
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 1595-1:2013 (ISO 7619-1:2010) về Cao su lưu hóa hoặc nhiệt dẻo – Xác định độ cứng ấn lõm – Phần 1: Phương pháp sử dụng thiết bị đo độ cứng ( Độ cứng Shore)
TIÊU CHUẨN QUỐC GIA
TCVN 1595-1:2013
ISO 7619-1:2010
CAO SU LƯU HÓA HOẶC NHIỆT DẺO – XÁC ĐỊNH ĐỘ CỨNG ẤN LÕM – PHẦN 1: PHƯƠNG PHÁP SỬ DỤNG THIẾT BỊ ĐO ĐỘ CỨNG (ĐỘ CỨNG SHORE)
Rubber, vulcanized or thermoplastic – Determination of indentation hardness – Part 1: Durometer method (Shore hardness)
Lời nói đầu
TCVN 1595-1:2013 thay thế TCVN 1595-1:2007 .
TCVN 1595-1:2013 hoàn toàn tương đương ISO 7619-1:2010.
TCVN 1595-1:2013 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC45 Cao su thiên nhiên biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 1595, chấp nhận bộ tiêu chuẩn ISO 7619, gồm các tiêu chuẩn dưới đây có tên chung Cao su lưu hóa hoặc nhiệt dẻo – Xác định độ cứng ấn lõm
– TCVN 1595-1:2013 (ISO 7619-1:2010), Phần 1: Phương pháp sử dụng thiết bị đo độ cứng (độ cứng Shore)
– TCVN 1595-2:2013 (ISO 7619-2:2010), Phần 2: Phương pháp sử dụng dụng cụ bỏ túi IRHD
Lời giới thiệu
Độ cứng của cao su, được đo bằng thiết bị đo độ cứng Shore hoặc dụng cụ bỏ túi IRHD, được xác định từ phản hồi của cao su đối với tác động ấn lõm. Phản hồi này phức tạp và sẽ phụ thuộc vào:
a) môđun đàn hồi của cao su;
b) các tính chất đàn hồi nhớt của cao su;
c) độ dày của mẫu thử;
d) dạng hình học của mũi ấn;
e) áp suất được sử dụng;
f) tốc độ tăng của áp suất, và
g) khoảng thời gian độ cứng được ghi lại.
Vì các yếu tố này, không nên coi có mối quan hệ trực tiếp giữa các kết quả sử dụng thiết bị đo độ cứng (độ cứng Shore) với các giá trị đo bằng IRHD, mặc dù sự tương quan đã được thiết tập đối với một số cao su riêng rẽ hoặc hỗn hợp.
Lúc đầu thiết bị đo độ cứng là dụng cụ di động cầm tay đã được chứng minh là đặc biệt thuận tiện cho việc thực hiện các phép đo trên sản phẩm. Hiện nay một số phòng thử nghiệm cũng có thể sử dụng chúng trên một khung giá có trọng lượng tác động lên mặt ép để tăng độ chụm.
CHÚ THÍCH: TCVN 9810 (ISO 48)[1] quy định cách đo độ cứng đối với việc xác định độ cứng từ 10 IRHD đến 100 IRHD. Thông tin thêm về mối quan hệ giữa các giá trị đo của thiết bị đo độ cứng và của IRHD đã được nêu trong tài liệu tham khảo[5], [6], [7].
CAO SU LƯU HÓA HOẶC NHIỆT DẺO – XÁC ĐỊNH ĐỘ CỨNG ẤN LÕM – PHẦN 1: PHƯƠNG PHÁP SỬ DỤNG THIẾT BỊ ĐO ĐỘ CỨNG(ĐỘ CỨNG SHORE)
Rubber, vulcanized or thermoplastic – Determination of indentation hardness – Part 1: Durometer method (Shore hardness)
CẢNH BÁO: Những người sử dụng tiêu chuẩn này phải có kinh nghiệm làm việc trong phòng thử nghiệm thông thường. Tiêu chuẩn này không đề cập đến tất cả các vấn đề an toàn liên quan khi sử dụng. Người sử dụng tiêu chuẩn phải có trách nhiệm thiết lập các biện pháp an toàn và bảo vệ sức khỏe phù hợp với các quy định pháp lý hiện hành.
