
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 1694:1975 về Sản phẩm hóa học – Lấy mẫu và chuẩn bị mẫu
TIÊU CHUẨN NHÀ NƯỚC
TCVN 1694 – 75
SẢN PHẨM HÓA HỌC – LẤY MẪU VÀ CHUẨN BỊ MẪU
Tiêu chuẩn này áp dụng cho các sản phẩm hóa học ở thể lỏng, nhớt, mỡ, bột, hạt, cục… và quy định những phương pháp lấy mẫu, chuẩn bị mẫu trung bình thí nghiệm cho các loại trên.
Những quy định trong tiêu chuẩn này được áp dụng khi soạn tiêu chuẩn các sản phẩm hóa học riêng biệt hay khi soạn thảo các quy tắc lấy mẫu và chuẩn bị mẫu cho các mặt hàng khi chưa có tiêu chuẩn. Tiêu chuẩn này cũng được áp dụng khi mẫu thí nghiệm được sử dụng để đánh giá những tính chất trung bình của những sản phẩm bao gói hoặc không bao gói, đồng thời cũng áp dụng cho việc lấy mẫu những nguyên liệu sử dụng trong công nghiệp hóa học trừ những loại ở dạng cục lớn quá 50 mm và có tính chất không thuần nhất giữa các cục với nhau một cách quá đáng.
1. ĐỊNH NGHĨA
1.1. Lô sản phẩm là số lượng của cùng một loại sản phẩm, với cùng một loại bao gói hoặc không bao gói được giao nhận cùng một lúc.
1.2. Đơn vị bao gói là dạng bao gói trực tiếp (ví dụ: thùng, hòm, bao, hộp, chai lọ, toa xe…) lặp lại trong lô.
1.3. Mẫu ban đầu là một phần của lô sản phẩm được lấy đồng thời ở cùng một chỗ của sản phẩm không bao gói hay từ một chỗ của một đơn vị bao gói.
1.4. Mẫu riêng là một phần của lô sản phẩm gồm tất cả các mẫu ban đầu cùng một đơn vị bao gói
1.5. Mẫu chung là một phần của lô sản phẩm gộp từ tất cả các mẫu ban đầu chọn từ một lô.
1.6. Mẫu trung bình thí nghiệm là mẫu được chuẩn bị từ mẫu chung nhằm tiến hành các nghiên cứu thí nghiệm. Mẫu phải được bao gói và bảo quản trong những điều kiện cần thiết để đảm bảo mẫu không bị thay đổi những tính chất cần xác định.
1.7. Nhóm đơn vị bao gói. Tùy theo độ lớn của một đơn vị bao gói, chia các đơn vị bao gói thành 3 nhóm:
Nhóm thứ nhất là nhóm mà hàm lượng của mỗi bao gói không vượt quá độ lớn của một mẫu trung bình thí nghiệm.
Nhóm thứ hai là nhóm mà hàm lượng của mỗi bao gói lớn hơn độ lớn của một mẫu trung bình thí nghiệm nhưng không vượt quá độ lớn của 3 mẫu trung bình thí nghiệm.
Nhóm thứ 3 là nhóm mà hàm lượng của mỗi bao gói lớn hơn độ lớn của 3 mẫu trung bình thí nghiệm.
2. CHỈ DẪN CHUNG
2.1. Địa điểm lấy mẫu. Lấy mẫu vào lúc chất, dỡ hay chuyển tải sản phẩm.
2.2. Trình độ chuyên môn của nhân viên lấy mẫu.
Người lấy mẫu và chuẩn bị mẫu phải có trình độ chuyên môn nhất định. Nếu không phải là nhân viên chuyên môn thì người lấy mẫu và chuẩn bị mẫu phải được chỉ dẫn và luyện tập theo những yêu cầu cần thiết.
2.3. Yêu cầu sơ bộ lô hàng.
Trong trường hợp sản phẩm không đồng nhất (ví dụ hư hỏng từng phần, ẩm ướt hay do nhiều quy trình sản xuất khác nhau, nghĩa là chất lượng của chúng có thể khác nhau một cách đáng kể) thì phải chia lô hàng ra làm nhiều phần, mỗi phần có tính chất gần như nhau làm một lô riêng biệt. Trước khi lấy mẫu cần xem xét bao gói ngoài của sản phẩm và trong chừng mực có thể, cần xem xét bao gói của từng đơn vị sản phẩm. Sản phẩm trong bao gói bị hư hỏng phải được loại bỏ và ghi chú trong biên bản lấy mẫu.
