phụ tùng
Zd Chiều dài thiết kế (chiều dài Zd)
α Góc danh nghĩa của phụ tùng
3.2 Thuật ngữ viết tắt
CT Dung sai hẹp
DN Kích thước danh nghĩa
DN/OD Kích thước danh nghĩa, đường kính ngoài
MFR Tốc độ chảy khối lượng
PP Polypropylen
PP-HM Polypropylen với mô đun E cao
S Dãy ống
SDR Tỷ số kích thước chuẩn
SN Độ cứng vòng danh nghĩa
TIR Tỉ lệ va đập thực
4 Vật liệu
4.1 Vật liệu cơ bản
Vật liệu là polypropylen (PP), có bổ sung phụ gia cần thiết để thuận lợi cho quá trình sản xuất các chi tiết phù hợp các yêu cầu của tiêu chuẩn này.
4.2 Vật liệu tái chế và gia công lại
Ngoài vật liệu nguyên sinh, được sử dụng vật liệu gia công lại thu được trong quá trình sản xuất nếu phù hợp với tiêu chuẩn này. Không được sử dụng vật liệu gia công lại và vật liệu tái chế từ bên ngoài.
4.3 Tốc độ chảy khối lượng
Ống và phụ tùng phải được làm từ vật liệu PP với MFR như sau:
MFR (230/2,16) ≤ 1,5 g/10 min
Khi được thử nghiệm theo ISO 1133:2005, sử dụng các điều kiện M (nhiệt độ: 230 °C; khối lượng tải: 2,16 kg)
Vật liệu cho đường ống và phụ tùng để nối nung chảy đối đầu phải được định danh bởi các loại sau đây liên quan đến MFR:
Loại A: MFR ≤ 0,3 g/10 min
Loại B: 0,3 g/10 min < MFR ≤ 0,6 g/10 min
Loại C: 0,6 g/10 min < MFR ≤ 0,9 g/10 min
Loại D: 0,9 g/10 min < MFR ≤ 1,5 g/10 min
Chỉ các ống và phụ tùng được sản xuất từ cùng vật liệu hoặc cạnh với loại MFR mới được hàn với nhau.
4.4 Độ bền với áp suất bên trong (đặc tính dài hạn)
Khi được xác định theo phương pháp thử như quy định trong Bảng 1, sử dụng các thông số đã chỉ thị, vật liệu ống phải có đặc tính phù hợp với yêu cầu trong Bảng 1.
Vật liệu phải được thử nghiệm dưới dạng ống.
Bảng 1 – Các đặc tính vật liệu (đặc tính dài hạn)
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử |
|
|
Độ bền với áp suất bên trong |
Không bị phá hủy trong quá trình thử |
Đầu bịt |
Loại a hoặc b |
TCVN 6149-1 (ISO 1167-1) TCVN 6149-2 (ISO 1167-2) |
|
Nhiệt độ thử |
95 °C |
|||
|
Hướng |
Tự do |
|||
|
Số lượng mẫu thử |
3 |
|||
|
Ứng suất vòng |
2,5 MPa |
|||
|
Thời gian điều hòa mẫu |
1 h |
|||
|
Kiểu thử |
Nước trong nước |
|||
|
Thời gian thử |
1 000 h |
|||
4.5 Khả năng chịu áp suất bên trong của vật liệu phụ tùng (đặc tính dài hạn)
Khi được xác định theo phương pháp thử như quy định trong Bảng 1, sử dụng các thông số đã chỉ thị, vật liệu phụ tùng phải có đặc tính phù hợp với yêu cầu trong Bảng 1.
Vật liệu phụ tùng phải được thử theo công thức thực tế dưới dạng ống đùn hoặc đúc phun.
Phụ tùng hoặc chi tiết phụ tùng gia công phải được làm từ ống phù hợp với tiêu chuẩn này, ngoại trừ các yêu cầu liên quan đến độ dày của thành ống và/hoặc từ khuôn PP phù hợp với vật liệu, đặc tính cơ – lý được quy định trong tiêu chuẩn này.
4.6 Các chi tiết giữ vòng giăng làm kín
Vòng gioăng có thể được giữ lại bằng các chi tiết được làm từ các polyme không phải là PP.
5 Đặc tính chung
5.1 Ngoại quan
Khi nhìn ở chế độ không phóng đại, ống và phụ tùng phải đáp ứng các yêu cầu sau:
– Bề mặt bên trong và bên ngoài phải nhẵn, sạch sẽ và không có rãnh, rộp, tạp chất, lỗ và các khuyết tật bề mặt khác làm cản trở sự phù hợp với tiêu chuẩn này;
– Đầu ống và phụ tùng phải được cắt sạch sẽ và phải vuông góc với trục.
5.2 Màu sắc
Màu sắc phải đồng đều trên toàn bộ thành ống và phụ tùng. Màu sắc tốt nhất là màu nâu cam (gần với RAL 8023), màu đen hoặc ghi (gần với RAL 7037), xem tài liệu tham khảo [1].