CHÚ Ý: Một số quy trình quy định trong tiêu chuẩn này có thể liên quanđến việc sử dụng hoặctạoracác chất hoặc chất thải, điều này có thể gây ra mối nguy hại chomôitrườngđịaphương.Nêntham khảo các tài liệu thích hợp về xử lý an toàn và thải bỏ sau khi sử dụng.
1. Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp xác định độ cứng ấn lõm (độ cứng Shore) của cao su lưu hóa hoặc nhiệt dẻo sử dụng thiết bị đo độ cứng với các thang chia sau đây:
– thang A đối với cao su trong dải độ cứng bình thường;
– thang D đối với cao su trong dải độ cứng cao;
– thang AO đối với cao su trong dải độ cứng thấp và cao su xốp;
– thang AM đối với mẫu thử cao su mỏng trong dải độ cứng bình thường.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tàiliệuviệndẫnghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghinămcôngbốthì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 1592 (ISO 23529) Cao su – Quy trình chung để chuẩn bị và ổn định mẫu thử cho các phương pháp thử vật lý.
ISO 18898 Rubber – Calibration and verification of hardness testers (Cao su – Hiệu chuẩn và kiểm tra các máy thử độ cứng).
3. Nguyên tắc và lựa chọn loại thiết bị đo độ cứng
Đo chiều sâu của mũi ấn khi ấn vào vật liệu trong điều kiện xác định.
Khi sử dụng thiết bị đo độ cứng, thang chia phải được chọn như sau.
– đối vớicác giá trịnhỏ hơn 20 với thiết bị đo độ cứng loại D: thangA;
– đối vớicác giá trịnhỏ hơn 20 với thiết bị đo độ cứng loại A: thangAO;
– đối vớicác giá trị trên 90 với thiết bị đo độ cứng loại A: thang D;
– đối vớicác mẫu thử mỏng (độ dày nhỏ hơn 6 mm): thang AM.
4. Thiết bị, dụng cụ
4.2. Thiết bị đo độ cứng loại A, D và AO
Các thiết bị này bao gồm các bộ phận được quy định trong 4.1.1 đến 4.1.5.
4.1.1. Mặt ép
Mặt ép đối với loại A và D phải có đường kính 18 mm ± 0,5 mm và lỗ tâm với đường kính 3 mm ± 0,1 mm. Đối với loại AO, mặt ép phải có diện tích tối thiểu 500 mm2 với một lỗ tâm có đường kính 5,4 mm ± 0,2 mm. Dung sai kích thước của lỗ tâm và yêu cầu đối với kích cỡ của mặt ép chỉ áp dụng cho các thiết bị được sử dụng trên một khung giá.
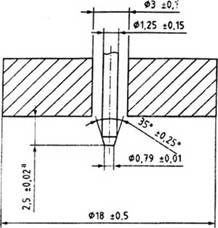
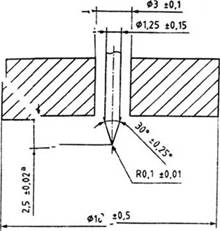
4.1.2. Mũi ấn
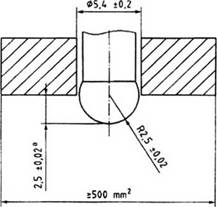
Mũi ấn phải được làm từ thép cứng có đường kính 1,25 mm ± 0,15 mm, hình dạng và kích thước chỉ ra trong Hình 1 đối với thiết bị đo độ cứng loại A, và Hình 2 đối với thiết bị đo độ cứng loại D. Loại thiết bị đo độ cứng AO có mũi ấn tròn với bán kính 2,5 mm ± 0,02 mm theo Hình 3.
4.1.3. Thiết bị hiển thị
Đây là thiết bị cho phép đọc mức nhô ra của mũi ấn vượt quá mặt ép. Thiết bị được hiệu chuẩn trực tiếp dưới dạng dãy đơn vị từ 0 đối với phần nhô ra lớn nhất 2,50 mm ± 0,02 mm đến 100 đối với phần nhô ra bằng 0 thu được bằng cách đặt mặt ép và mũi ấn tiếp xúc chắc với bề mặt cứng và phẳng thích hợp (ví dụ: kính).
4.1.4. Lò xo đã hiệu chuẩn
Lò xo này được sử dụng để tác động một lực ấn, F, lên mũi ấn, biểu thị bằng miliniutơn, được tính theo một trong những công thức sau.
– Đối với thiết bị đo độ cứng loại A:
F= 550 + 75 HA
trong đó: HA là số ghi độ cứng ghi được từ thiết bị đo độ cứng loại A.