2.4. Vị trí của bao gói sẽ được lấy mẫu cần được làm sạch để sản phẩm lấy ra không bị dây bẩn.
2.5. Nếu như ngẫu nhiên trên bề mặt sản phẩm có bị dây bẩn thì phải nhẹ nhàng gột bỏ nó đi. Trường hợp khi sự dây bẩn làm ảnh hưởng đến khối lượng chung của sản phẩm hoặc ngẫu nhiên làm thay đổi tính chất của sản phẩm thì không được loại bỏ nó mà coi như đó là một thành phần của sản phẩm.
2.6. Lược đồ lấy mẫu chỉ dẫn trong hình vẽ.
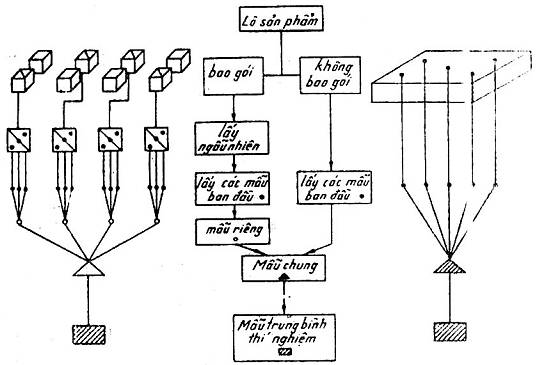
2.6.1. Trong trường hợp sản phẩm được bao gói:
a) Từ lô hàng được nghiên cứu lấy ra những bao gói một cách ngẫu nhiên để lấy các mẫu ban đầu;
b) Từ mỗi bao gói đã được lấy ra, lấy những mẫu ban đầu;
c) Từ những mẫu ban đầu gộp thành mẫu chung;
d) Từ mẫu chung lấy ra một mẫu trung bình thí nghiệm.
2.6.2. Trong trường hợp sản phẩm không được bao gói:
a) Từ lô hàng được nghiên cứu lấy ra những mẫu ban đầu.
b) Từ những mẫu ban đầu gộp lại thành mẫu chung;
c) Từ mẫu chung lấy ra 1 mẫu trung bình thí nghiệm.
3. ĐỘ LỚN MẪU VÀ SỐ LƯỢNG MẪU
3.1. Nguyên tắc chung
Mẫu ban đầu, mẫu riêng, mẫu chung phải càng lớn khi thành phần của sản phẩm càng kém đồng nhất, khi các Cục của sản phẩm càng lớn và độ đồng nhất giữa các cục càng kém, hàm lượng của thành phần cần tìm càng nhỏ. Mẫu chung càng lớn khi lô càng lớn.
3.2. Độ lớn của mẫu ban đầu – Độ lớn tối thiểu của mẫu ban đầu được quy định theo bảng 1.
Bảng 1
|
Dòng sản phẩm |
Độ lớn tối thiểu của mẫu ban đầu |
||
|
Sản phẩm không đồng nhất nhóm 3, sản phẩm không đồng nhất không bao gói |
Tất cả sản phẩm nhóm 1 và 2, sản phẩm đồng nhất nhóm 3, sản phẩm đồng nhất không bao gói |
||
|
Sản phẩm lỏng và sệt |
500 ml |
100 ml |
|
|
Sản phẩm mỡ và bột nhão |
500 g |
100 g |
|
|
Sản phẩm hạt và cục |
cỡ hạt dưới 1 mm |
500 g |
100 g |
|
cỡ hạt dưới 10 mm |
1000 g |
200 g |
|
|
cỡ cục từ 10 đến 50 mm |
4000 g |
1000 g |
|
|
cỡ cục trên 50 mm* |
10000 g |
2500 g |
|
* Mẫu ban đầu không được ít hơn 5 cục sản phẩm.
Trong trường hợp cần thiết khi soạn thảo các tiêu chuẩn cho sản phẩm, độ lớn mẫu ban đầu có thể được thay đổi. Độ lớn của mẫu đầu được quy định đáp ứng các yêu cầu ở phần 3.5.
Nếu hàm lượng của một đơn vị bao gói nhỏ hơn độ lớn tối thiểu của mẫu ban đầu quy định trong bảng 1, thì toàn bộ hàm lượng của bao gói được lấy vào mẫu ban đầu.
3.3. Số mẫu riêng được quy định phù hợp với bảng 2 tùy thuộc vào số bao gói trong một lô hàng (N) và đại lượng hệ số chính xác a của dấu hiệu trung bình của sản phẩm.