6 Đặc tính hình học
6.1 Yêu cầu chung
Tất cả các kích thước phải được đo theo TCVN 6145 (ISO 3126).
Các số liệu đưa ra trong tiêu chuẩn này chỉ là giản lược, cho biết kích thước có liên quan. Các kích thước này không đại diện cho tất cả các chi tiết được sản xuất. Tuy nhiên, kích thước được đưa ra phải phù hợp với tiêu chuẩn này.
6.2 Kích thước của ống
6.2.1 Đường kính ngoài
Đường kính ngoài trung bình, dem, phải phù hợp với Bảng 2.
Bảng 2 – Đường kính ngoài trung bình
Kích thước tính bằng milimet
|
Kích thước danh nghĩa |
Đường kính ngoài danh nghĩa |
Đường kính ngoài trung bình |
|
|
|
|||
|
DN/OD |
dn |
dem,min |
dem,max |
|
110 |
110 |
110,0 |
110,4 |
|
125 |
125 |
125,0 |
125,4 |
|
160 |
160 |
160,0 |
160,5 |
|
200 |
200 |
200,0 |
200,6 |
|
250 |
250 |
250,0 |
250,8 |
|
315 |
315 |
315,0 |
316,0 |
|
355 |
355 |
355,0 |
358,2 |
|
400 |
400 |
400,0 |
403,6 |
|
450 |
450 |
450,0 |
454,1 |
|
500 |
500 |
500,0 |
504,5 |
|
630 |
630 |
630,0 |
635,6 |
|
800 |
800 |
800,0 |
807,2 |
|
1 000 |
1 000 |
1 000,0 |
1 009,0 |
|
1 200 |
1 200 |
1 200,0 |
1 210,0 |
|
1 400 |
1 400 |
1 400,0 |
1 410,0 |
|
1 600 |
1 600 |
1 600,0 |
1 610,0 |
6.2.2 Chiều dài hiệu dụng của ống
Chiều dài hiệu dụng, l, của ống, phải không nhỏ hơn mức được công bố bởi nhà sản xuất khi được đo như Hình 1.
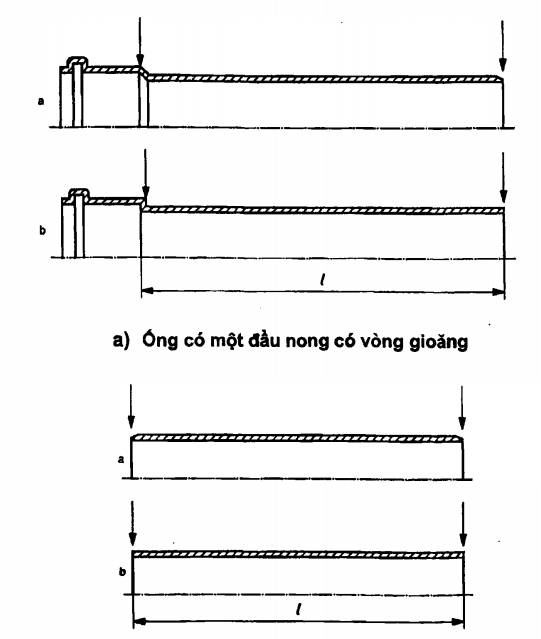
b) Ống có phần đầu trơn
CHÚ DẪN:
l Chiều dài hiệu dụng của ống
a Có phần vát
b Không có phần vát
Hình 1 – Chiều dài hiệu dụng của ống
6.2.3 Độ vát
Nếu ống có độ vát, góc vát phải trong khoảng 15° và 45° so với trục của ống (xem Hình 1 hoặc Hình 2, nếu áp dụng).