– Đối với thiết bị đo độ cứng loại D:
F= 445 HD
trong đó: HD là số ghi độ cứng ghi được từ thiết bị đo độ cứng loại D.
– Đối với thiết bị đo độ cứng loại AO:
F= 550 + 75 HAO
trong đó: HAOlà số ghi độ cứng ghi được từ thiết bị đo độ cứng loại AO.
4.1.5. Thiết bị đếm thời gian tự động (tùy chọn)
Thiết bị đếm thời gian được kích hoạt tự động khi mặt ép tiếp xúc với mẫu thử và sẽ hiển thị điểm cuối thời gian thử hoặc khóa giá trị thử khi hoàn thành. Việc sử dụng thiết bị đếm thời gian đối với thời gian thử làm tăng độ chụm. Khi thiết bị được sử dụng trên một khung giá, dung sai thời gian phải là ± 0,3 s.
4.2. Thiết bị đo độ cứng loại AM
Thiết bị này bao gồm các bộ phận quy định trong 4.2.1 đến 4.2.5.
4.2.1. Mặt ép
Mặt ép phải có đường kính 9 mm ± 0,3 mm và lỗ tâm có đường kính 1,19 mm ± 0,03 mm.
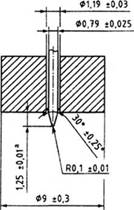
4.2.2. Mũi ấn
Mũi ấn phải được chế tạo từ thép cứng có đường kính 0,79 mm ± 0,025 mm, hình dạng và kích thước chỉ ra trong Hình 4.
4.2.3. Thiết bị hiển thị
Đây là thiết bị để cho phép đọc mức nhô ra của mũi ấn vượt quá mặt ép. Thiết bị được hiệu chuẩn trực tiếp dưới dạng dãy đơn vị từ 0 đối với phần nhô ra lớn nhất 1,25 mm ± 0,01 mm đến 100 đối với phần nhô ra bằng 0 thu được bằng cách đặt mặt ép và mũi ấn tiếp xúc chắc với bề mặt cứng và phẳng thích hợp (ví dụ: kính).
|
Kích thước tính bằng milimét
aPhần nhô ra hợp lệ với số đọc 0 Hình 1 – Mũi ấn của thiết bị đo độ cứng loại A |
Kích thước tính bằng milimét
a Phần nhô ra hợp lệ với số đọc 0 Hình 2 – Mũi ấn của thiết bị đo độ cứng loại D |
|
Kích thước tính bằng milimét
aPhần nhô ra hợp lệ với số đọc 0 Hình 3 – Mũi ấn của thiết bị đo độ cứng loại AO |
Kích thước tính bằng milimét
aPhần nhô ra hợp lệ với số đọc 0 Hình 4 – Mũi ấn của thiết bị đo độ cứng loại AM |
4.2.4. Lò xo đã hiệu chuẩn
Được sử dụng để tạo ra một lực ấn, F, biểu thị bằng miliniutơn, tính theo công thức sau.
F= 324 + 4,4 HAM
trong đó HAM là số ghi độ cứng ghi được từ thiết bị đo độ cứng loại AM.
4.2.5. Thiết bị đếm thời gian tự động (tùy chọn)
Thiết bị đếm thời gian phải được kích hoạt tự động khi mặt ép tiếp xúc với mẫu thử và sẽ hiển thị điểm cuối thời gian thử hoặc khóa giá trị thử khi hoàn thành. Việc sử dụng thiết bị tính thời gian đối với thời gian thử sẽ nâng cao độ chụm. Khi sử dụng khung giá, dung sai thời gian phải là ± 0,3 s.
4.3. Khung giá
4.3.1. Độ chụm cao đạt được khi sử dụng khung giá có trọng tâm trùng với đường trục của mũi ấn để áp mặt ép lên mẫu thử. Thiết bị đo độ cứng loại A, D và AO có thể được sử dụng dưới dạng máy đo di động bằng tay hoặc lắp trên khung giá. Thiết bị đo độ cứng loại AM luôn luôn được lắp trên khung giá.
4.3.2. Khung giá vận hành phải có chức năng duy trì mặt ép của thiết bị đo độ cứng song song với bàn đỡ mẫu thử.
4.3.3. Khung giá phải có khả năng áp mẫu thử tới mũi ấn, hoặc ngược lại, không bị sốc
CHÚ THÍCH: Tốc độ lớn nhất bằng 3,2 mm/s cho thấy là phù hợp.