Hệ số chính xác a được tính theo một trong các công thức sau:
a) nếu giá trị của dấu hiệu sản phẩm được quy định với giới hạn ở 2 phía g và d:
a = ![]()
b) nếu giá trị của dấu hiệu sản phẩm được quy định chỉ với giới hạn 1 phía:
a = ![]()
hoặc a = ![]()
c) nếu giá trị của dấu hiệu sản phẩm không quy định với cả hai giới hạn:
a = ![]()
trong đó:
g, d – giới hạn trên và dưới của giá trị dấu hiệu sản phẩm,
So – độ lệch tiêu chuẩn của dấu hiệu quy định giữa các đơn vị bao gói được xác định theo phụ lục,
![]() – kết quả trung bình của dấu hiệu quy định trong lô sản phẩm đầu tiên,
– kết quả trung bình của dấu hiệu quy định trong lô sản phẩm đầu tiên,
c – sai số cực đại cho phép đối với ước lượng giá trị trung bình của dấu hiệu sản phẩm.
Bảng 2
|
Số đơn vị bao gói trong lô N |
Hệ số chính xác a |
||||||
|
0,400 |
0,320 |
0,250 |
0,200 |
0,160 |
0,125 |
0,100 |
|
|
Số mẫu riêng n |
|||||||
|
dưới 15 |
4 |
5 |
6 |
8 |
9 |
9 |
10 |
|
từ 16 đến 25 |
5 |
7 |
9 |
11 |
13 |
16 |
18 |
|
» 26 – 63 |
5 |
8 |
12 |
16 |
20 |
26 |
31 |
|
» 64 – 160 |
6 |
9 |
14 |
20 |
28 |
40 |
53 |
|
» 161 – 250 |
6 |
10 |
15 |
22 |
33 |
48 |
68 |
|
» 251 – 400 |
6 |
10 |
16 |
24 |
34 |
52 |
75 |
|
» 401 – 1000 |
6 |
10 |
16 |
24 |
37 |
58 |
87 |
|
» 1001 – 2500 |
6 |
10 |
16 |
25 |
38 |
62 |
95 |
|
» 2501 – 6300 |
6 |
10 |
16 |
25 |
39 |
63 |
98 |
|
» 6301 – 16000 |
6 |
10 |
16 |
25 |
39 |
63 |
99 |
|
trên 16.000 |
6 |
10 |
16 |
25 |
40 |
64 |
100 |
Số mẫu riêng xác định theo bảng 2 là con số nằm trên giao điểm của hàng có số đơn vị bao gói trong lô N và cột có hệ số chính xác a gần nhất với giá trị tính toán. Nếu giá trị nhận được trong tính toán của hệ số chính xác nằm giữa hai giá trị chỉ ra trong bảng thì lấy giá trị nhỏ hơn gần nhất của hệ số chính xác.
Nếu nghiên cứu nhiều dấu hiệu của sản phẩm với những hệ số chính xác a khác nhau thì để xác định số các mẫu riêng tra bảng theo giá trị nhỏ nhất của các hệ số chính xác.
Nếu số đơn vị bao gói trong lô nhỏ hơn số mẫu riêng thì tiến hành lấy mẫu ban đầu từ tất cả các bao gói.
Khi hệ số chính xác vượt quá giới hạn ghi trong bảng 2 thì số mẫu riêng được xác định theo công thức:
n = ![]()
Trong bảng 2, N là trung bình nhân của hai giá trị biên giới kích thước lô.
3.4. Số mẫu ban đầu
3.4.1. Sản phẩm không bao gói và sản phẩm bao gói nhóm 3 không đồng nhất
Số mẫu ban đầu được xác định theo bảng 3 phụ thuộc vào độ lớn của lô hoặc độ lớn của bao gói M và giá trị hệ số chính xác a’ của dấu hiệu trung bình của sản phẩm.
Hệ số chính xác a’ được tính theo một trong các công thức sau đây:
a) nếu giá trị của dấu hiệu sản phẩm được quy định với giới hạn ở 2 phía g và d:
a’ = ![]()
b) nếu giá trị của dấu hiệu sản phẩm được quy định chỉ với giới hạn một phía:
a’ = ![]()
hoặc a. = ![]()
c) nếu giá trị của dấu hiệu sản phẩm không quy định với cả hai giới hạn:
a’ = ![]()
trong đó:
d, g – giới hạn dưới và trên của giá trị dấu hiệu sản phẩm,
Sp – độ lệch tiêu chuẩn của dấu hiệu quy định trong nội bộ đơn vị bao gói, hoặc trong trường hợp không bao gói là độ lệch tiêu chuẩn của dấu hiệu quy định trong nội bộ lô, xác định theo phụ lục.