Độ dày thành còn lại tại đầu ống ít nhất phải bằng 1/3 emin
6.2.4 Độ dày thành
Độ dày thành, e, phải phù hợp với Bảng 3, trong đó cho phép độ dày thành lớn nhất ở bất kỳ điểm nào bằng 1,25 emin, miễn là độ dày thành trung bình, em, nhỏ hơn hoặc bằng em, max quy định
Bảng 3 – Độ dày thành
Kích thước tính bằng milimet
|
Kích thước danh nghĩa DN/OD |
Đường kính ngoài danh nghĩa dn |
Độ dày thành PP có mô đun E thông thường |
PP-HM |
||||||
|
SN 2 a SDR 41 c |
SN 4 SDR 33 c |
SN 8 SDR 23,4 c |
SN 8 SDR 27,6 c |
||||||
|
eminb |
em, max |
eminb |
em, max |
eminb |
em, max |
eminb |
em, max |
||
|
110 |
110 |
— |
— |
3,4 |
4,0 |
4,7 |
5,4 |
4,0 |
4,6 |
|
125 |
125 |
— |
— |
3,9 |
4,5 |
5,4 |
6,2 |
4,6 |
5,3 |
|
160 |
160 |
3,9 |
4,5 |
4,9 |
5,6 |
6,9 |
7,8 |
5,8 |
6,6 |
|
200 |
200 |
4,9 |
5,6 |
6,2 |
7,1 |
8,6 |
9,7 |
7,3 |
8,3 |
|
|
|
|
|
|
|
|
|
|
|
|
250 |
250 |
6,2 |
7,1 |
7,7 |
8,7 |
10,7 |
12,0 |
9,1 |
10,3 |
|
315 |
315 |
7,7 |
8,7 |
9,7 |
10,9 |
13,5 |
15,1 |
11,4 |
12,8 |
|
355 |
355 |
8,7 |
9,8 |
10,9 |
12,3 |
15,2 |
17,0 |
12,9 |
14,4 |
|
400 |
400 |
9,8 |
11,0 |
12,3 |
13,8 |
17,1 |
19,1 |
14,5 |
16,2 |
|
|
|
|
|
|
|
|
|
|
|
|
450 |
450 |
11,0 |
12,3 |
13,8 |
15,4 |
19,2 |
21,4 |
16,3 |
18,2 |
|
500 |
500 |
12,3 |
13,8 |
15,3 |
17,1 |
21,4 |
23,8 |
18,1 |
20,3 |
|
630 |
630 |
15,4 |
17,2 |
19,3 |
21,5 |
26,9 |
29,8 |
22,8 |
25,3 |
|
800 |
800 |
19,6 |
21,8 |
24,5 |
27,2 |
34,2 |
37,9 |
29,0 |
32,1 |
|
|
|
|
|
|
|
|
|
|
|
|
1 000 |
1 000 |
24,5 |
27,2 |
30,6 |
33,9 |
42,7 |
47,9 |
36,2 |
40,0 |
|
1 200 |
1 200 |
29,4 |
32,6 |
36,7 |
40,6 |
51,2 |
56,6 |
43,4 |
47,8 |
|
1 400 |
1 400 |
34,3 |
38,0 |
42,9 |
47,4 |
59,8 |
66,0 |
50,6 |
55,8 |
|
1 600 |
1 600 |
39,2 |
43,4 |
49,0 |
54,1 |
68,3 |
75,4 |
57,9 |
62,8 |
|
CHÚ THÍCH Đối với các thành phần phù hợp với tiêu chuẩn này, tỷ số kích thước chuẩn, SDR, và các giá trị của dãy ống được quy định trong bảng này được tính từ phương trình SDR = 2S + 1 và có liên quan như sau: SDR 41 tương ứng với S 20; SDR 33 tương ứng với S 16; SDR 27,6 tương ứng với S 13,3; SDR 23,4 tương ứng với S 11,2. |
|||||||||
|
a SN 2 chỉ áp dụng cho các công trình lắp đặt bên ngoài cấu trúc tòa nhà. Tiến hành việc kiểm tra xác nhận theo thiết kế kết cấu đường ống và các điều kiện lắp đặt. b Các giá trị emin theo TCVN 6141 (ISO 4065). c Các tỷ số kích thước chuẩn (SDR) được định nghĩa trong TCVN 6141 (ISO 4065). |
|||||||||
6.3 Kích thước của phụ tùng
6.3.1 Đường kính ngoài
Đường kính ngoài trung bình, dem, của đầu không nong phải phù hợp với Bảng 2 hoặc Bảng 4, nếu áp dụng.
6.3.2 Đường kính ngoài của đầu không nong có dung sai hẹp (loại CT)
Trong tiêu chuẩn này, ngoài kích thước và dung sai được nêu trong Bảng 2 đối với các đầu cuối đầu không nong của phụ tùng, dung sai theo EN 1401-1 được chấp nhận.
Nếu các dung sai này được phân loại là dung sai hẹp (CT), được yêu cầu thì đường kính ngoài trung bình, dem, của ống và đầu không nong, cũng như dung sai phải tuân theo Bảng 4.
Bảng 4 – Đường kính ngoài trung bình của đầu không nong có dung sai hẹp loại CT
Kích thước tính bằng milimet
|
Kích thước danh nghĩa |
Đường kính ngoài danh nghĩa |
Đường kính ngoài trung bình |
|
|
DN/OD |
dn |
dem,min |
dem,max |
|
200 |
200 |
200,0 |
200,5 |
|
250 |
250 |
250,0 |
250,5 |
|
315 |
315 |
315,0 |
315,6 |
|
355 |
355 |
355,0 |
355,7 |
|
|
|
|
|
|
400 |
400 |
400,0 |
400,7 |
|
450 |
450 |
450,0 |
450,8 |
|
500 |
500 |
500,0 |
500,9 |
|
630 |
630 |
630,0 |
631,1 |
|
Các đầu cuối đầu không nong của phụ tùng có đường kính bên ngoài trung bình tuân theo bảng này có thể được sử dụng với các ống và phụ tùng phù hợp với ISO 4435, với điều kiện (các) đầu nong cho ống và phụ tùng này được sử dụng với các mối nối lắp gioăng đàn hồi. |
|||
|
CHÚ THÍCH Các đầu cuối đầu không nong của phụ tùng có đường kính bên ngoài trung bình phù hợp bảng này thường được đúc phun hoặc gia công cơ khí. |
|||
6.3.3 Chiều dài thiết kế
Chiều dài thiết kế, Zd, phải được công bố bởi nhà sản xuất.