4.3.4. Tổng khối lượng của thiết bị đo độ cứng và khối lượng thêm vào để thắng lực lò xo phải là:
1 kg đối với loại A và AO;
5 kg đối với loại D;
0,25 kg đối với loại AM.
4.4. Hiệu chuẩn lực lò xo của thiết bị đo độ cứng
Các giá trị lực phải phù hợp với Bảng 1.
Bảng 1 – Lực lò xo của thiết bị đo độ cứng
|
Trị số thiết bị đo độ cứng hiển thị |
Lực lò xo, mN |
||
|
Loại AM |
Loại A và AO |
Loại D |
|
|
0 |
324 |
550 |
– |
|
10 |
368 |
1 300 |
4 450 |
|
20 |
412 |
2 050 |
8 900 |
|
30 |
456 |
2 800 |
13 350 |
|
40 |
500 |
3 550 |
17 800 |
|
50 |
544 |
4 300 |
22 250 |
|
60 |
588 |
5 050 |
26 700 |
|
70 |
632 |
5 800 |
31 150 |
|
80 |
676 |
6 550 |
35 600 |
|
90 |
720 |
7 300 |
40 050 |
|
100 |
764 |
8 050 |
44 500 |
|
Miliniutơn (mN) trên một đơn vị |
4,4 |
75 |
445 |
|
Dung sai lực lò xo |
±8,8 |
±37,5 |
± 222,5 |
CHÚ THÍCH: Dung sai có thể tăng lên đối với thiết bị đo độ cứng cầm tay; cụ thể dung sai lực lò xo có thể tăng gấp đôi.
5. Mẫu thử
5.1. Quy định chung
Mẫu thử phải được chuẩn bị phù hợp với TCVN 1592 (ISO 23529).
5.2. Độ dày
Đối với phép xác định độ cứng sử dụng thiết bị đo độ cứng Shore A, D và AO, độ dày của mẫu thử phải ít nhất 6 mm.
Đối với phép xác định độ cứng sử dụng thiết bị đo độ cứng Shore AM, độ dày của mẫu thử phải ít nhất 1,5 mm.
Đối với những tấm mỏng hơn 6 mm và 1,5 mm (xem ở trên), để nhận được độ dày cần thiết một mẫu thử không quá 3 lớp. Tuy nhiên, các kết quả nhận được trêncácmẫuthửnhưvậycóthểkhông khớp với các kết quả nhận được trên mẫu thử đơn lớp.
Đối với mục đích so sánh, các mẫu thử phải giống nhau.
CHÚ THÍCH: Phép đo trên mẫu thử mỏng của cao su mềm sẽ bị ảnh hưởngbởibàn đỡmẫu và sẽ chomộtgiá trị quá cao.
5.3. Bề mặt
Các kích thước khác của mẫu thử phải đủ để có thể đo cách cạnh bất kỳ ít nhất 12 mm đối với loại A và D, 15 mm đối với loại AO và 4,5 mm đối với loại AM.
Bề mặt của mẫu thử phải phẳng và song song trên một diện tích vừa đủ để cho mặt ép tiếp xúc với mẫu thử trong phạm vi bán kính ít nhất 6 mm từ mũi ấn đối với loại A và D, 9 mm đối với loại AO và 2,5 mm đối với loại AM.
Phép xác định độ cứng thỏa đáng bằng thiết bị đo độ cứng không thể thực hiện trên bề mặt cong, không bằng phẳng hoặc thô ráp. Tuy nhiên, việc sử dụng thiết bị đo độ cứng trong một số ứng dụng đặc thù được thừa nhận, ví dụ ISO 7267-2[3] đối với phép xác định độ cứng của rulô bọc cao su. Trong các ứng dụng như vậy, các hạn chế của việc sử dụng thiết bị đo độ cứng phải được xác định rõ ràng.
6. Ổn định và nhiệt độ thử
Trong thực tế, các mẫu thử phải được ổn định ngay trước khi thử nghiệm trong một thời gian tối thiểu 1 h ở nhiệt độ tiêu chuẩn phòng thử nghiệm phù hợp với TCVN 1592 (ISO 23529). Phải sử dụng nhiệt độ giống nhau trong suốt phép thử đơn bất kỳ hoặc dãy các phép thử so sánh.