![]() – kết quả trung bình của dấu hiệu quy định trong lô đầu tiên.
– kết quả trung bình của dấu hiệu quy định trong lô đầu tiên.
c – sai số cực đại cho phép của ước lượng giá trị trung bình của dấu hiệu sản phẩm.
Bảng 3
|
Độ lớn lô hay đơn vị bao gói M |
Hệ số chính xác a’ |
|||||||
|
0,320 |
0,250 |
0,200 |
0,160 |
0,125 |
0,100 |
0,085 |
0,075 |
|
|
Số mẫu ban đầu m |
||||||||
|
dưới 25 |
7 |
9 |
11 |
13 |
15 |
16 |
16 |
17 |
|
từ 26 đến 63 |
8 |
12 |
16 |
20 |
26 |
31 |
32 |
33 |
|
– 64 » 160 |
9 |
14 |
20 |
28 |
40 |
53 |
59 |
65 |
|
– 161 » 400 |
10 |
15 |
23 |
34 |
51 |
72 |
90 |
105 |
|
– 401 » 1000 |
10 |
16 |
24 |
37 |
58 |
87 |
114 |
139 |
|
– 1001 » 2500 |
10 |
16 |
25 |
38 |
62 |
95 |
127 |
160 |
|
– 2501 » 6300 |
10 |
16 |
25 |
39 |
63 |
98 |
134 |
170 |
|
– 6301 » 40000 |
10 |
16 |
25 |
40 |
64 |
99 |
138 |
176 |
|
– 40001 » 250000 |
10 |
16 |
25 |
40 |
64 |
100 |
139 |
178 |
|
trên 250000 |
10 |
16 |
25 |
40 |
61 |
100 |
140 |
178 |
Độ lớn lô hay đơn vị bao gói M được xác định bằng tỷ số giữa khối lượng (thể tích) của lô hay bao gói với khối lượng (hay thể tích) tối thiểu của mẫu ban đầu xác định theo bảng 1.
Số mẫu ban đầu xác định theo bảng 2 là con số nằm trên giao điểm của hàng số độ lớn lô hay đơn vị bao gói M và cột có hệ số chính xác a’ gần nhất với giá trị tính toán. Nếu giá trị nhận được trong tính toán của hệ số chính xác nằm giữa hai giá trị chỉ ra trong bảng thì lấy giá trị nhỏ hơn gần nhất của hệ số chính xác.
Trong trường hợp khi hàm lượng của cả đơn vị bao gói nhỏ hơn tổng hàm lượng của các mẫu ban đầu cần lấy thì mẫu chung gồm toàn bộ hàm lượng của cả bao gói. Nếu hàm lượng lô không bao gói nhỏ hơn tổng hàm lượng các mẫu ban đầu cần lấy thì mẫu trung bình thí nghiệm được chuẩn bị từ toàn bộ lô sản phẩm.
Nếu nghiên cứu nhiều dấu hiệu của sản phẩm với những hệ số chính xác a’ khác nhau thì để xác định số mẫu ban đầu cần lấy giá trị nhỏ nhất của các hệ số chính xác.
Nếu hệ số chính xác a’ vượt ra ngoài phạm vi bảng 3 hoặc cần xác định số mẫu ban đầu đối với những giới hạn độ lớn lô hay độ lớn đơn vị bao gói khác với ở bảng 3 thì xác định số mẫu ban đầu theo công thức:
m = ![]() ,
,
trong đó:
M – tỷ số giữa khối lượng (thể tích) của sản phẩm không bao gói trong lô hay khối lượng (thể tích) của bao gói với khối lượng (thể tích) của một mẫu đầu xác định theo bảng 1.
Trong trường hợp xác định số m với giới hạn nào đó của độ lớn lô, số M lấy là trung bình nhân của các giới hạn.
3.4.2. Sản phẩm không đồng nhất bao gói nhóm 1 và 2 và sản phẩm đồng nhất
Từ đơn vị bao gói được chọn ngẫu nhiên từ lô theo bảng 2 hay từ lô sản phẩm đồng nhất không bao gói cần chọn ngẫu nhiên mẫu đầu theo bảng 4.
Bảng 4
|
Tính đồng nhất và dạng bao gói |
Số mẫu ban đầu |
|
Sản phẩm không đồng nhất và đồng nhất bao gói nhóm 1 |
Mẫu đầu là toàn bộ các bao gói |
|
Sản phẩm không đồng nhất và đồng nhất bao gói nhóm 2 |
1 từ mỗi đơn vị bao gói được lấy |
|
Sản phẩm đồng nhất bao gói nhóm 3 |
2 từ mỗi đơn vị bao gói được lấy |
|
Sản phẩm đồng nhất không bao gói |
5 từ cả lô |
3.5. Độ lớn của mẫu chung.