CHÚ THÍCH 1 Chiều dài thiết kế của phụ tùng (xem kích thước Zd từ Hình 7 đến Hình 11, Hình 14 đến Hình 19 và Hình 21) được sử dụng để hỗ trợ việc thiết kế khuôn và không dùng để kiểm soát chất lượng.
CHÚ THÍCH 2 Có thể sử dụng ISO 265-1 làm hướng dẫn.
6.3.4 Độ dày thành
Độ dày tối thiểu của thành, emin, của thân hoặc đầu không nong của phụ tùng phải phù hợp với Bảng 3, cho phép giảm đến 5 % do sự trượt lõi. Trong trường hợp đó, giá trị trung bình của hai độ dày thành đối diện phải lớn hơn hoặc bằng các giá trị nêu trong Bảng 3.
Đối với phụ tùng hoặc đầu nối chuyển bậc giữa hai kích thước danh nghĩa thì độ dày thành của mỗi bộ phận kết nối phải phù hợp với yêu cầu về kích thước danh nghĩa áp dụng. Trong trường hợp đó, độ dày thành của thân phụ tùng được phép thay đổi dần dần từ độ dày thành này tới độ dày thành khác.
Độ dày thành của các phụ tùng đã được gia công, ngoại trừ đầu nong và đầu không nong, có thể thay đổi cục bộ theo quy trình gia công, miễn là độ dày thành tối thiểu của thân phụ tùng phải tương ứng với e3,min như trong Bảng 6 đối với kích thước và dãy ống liên quan.
6.4 Kích thước của đầu không nong và đầu nong
6.4.1 Đầu nong có vòng gioăng đàn hồi và đầu không nong
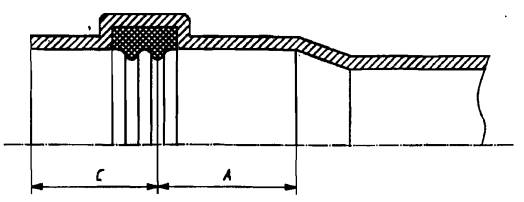
6.4.1.1 Đường kính và chiều dài
Đường kính và chiều dài của đầu nong có vòng gioăng đàn hồi và chiều dài của các đầu không nong phải phù hợp với Bảng 5 (xem Hình 2, Hình 3, Hình 4 hoặc Hình 5, nếu áp dụng).
Khi các vòng gioăng được giữ chắc chắn thì giá trị tối thiểu của A và giá trị tối đa của C phải được đo so với điểm lắp gioăng hiệu quả (xem Hình 4) như quy định của nhà sản xuất. Điểm này phải được nêu trong hướng dẫn lắp đặt.
Cho phép các thiết kế khác nhau của đầu nong có vòng gioăng đàn hồi miễn là các mối nối phù hợp với các yêu cầu trong Bảng 12.
Bảng 5 – Đường kính đầu nong và chiều dài đầu nong và đầu không nong
|
Kích thước danh nghĩa DN/OD |
Đường kính ngoài danh nghĩa dn |
Đầu nong |
Đầu không nong L1,min |
||
|
dsm,min |
Amina |
Cmaxb |
|||
|
110 |
110 |
110,4 |
40 |
22 |
62 |
|
125 |
125 |
125,4 |
43 |
26 |
68 |
|
160 |
160 |
160,5 |
50 |
32 |
82 |
|
200 |
200 |
200,6 |
58 |
40 |
98 |
|
|
|
|
|
|
|
|
250 |
250 |
252,4 |
68 |
50 |
118 |
|
315 |
315 |
318,0 |
81 |
63 |
144 |
|
355 |
355 |
358,3 |
85 |
71 |
160 |
|
400 |
400 |
403,7 |
98 |
80 |
178 |
|
|
|
|
|
|
|
|
450 |
450 |
454,2 |
108 |
90 |
198 |
|
500 |
500 |
504,6 |
118 |
100 |
218 |
|
630 |
630 |
635,8 |
144 |
126 |
270 |
|
a Đầu nong được thiết kế cho chiều dài hiệu dụng của ống là 6 m b Cho phép giá trị C cao hơn. Trong trường hợp đó, giá trị L1,min, theo phương trình L1,min = Amin + C, điều này phải được ghi rõ trong tài liệu của nhà sản xuất. |
|||||
Đối với đầu nong và đầu không nong có đường kính ngoài danh nghĩa lớn hơn 630 mm, thì giá trị dsm,min, Amin và Cmax, tính bằng milimet, được tính theo phương trình sau:
dsm,min = 1,009 2 dn;
Amin = 0,2dn + 18;
Cmax = 0,2 dn.