7. Cách tiến hành
7.1. Quy định chung
Đặt mẫu thử trên bề mặt phẳng, cứng (ví dụ: kính). Áp mặt ép lên mẫu thử hoặc ngược lại, càng nhanh càng tốt nhưng không đột ngột, giữ mặt ép song song với bề mặt của mẫu thử và đảm bảo rằng mũi ấn vuông góc với bề mặt cao su.
7.2. Thời gian thử
Tạo ra một lực phù hợp với 4.3.3 chỉ đủ để đạt được sự tiếp xúc chắc chắn giữa mặt ép và mẫu thử. Ghi số đọc tại thời gian quy định sau khi mặt ép tiếp xúc chắc chắn với mẫu thử. Thời gian thử chuẩn phải là 3 s đối với cao su lưu hóa và 15 s đối với cao su nhiệt dẻo. Các thời gian thử khác có thể được sử dụng, miễn là chúng được trình bày trong báo cáo thử nghiệm. Cao su chưa biết thuộc loại nào nên được xử lý như cao su lưu hóa.
CHÚ THÍCH: Thời gian thử 15 s đối với cao su nhiệt dẻo bởi vì giá trị độ cứng tiếp tục suy giảm qua khoảng thời gian dài hơn đối với cao su lưu hóa, thời gian thử này tương tự như quy định đối với chất dẻo trong ISO 868[2].
7.3. Số lần đo
Thực hiện năm lần đo độ cứng ở các vị trí khác nhau trên mẫu thử cách nhau ít nhất 6 mm đối với loại A, D và AO; cách nhau ít nhất 0,8 mm đối với loại AM, và xác định giá trị trung bình.
Nếu khoảng thời gian mà sau đó mỗi lần đọc kết quả khác 3 s, ghi lại các giá trị riêng lẻ của độ cứng ấn lõm cùng với khoảng cách thời gian để đọc kết quả và xác định giá trị trung bình và các giá trị tối đa và tối thiểu nhận được.
8. Hiệu chuẩn và kiểm tra
8.1. Hiệu chuẩn
Thiết bị phải được điều chỉnh và hiệu chuẩn theo ISO 18898.
8.2. Kiểm tra bằng khối cao su chuẩn[1])
Áp thiết bị lên một bề mặt phẳng và cứng thích hợp (ví dụ: kính) và điều chỉnh số đọc trên thang đo đến giá trị 100 IRHD. Tiếp tục kiểm tra thiết bị bằng cách sử dụng bộ khối cao su chuẩn kèm theo dải đo. Tất cả sự điều chỉnh phải được thực hiện theo hướng dẫn của nhà sản xuất. Bộ khối cao su chuẩn được sử dụng phải bao gồm ít nhất 6 mẫu thử được phủ một lớp bột tan mỏng, giữ trong hộp có nắp đậy phù hợp tránh ánh sáng, nhiệt, dầu và dầu nhờn. Bản thân cao su chuẩn phải được hiệu chuẩn trên thiết bị hiệu chuẩn không-tải trong khoảng thời gian không quá 1 năm hoặc khi quan sát thấy độ lệch vượt quá 1 đơn vị. Các thiết bị sử dụng thường xuyên phải được kiểm tra ít nhất mỗi tuần với các khối cao su chuẩn.
9. Độ chụm
Xem Phụ lục A.
10. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm các thông tin sau:
a) các chi tiết về mẫu:
1) mô tả đầy đủ về mẫu và nguồn gốc mẫu;
2) mô tả về mẫu thử, bao gồm độ dày và trong trường hợp mẫu thử nhiều lớp nêu số lượng của lớp;
b) phương pháp thử đã sử dụng, nghĩa là viện dẫn tiêu chuẩn này [TCVN 1595-1 (ISO 7619-1)];
c) các chi tiết thử nghiệm
1) nhiệt độ thử, độ ẩm tương đối khi độ cứng của vật liệu phụ thuộc vào độ ẩm;
2) loại thiết bị sử dụng;
3) thời gian giữa sự chuẩn bị mẫu thử và phép đo độ cứng;
4) các chi tiết về sai khác bất kỳ với quy trình tiêu chuẩn;
5) các chi tiết vận hành bất kỳ không quy định trong tiêu chuẩn này và việc xảy ra bất kỳ có ảnh hưởng đến kết quả;
d) kết quả thử nghiệm, biểu thị bằng số lượng toàn bộ cùng với thang đo đã sử dụng, ví dụ: 75 Shore A;
e) ngày thử nghiệm.