Đối với chiều dài ống lớn hơn 6 m, chiều dài kết nối, A, trong đầu nong, tính bằng milimet, được tính theo công thức sau:
A = 0,2dn + 3l
trong đó l là chiều dài ống, tính bằng mét.
CHÚ DẪN
a Đầu nong vòng gioăng có phần vát
b Đầu nong vòng gioăng không có phần vát
Hình 2 – Kích thước của đầu nong cho mối nối lắp vòng gioăng đàn hồi
Hình 3 – Thiết kế rãnh đặc trưng cho đầu nong có vòng gioăng đàn hồi
Hình 4 – Ví dụ về việc đo điểm lắp gioăng hiệu quả
Hình 5 – Chiều dài đầu không nong
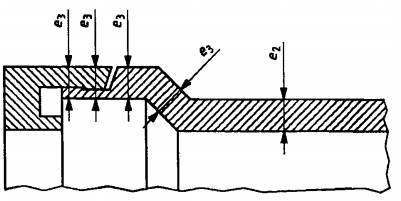
6.4.1.2 Độ dày thành của đầu nong
Độ dày thành của đầu nong, e2 và e3 (xem Hình 2), trừ miệng đầu nong, phải phù hợp với Bảng 6.
Cho phép giá trị e2 và e3 giảm đến 5 % độ dày thành do sự trượt lõi. Trong trường hợp đó, giá trị trung bình của hai độ dày thành đối diện phải lớn hơn hoặc bằng giá trị nêu trong Bảng 6.
Bảng 6 – Độ dày thành của đầu nong
Kích thước tính bằng milimet
|
Kích thước danh nghĩa DN/OD |
Đường kính ngoài danh nghĩa dn |
Độ dày thành |
|||||||
|
SN 2 a SDR 41 b |
SN 4 SDR 33 b |
SN 8 SDR 23,4 b |
SN 8 SDR 27,6 b |
||||||
|
e2,min |
e3,min |
e2,min |
e3,min |
e2,min |
e3,min |
e2,min |
e3,min |
||
|
110 |
110 |
— |
— |
3,1 |
2,6 |
4,3 |
3,6 |
3,6 |
3,0 |
|
125 |
125 |
— |
— |
3,6 |
3,0 |
4,9 |
4,1 |
4,1 |
3,5 |
|
160 |
160 |
3,5 |
3,0 |
4,5 |
3,7 |
6,3 |
5,2 |
5,2 |
4,4 |
|
200 |
200 |
4,4 |
3,7 |
5,6 |
47 |
7,8 |
6,5 |
6,6 |
5,5 |
|
250 |
250 |
5,6 |
4,7 |
7,0 |
5,8 |
9,7 |
8,1 |
8,2 |
6,8 |
|
315 |
315 |
6,9 |
5,8 |
8,8 |
7,3 |
12,2 |
10,2 |
10,3 |
8,6 |
|
355 |
355 |
7,8 |
6,5 |
9,9 |
8,2 |
13,7 |
11,4 |
11,6 |
9,7 |
|
≥ 400 |
≥ 400 |
8,8 |
7,4 |
11,1 |
9,3 |
15,4 |
12,9 |
13,1 |
10,9 |
|
a SN 2 chỉ áp dụng cho các công trình lắp đặt bên ngoài cấu trúc tòa nhà. Tiến hành việc kiểm tra xác nhận theo thiết kế kết cấu đường ống và các điều kiện lắp đặt. b Tỷ số kích thước chuẩn (SDR) được định nghĩa trong TCVN 6141 (ISO 4065). |
|||||||||
Khi một vòng gioăng được lắp bằng cách sử dụng nắp giữ hoặc vòng giữ (xem Hình 6) thì độ dày thành của vùng này phải được cộng thêm độ dày thành của đầu nong và độ dày thành của nắp giữ hoặc vòng giữ tại các vị trí tương ứng trên cùng một mặt phẳng cắt ngang.
Hình 6 – Ví dụ về việc tính độ dày thành đầu nong có nắp giữ
6.4.2 Đầu cuối đầu không nong nung chảy đối đầu
Đường kính ngoài trung bình, dem và độ dày thành, e, của đầu không nong để nung chảy đối đầu phải phù hợp với đường kính và kích thước và dãy ống tương ứng nêu trong Bảng 2 và Bảng 3.
6.5 Loại phụ tùng
Tiêu chuẩn này áp dụng cho các loại phụ tùng dưới đây và các thiết kế phụ tùng khác cũng được chấp nhận.
a) Nối cong (xem Hình 7, Hình 8, Hình 9, Hình 10 hoặc Hình 11):
– Không uốn cong hoặc có góc uốn (xem ISO 265-1);
– Đầu không nong/đầu nong và đầu nong/đầu nong;
– Nung chảy đối đầu từ các đoạn;
– Tạo hình nhiệt có/không có đầu nong nung chảy đối đầu.
Góc danh nghĩa, α, có thể được lựa chọn từ các giá trị sau: 15 °, 30 °, 45 ° và 87 ° 30 ‘ đến 90 °.
b) Đầu nối và đầu nối trượt (xem Hình 12 và Hình 13).
c) Chuyển bậc (xem Hình 14).
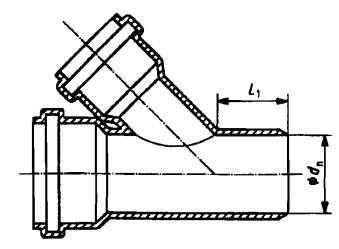
d) Nối nhánh và nối nhánh chuyển bậc (xem Hình 15, Hình 16, Hình 17 hoặc Hình 18):
– Không uốn cong hoặc có góc uốn (xem ISO 265-1);
– Đầu không nong/đầu nong và đầu nong/đầu nong;
Góc danh nghĩa, α, có thể được lựa chọn từ các giá trị sau: 45 ° và 87 ° 30′ đến 90 °.
e) Nối nhánh có mặt bích và cổ nối (xem Hình 19).
f) Nút bịt (xem Hình 20):
– Chiều dài tối thiểu của đầu không nong, M = (Cmax + 10) mm (xem Bảng 4).
g) Đầu nong nối bằng phương pháp lắp khít để nung chảy đối đầu với đầu cuối ống (xem Hình 21).
7 Đặc tính cơ học
7.1 Đặc tính cơ học của ống
Khi được xác định theo phương pháp quy định tại Bảng 7, sử dụng các thông số đã cho, ống phải có các đặc tính cơ học phù hợp với yêu cầu được nêu trong Bảng 7.
Bảng 7 – Đặc tính cơ học của ống
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử |
|
|
Độ cứng vòng |
SDR 41: ≥ 2 kN/m2 SDR 33: ≥ 4 kN/m2 SDR 27,6: ≥ 8 kN/m2 SDR 23,4: ≥ 8 kN/m2 |
Nhiệt độ thử |
(23 ± 2) ºC |
TCVN 8850 (ISO 9969) |
|
Biến dạng |
3 % |
|||
|
Tốc độ biến dạng: 110 mm < dn ≤ 200 mm 200 mm < dn ≤ 400 mm 400 mm < dn ≤ 800mm dn > 800 mm Sai số đối với tốc độ thử |
5 mm/min 10 mm/min 20 mm/min 0,03dl a mm/min ± 5% |
|||
|
Độ bền va đập (phương pháp vòng tuần hoàn) |
TIR ≤ 10 % |
Nhiệt độ thử/điều hòa mẫu |
0 °C |
TCVN 6144 (ISO 3127) |
|
Môi trường điều hòa |
Nước hoặc không khí |
|||
|
Loại búa |
d 90 |
|||
|
Khối lượng búa đối với: |
|
|||
|
dn = 110 mm |
1,0 kg |
|||
|
dn = 125 mm |
1,25 kg |
|||
|
dn = 160 mm |
1,6 kg |
|||
|
dn = 200 mm |
2,0 kg |
|||
|
dn = 250 mm |
2,5 kg |
|||
|
dn ≥ 315 mm |
3,2 kg |
|||
|
Chiều cao thả búa: |
|
|||
|
dn = 110 mm |
1 600 mm |
|||
|
dn ≥ 125 mm |
2 000 mm |
|||
|
a dl được xác định theo TCVN 8850 (ISO 9969) |
||||
7.2 Đặc tính cơ học bổ sung
Ống được sử dụng ở những khu vực mà việc lắp đặt được thực hiện ở nhiệt độ dưới – 10 °C phải tuân theo các yêu cầu bổ sung của phép thử va đập (phương pháp bậc thang) phù hợp với quy định trong Bảng 8.
Ống phải được ghi nhãn theo Bảng 13.
Bảng 8 – Đặc tính cơ học bổ sung của ống
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử |
|
|
Độ bền va đập (phương pháp bậc thang) |
H50 ≥ 1 m Tối đa 1 nứt vỡ dưới 0,5 m |
Nhiệt độ thử/điều hòa mẫu |
-10 °C |
ISO 11173 |
|
Loại búa |
d 90 |
|||
|
Khối lượng búa cho: |
|
|||
|
dn = 110 mm |
4,0 kg |
|||
|
dn = 125 mm |
5,0 kg |
|||
|
dn = 140 mm |
6,3 kg |
|||
|
dn = 160 mm |
8,0 kg |
|||
|
dn = 180 mm |
8,0 kg |
|||
|
dn = 200 mm |
10,0 kg |
|||
|
dn = 250 mm |
12,5 kg |
|||
7.3 Đặc tính cơ học của phụ tùng
Khi được xác định theo phương pháp quy định tại Bảng 9, sử dụng các thông số đã cho, phụ tùng phải có các đặc tính cơ học phù hợp với yêu cầu được nêu trong Bảng 9.