Phụ lục A
(tham khảo)
Độ chụm đối với thiết bị đo độ cứng loại AM so sánh với thiết bị thử nghiệm Micro IRHD
A.1 Một chương trình thử nghiệm liên phòng (ITP) được thực hiện năm 2004 để đánh giá độ chụm đối với các phép thử độ cứng micro bằng cách sử dụng quy trình và hướng dẫn về độ chụm mô tả trong ISO/TR 9272:2005[4] xuất bản sau đó.
Xác định độ chụm đối với thiết bị đo độ cứng loại AM. Kết quả được nêu trong Bảng A.1 và A.2. Mặc dù thử nghiệm Micro IRDH không được quy định trong phương pháp thử này, độ chụm đối với độ cứng cao su Micro quốc tế (Micro IRHD) cũng được đánh giá nhằm mục đích so sánh. TCVN 9810 (ISO 48) bao gồm việc bổ sung bộ các kết quả độ chụm đối với IRHD.[2])
Độ tái lập, hoặc độ chụm nội vùng, đối với mỗi phương pháp thử độ cứng được thiết lập cho từng vật liệu là giá trị nêu trong Bảng A.1. Hai kết quả thử riêng biệt (nhận được bằng việc sử dụng tiêu chuẩn này) khác nhiều so với giá trị đã được lập bảng r (tính bằng đơn vị đo lường) và (r) (tính bằng phần trăm) cần coi là đáng nghi ngờ, nghĩa là đã đến từ các tập hợp khác và nên tiến hành một số hành động điều tra thích hợp.
Độ lặp lại, hoặc độ chụm chung, đối với phương pháp thử độ cứng bằng thiết bị đo độ cứng loại AM được thiết lập cho từng vật liệu là giá trị nêu trong Bảng A.1. Hai kết quả thử riêng biệt nhận được trong các phòng thử nghiệm khác nhau (bằng việc sử dụng tiêu chuẩn này) khác nhiều so với giá trị đã được lập bảng R (tính bằng đơn vị đo lường) và (R) (tính bằng phần trăm) cần coi là đáng nghi ngờ, nghĩa là đã đến từ các tập hợp khác và nên tiến hành một số hành động điều tra thích hợp.
A.2 Độ chụm loại 1 được đánh giá (đối với cả hai phép thử) bằng cách sử dụng các mẫu thử lưu hóa từ bốn hợp chất cao su khác nhau A, B, C và D (với một dải các giá trị độ cứng), được cấp cho sáu phòng thử nghiệm tham gia trong ITP. Cứ hai ngày thử cách nhau hai tuần lại tiến hành thứ tự thử nghiệm sau đây. Mỗi hợp chất lấy ba mẫu thử và nhận được giá trị trung bình của năm lần đo độ cứng trên từng mẫu trong ba mẫu thử do từng người trong hai người thực hiện. Đối với mỗi người thực hiện, giá trị trung bình được chọn cho tất cả ba mẫu thử.
Sau đó tính trung bình cộng của hai giá trị trung bình làm giá trị đơn lẻ gọi là kết quả thử cho ngày thử nghiệm đó. Các phép đo độ cứng Shore AM được thực hiện trên một mặt của mẫu thử và các phép đo độ cứng IRHD được thực hiện trên mặt sau của mẫu thử. Phân tích độ chụm được dựa trên số liệu kết quả thử, nghĩa là mỗi phòng thử nghiệm đánh giá hai kết quả.
Quy trình xử lý khoảng lệch lựa chọn ISO/TR 9272:2005 thay thế khoảng lệch được sử dụng do ITP chỉ có số phòng thử nghiệm tham gia tối thiểu (6). Quy trình lựa chọn 2 này thay thế cho mỗi khoảng lệch được tuyên bố là đáng kể, có giá trị thích hợp với phân bố giá trị dữ liệu đối với dữ liệu không khoảng lệch dành cho vật liệu đó. Xem ISO/TR 9272:2005 đối với tính hợp lý của khái niệm này và các chi tiết khác.
Các kết quả độ chụm khi được xác định bởi ITP này có thể không được áp dụng đối với thử nghiệm chấp nhận hoặc từ chối trong nhóm vật liệu hoặc sản phẩm bất kỳ nếu không có công bố được lập thành văn bản rằng các kết quả đánh giá độ chụm này áp dụng cho vật liệu hoặc sản phẩm đã thử nghiệm trong thực tế.