Bảng 9 – Đặc tính cơ học của phụ tùng
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử |
|
|
Độ bền cơ học hoặc đàn hồi a |
Không có dấu hiệu của vỡ, nứt, tách, và/hoặc rò rỉ |
Thời gian thử Độ dịch chuyển tối thiểu b Mômen tối thiểu b đối với: [DN] ≤ 250 [DN] > 250 |
15 min 170 mm 0,15 x [DN]3 x 10–6 kN.m 0,01 x [DN] kN.m |
ISO 12256 |
|
Phép thử va đập (thử nghiệm rơi) |
Không hư hỏng |
Nhiệt độ điều hòa và thử nghiệm Chiều cao thử: |
0°C |
EN 12061 |
|
dn = 110 mm |
1000 mm |
|||
|
dn = 160 mm |
1000 mm |
|||
|
dn = 200 mm |
500 mm |
|||
|
dn = 250 mm |
500 mm |
|||
|
Vị trí va đập |
Miệng đầu nong |
|||
|
a Chỉ dành cho các phụ tùng gia công được làm từ nhiều hơn một bộ phận. Chi tiết giữ gioăng kín không được coi là một bộ phận. b Chọn giữa độ dịch chuyển tối thiểu và mômen tối thiểu, nếu có. |
||||
8 Đặc tính vật lý
8.1 Đặc tính vật lý của ống
Khi xác định theo các phương pháp nêu trong Bảng 10 sử dụng các thông số đã cho thì ống phải có các đặc tính vật lý phù hợp với các yêu cầu trong Bảng 10.
Bảng 10 – Đặc tính vật lý của ống
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử |
|
|
Sư thay đổi kích thước theo chiều dọc |
≤ 2% Ống không bị rộp hoặc nứt |
Nhiệt độ thử |
150 °C |
|
|
Thời gian ngâm: |
|
TCVN 6148 (ISO 2505:2005) |
||
|
e ≤ 8 mm |
15 min |
Phương pháp A (chất lỏng) a |
||
|
e > 8 mm |
30 min |
|
||
|
Nhiệt độ thử |
150 °C |
TCVN 6148 (ISO 2505:2005), Phương pháp B (không khí) a |
||
|
Thời gian ngâm: e ≤ 4 mm 4 mm < e ≤ 16 mm e > 16 mm |
30 min 60 min 120 min |
|||
|
a Chọn hoặc phương pháp A hoặc B và các thông số tương ứng. |
||||
8.2 Đặc tính vật lý của phụ tùng
Khi xác định theo các phương pháp nêu trong Bảng 11 sử dụng các thông số đã cho thì phụ tùng hoặc khuôn dùng cho các phụ tùng gia công phải có các đặc tính vật lý phù hợp với các yêu cầu trong Bảng 11.
Đối với các phụ tùng được sản xuất từ ống, các ống được sử dụng để chế tạo phụ tùng phải phù hợp với các yêu cầu trong Bảng 7 và Bảng 10.
Bảng 11 – Đặc tính vật lý của phụ tùng
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử nghiệm |
|
|
Ảnh hưởng của gia nhiệt a |
Độ sâu vết nứt, tách lớp hoặc rộp không được lớn hơn 20 % độ dày của thành ống xung quanh điểm phun. Đường hàn không được mở rộng quá 20 % độ dày thành ống. |
Nhiệt độ thử |
150 °C |
TCVN 6242:2011 (ISO 580:2005), Phương pháp A (sử dụng tủ sấy)a |
|
Thời gian gia nhiệt: |
|
|||
|
e ≤ 10 mm |
30 min |
|||
|
e > 10 mm |
60 min |
|||
|
a Các khuôn được sử dụng cho phụ tùng gia công có thể được thử riêng lẻ. |
||||
9 Yêu cầu tính năng
Khi xác định theo các phương pháp thử quy định trong Bảng 12 sử dụng các thông số đã cho thì đặc tính của mối nối và hệ thống phải phù hợp với yêu cầu trong Bảng 12.
Bảng 12 – Đặc tính phù hợp với mục đích sử dụng của hệ thống
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử nghiệm |
|
|
Độ kín của mối nối lắp vòng gioăng đàn hồi và mối nối nung chảy bằng điện |
|
Nhiệt độ thử Độ lệch đầu không nong Độ lệch đầu nong |
(23 ± 5) °C 10% 5% |
EN 1277:2003, Điều kiện B |
|
Không rò rỉ |
Áp suất nước |
5 kPa (0,05 bar) |
||
|
Không rò rỉ |
Áp suất nước |
50 kPa (0,5 bar) |
||
|
≤ -27 kPa (-0,27 bar) |
Áp suất không khí |
– 30 kPa (- 0,3 bar) |
||
|
|
Nhiệt độ thử Độ lệch góc: |
(23 ± 5) °C
|
EN 1277:2003, Điều kiện D |
|
|
dn ≤ 315 mm |
2° |
|||
|
315 mm ≤ dn ≤ 630 mm |
1,5° |
|||
|
dn > 630 mm |
1° |
|||
|
Không rò rỉ |
Áp suất nước |
5 kPa (0,05 bar) |
||
|
Không rò rỉ |
Áp suất nước |
50 kPa (0,5 bar) |
||
|
≤ -27 kPa (-0,27 bar) |
Áp suất không khí |
– 30 kPa (- 0,3 bar) |
||
10 Vòng gioăng
Vòng gioăng không được gây ảnh hưởng bất lợi đến các tính chất của đường ống hoặc phụ tùng và không được làm cho tổ hợp thử không đáp ứng yêu cầu của Bảng 12.