A.3 Các kết quả độ chụm đối với các phép đo bằng thiết bị đo độ cứng loại AM được nêu trong Bảng A.1, với các vật liệu liệt kê theo thứ tự độ cứng tăng dần. Các kết quả được đưa ra trong các hạng mục về cả hai độ chụm tuyệt đối, r và R, và độ chụm tương đối (r) và (R). Công bố chung cho việc sử dụng các kết quả độ chụm được nêu ở trên.
A.4 Các kết quả độ chụm đối với thử nghiệm Micro IRHD được nêu trong Bảng A.2, với các vật liệu liệt kê theo thứ tự độ cứng tăng dần. Các kết quả được đưa ra trong các hạng mục về cả hai độ chụm tuyệt đối, rvà R, và độ chụm tương đối (r) và (R). Công bố chung cho việc sử dụng các kết quả độ chụm được nêu ở trên.
A.5 Các kết quả phân tích độ chụm trong Bảng A.1 cho thấy không có xu hướng rõ rệt đối với r và R so với mức độ cứng trên dải 46 đến 74. Các thông số độ lặp lại đối với thiết bị đo độ cứng loại AM [r = 0,88, (r) = 1,47] và đối với Micro IRHD [r = 1,14, (r) = 2,04] thì hợp lý như nhau. Tuy nhiên, độ tái lập của hai phương pháp đo độ cứng thì khác biệt đáng kể: đối với Shore AM, R = 5,08 và (R) = 8,98, và đối với IRHD, R = 2,20 và (R) = 3,85. Các thông số độ tái lập R và (R) đối với IRHD bằng 43 % giá trị đối với Shore AM, cho thấy sự đồng thuận giữa các phòng thử nghiệm tốt hơn nhiều so với các phép đo IRHD.
Bảng A.1 – Độ chụm đối với độ cứng trong TCVN 1595-1 (ISO 7619–1) –Thiết bị đo độ cứng loại AM
|
Vậtliệu |
Mứctrungbình |
Trong cùng phòng thử nghiệm |
Giữa các phòng thử nghiệm |
Sốphòngthử nghiệmd |
||||
|
Độlệchchuẩn sra |
Độ lặp lại (tuyệt đối) ra |
Độ lặp lại (tương đối) (r)b |
Độlệchchuẩn SRc |
Độ tái lập (tuyệt đối) Ra |
Độ tái lập(tương đối) (R)b |
|||
|
B (2) |
47,9 |
0,276 |
0,772 |
1,61 |
2,32 |
6,5 |
13,57 |
6 |
|
C(3) |
55,2 |
0,223 |
0,623 |
1,13 |
1,85 |
5,17 |
9,35 |
6(1) |
|
A (1) |
62,8 |
0,404 |
1,13 |
1,8 |
1,95 |
5,45 |
8,68 |
6 |
|
D(4) |
73,9 |
0,357 |
1 |
1,35 |
1,14 |
3,2 |
4,33 |
6(1) |
|
Giá trị trung bình |
– |
0,881 25 |
1,472 5 |
– |
5,08 |
8,982 5 |
– |
|
|
CHÚ THÍCH: Xem Điều A.5 đối với thảo luận về kết quả độ chụm trong bảng này. |
||||||||
|
aTính bằng đơn vị đo lường. bTính bằng phần trăm mức giá trị trung bình. cĐối với tổng độ lệch giữa các phòng thử nghiệm, tính bằngđơn vị đolường. d Chữ số nêu trong ngoặc đơn là giá trị thay thế của hai phòng thử nghiệmtách biệt tùy chọn. |
||||||||
Bảng A.2 – Độ chụm đối với độ cứng trong TCVN 9810 (ISO 48) – Micro IRHD
|
Vậtliệu |
Mứctrungbình |
Trong cùng phòng thử nghiệm |
Giữa các phòng thử nghiệm |
Sốphòngthử nghiệmd |
||||
|
Độlệchchuẩn sra |
Độ lặp lại (tuyệt đối) ra |
Độ lặp lại (tương đối) (r)b |
Độlệchchuẩn SRc |
Độ tái lập (tuyệt đối) Ra |
Độ tái lập(tương đối) (R)b |
|||
|
B (2) |
45,6 |
0,404 |
1,13 |
2,48 |
0,954 |
2,67 |
5,85 |
6 |
|
C(3) |
53,9 |
0,469 |
1,31 |
2,43 |
0,583 |
1,63 |
3,03 |
6(1) |
|
A (1) |
63,7 |
0,605 |
1,7 |
2,66 |
0,728 |
2,04 |
3,2 |
6 |
|
D(4) |
74 |
0,149 |
0,416 |
0,57 |
0,875 |
2,45 |
3,31 |
6(1) |
|
Giá trị trung bình |
– |
1,139 |
2,035 |
– |
2,197 5 |
3,847 5 |
– |
|
|
CHÚ THÍCH: Xem Điều A.5 đối với thảo luận về kết quả độ chụm trong bảng này. |
||||||||
|
aTính bằng đơn vị đo lường. bTính bằng phần trăm mức giá trị trung bình. cĐối với tổng độ lệch giữa các phòng thử nghiệm, tính bằngđơn vị đolường. d Chữ số nêu trong ngoặc đơn là giá trị thay thế của hai phòng thử nghiệmtách biệt tùy chọn. |
||||||||
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 48, Rubber, vulcanized orthermoplastic – Determination of hardness (hardnessbetween 10 IRDH and 100 IRDH)[Cao su lưu hóa hoặc nhiệt dẻo – Xác định độ cứng (độcứng từ 10 IRHD đến 100 IRHD)]. [2] ISO 868, Plastic and ebonite –Determination of indentation hardness by means of adurometer (Shore hardness) [Chấtdẻo và ebonit – Xác định độ cứng ấn lõm bằng thiết bị đođộ cứng (độ cứng Shore)]. [3] ISO 7267-2, Rubber-covered rollers – Determination of apparent hardness – Part 2: Shore-Type durometer method (Trục quay bọc cao su – Xác định độ cứng biểu kiến – Phần 2: Phương pháp thiết bị đo độ cứng loại Shore). [4] ISO/TR 9272:2005, Rubber and rubber products – Determination of precision for test method standards (Cao su và sản phẩm cao su – Xác định độ chụm đối với các tiêu chuẩn phương pháp thử). [5] BROWN, R.P, Physical testing of rubber, Chapman and Hall, London, 2006 (Thử lý học của cao su, Chapman và Hall, London, 1996). [6] OBERTO S, Rubber chemistry technology, 1955, 28, 1054 (Công nghệ hóa học cao su, 1955, 28, 1054). [7] JUVE A. E, Rubber chemistry technology, 1957, 30, 367 (Công nghệ hóa học cao su, 1957, 30, 367).
MỤC LỤC
Lời nói đầu
Lời giới thiệu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Nguyên tắc và lựa chọn loại thiết bị đo độ cứng
4. Thiết bị, dụng cụ
4.1. Thiết bị đo độ cứng loại A, Dvà AO
4.2. Thiết bị đo độ cứng loại AM
4.3. Khung giá
4.4. Hiệu chuẩn lực lò xo của thiếtbị đo độ cứng
5. Mẫu thử
5.1. Quy định chung
5.2. Độ dày
5.3. Bề mặt
6. Ổn định và nhiệt độ thử
7. Cách tiến hành
7.1. Quy định chung
7.2. Thời gian thử
7.3. Số lần đo
8. Hiệu chuẩn và kiểm tra
8.1. Hiệu chuẩn
8.2. Kiểm tra bằng khối cao su chuẩn
9. Độ chụm
10. Báo cáo thử nghiệm
Phụ lục A (tham khảo) Độ chụm đối với thiết bị đo độ cứng loại AMso sánh với thiết bị thử nghiệmMicro IRHD
Thư mục tài liệu tham khảo
[1]) Các khối cao su chuẩn được cung cấp bởi các nhà sản xuất thiết bị đo độ cứng và các phòng thử nghiệm được công nhận.
[2]) Điều này đảm bảo rằng việc sử dụng tối ưu các kết quả về IRHD được thực hiện từ ITP trong TCVN 1595-1 (ISO 7619-1), nếu không các kết quả này có thể được loại bỏ. Độ chụm có trong cả hai tài liệu [TCVN 1595-1 (ISO 7619-1) và TCVN 9810 (ISO 48)] nhằm mở rộng IRHD cơ sở hiểu biết độ chụm đối với IRHD và cung cấp nhiều thông tin về độ chụm trong phương pháp thử này.