Để biết thêm các yêu cầu đối với vòng gioăng cao su cho mục đích thoát nước, xem ISO 4633.
11 Ghi nhãn
11.1 Quy định chung
Thông tin ghi nhãn phải được dán hoặc in hoặc tạo trực tiếp trên ống hoặc phụ tùng và/hoặc dán hoặc in trên bao gói.
Việc ghi nhãn trên ống hoặc phụ tùng không được tạo thành vết nứt hoặc khuyết tật khác làm ngăn cản sự phù hợp của sản phẩm với tiêu chuẩn này.
11.2 Yêu cầu nội dung ghi nhãn tối thiểu của ống
Yêu cầu nội dung ghi nhãn tối thiểu của ống phải theo quy định trong Bảng 13.
Ống phải được ghi nhãn ở các khoảng cách tối đa bằng 1 m và ít nhất một lần trên ống.
Bảng 13 – Yêu cầu nội dung ghi nhãn tối thiểu của ống
|
Nội dung |
Ghi nhãn hoặc ký hiệu |
|
Số hiệu tiêu chuẩn này |
TCVN 12305 (ISO 8773) |
|
Tên nhà sản xuất và/hoặc nhãn hiệu thương mại |
XXX |
|
Kích thước danh nghĩa |
Ví dụ: DN 200 |
|
Độ dày thành tối thiểu hoặc tỷ số kích thước chuẩn |
Ví dụ. 6,2 hoặc SDR 33 |
|
Độ cứng vòng danh nghĩa |
Ví dụ. SN 4 |
|
Vật liệu |
PP hoặc PP-HM |
|
Ký hiệu cho dung sai hẹp đối với đường kính ống |
CT |
|
Thông tin nhà sản xuất |
a |
|
Tính năng khí hậu lạnh b |
* (tinh thể băng) |
|
Loại tốc độ chảy khối lượng c |
Ví dụ: MFR-B |
|
a Để đảm bảo khả năng truy xuất, các thông tin chi tiết sau phải được đưa ra: – thời gian sản xuất (năm và tháng), theo số hoặc mã hiệu – tên hoặc mã sản phẩm theo nơi sản xuất nếu nhà sản xuất chế tạo tại các địa điểm khác nhau. b Nhãn này chỉ áp dụng cho ống đã được kiểm chứng bằng thử nghiệm tuân theo 7.1 c Nhãn chỉ yêu cầu đối với ống dùng cho mối nối nung chảy đối đầu. |
|
11.3 Yêu cầu nội dung ghi nhãn tối thiểu của phụ tùng
Yêu cầu nội dung ghi nhãn tối thiểu của phụ tùng phải theo qui định trong Bảng 14.
Bảng 14 – Yêu cầu nội dung ghi nhãn tối thiểu của phụ tùng
|
Nội dung |
Ghi nhãn và ký hiệu |
|
Số hiệu tiêu chuẩn này |
TCVN 12305 (ISO 8773) |
|
Tên nhà sản xuất và/hoặc nhãn hiệu thương mại |
XXX |
|
Kích thước danh nghĩa |
Ví dụ: DN 200 |
|
Góc danh nghĩa |
Ví dụ: 45° |
|
Độ dày thành tối thiểu hoặc tỷ số kích thước chuẩn |
Ví dụ: 6,2 hoặc SDR 33 |
|
Vật liệu |
PP |
|
Ký hiệu cho dung sai hẹp đối với đường kính ngoài đầu không nong |
CT |
|
Thông tin nhà sản xuất |
a |
|
Loại tốc độ chảy khối lượng |
Ví dụ: MFR-B |
|
a Để đảm bảo khả năng truy xuất, các thông tin chi tiết sau phải được đưa ra: – thời gian sản xuất (năm và tháng), theo số hoặc mã hiệu; – tên hoặc mã sản phẩm theo nơi sản xuất nếu nhà sản xuất chế tạo tại các địa điểm khác nhau. b Nhãn chỉ yêu cầu đối với phụ tùng dùng cho nối nung chảy đối đầu |
|
Thư mục tài liệu tham khảo
[1] RAL 840 – HR, Colour register
[2] EN 1852-1, Plastics piping systems for non-pressure underground drainage and sewerage – Polypropylene (PP) – Part 1: Specifications for pipes, fittings and the system
[3] ISO 265-1, Pipes and fittings of plastics materials – Fittings for domestic and industrial waste pipes – Basic dimensions: Metric series – Part 1: Unplasticized poly (vinyl chloride) (PVC-U)
[4] ISO 4633, Rubber seals – Joint rings for water supply, drainage and sewerage pipelines- Specification for materials.