Quy định độ lớn của mẫu chung theo nguyên tắc chung chỉ ra ở 3.1, bằng tổng số mẫu đầu và đủ để chuẩn bị mẫu trung bình thí nghiệm.
3.6. Độ lớn của mẫu trung bình thí nghiệm
Mỗi phần của mẫu trung bình thí nghiệm được bao gói theo 6 của tiêu chuẩn này đủ để tiến hành tất cả các nghiên cứu với mỗi nghiên cứu riêng biệt tiến hành 3 lần.
3.7. Trường hợp đặc biệt xác định số mẫu riêng và khối lượng một mẫu ban đầu
Khi hàm lượng của một đơn vị bao gói không đủ để chọn số mẫu ban đầu xác định theo bảng 3 hoặc bảng 4 và đòi hỏi của bảng 1 thì mẫu chung lấy tất cả hàm lượng của đơn vị bao gói. Nếu tất cả hàm lượng sản phẩm chọn bằng cách đó từ những đơn vị bao gói ứng với bảng 2 nhỏ hơn lượng sản phẩm cần thiết để tạo nên mẫu trung bình thí nghiệm (theo 3.6) thì từ lô sản phẩm phải chọn ngẫu nhiên một số lớn hơn thích hợp các đơn vị bao gói. Nếu số lượng tổng cộng sản phẩm được chọn theo các bảng từ 1 đến 4 nhỏ hơn số lượng cần thiết để tạo nên mẫu trung bình thì cần:
a) tăng thêm độ lớn của mẫu ban đầu;
b) tăng số mẫu riêng trong trường hợp sản phẩm bao gói nếu việc tăng độ lớn của mẫu ban đầu đến hết khả năng mà vẫn không đủ để tạo nên một mẫu trung bình thí nghiệm có khối lượng ứng với phần 3.6.
4. DỤNG CỤ
4.1. Hình dáng
Cần sử dụng những dụng cụ có thể cho ta khả năng lấy được mẫu đầu từ những độ dầy bất kỳ của các lớp sản phẩm.
Hình dáng, chất chế tạo và độ lớn của dụng cụ bình chứa cần được quy định theo các tiêu chuẩn thích hợp cho từng sản phẩm riêng biệt.
Dụng cụ, bình, lọ… và những chi tiết phụ (que, dây, ống dẫn, nút…) phải bảo đảm bền vững do những tác dụng hóa, lý của sản phẩm.
4.2. Chuẩn bị dụng cụ để lấy mẫu
Dụng cụ lấy mẫu phải được rửa sạch, lau khô và ít nhất tráng 3 lần bằng sản phẩm cần lấy mẫu. Sản phẩm dùng để tráng này không được để lẫn vào những sản phẩm cần lấy mẫu.
5. PHƯƠNG PHÁP LẤY MẪU VÀ CHUẨN BỊ MẪU
5.1. Điều kiện lấy mẫu
Phải tiến hành lấy mẫu một cách nhanh chóng và với những điều kiện không để cho tính chất của sản phẩm có thể bị ảnh hưởng (mưa, tác động mạnh của ánh nắng, nóng, lạnh…).
5.2. Chọn ngẫu nhiên các bao gói để lấy mẫu ban đầu
Các đơn vị bao gói phải được lấy bằng phương pháp lấy ngẫu nhiên các số (chẳng hạn dùng bảng số ngẫu nhiên) hoặc chọn trực tiếp bằng cách hú họa.
Các bao gói cần được lấy độc lập với dự kiến của người lấy dù sản phẩm chứa trong bao gói đó là tốt hay là xấu.
Khi lấy ngẫu nhiên các bao gói để lấy mẫu ban đầu, tiến hành vào lúc bốc dỡ hay xếp sản phẩm thì phải sử dụng quy tắc chỉ ra ở phần 5.3.
5.3. Lấy mẫu một cách đều đặn
Trong khi bốc dỡ và chuyển vận hàng hóa, sản phẩm diễn ra với một nhịp độ đều đặn (trong mỗi đơn vị thời gian chuyển qua một khối lượng sản phẩm hàng hóa không đổi) thì việc lấy mẫu ban đầu hay đơn vị bao gói cần phải tiến hành với những thời gian gần bằng nhau để có các giá trị bằng nhau của các mẫu đó.
Khi việc bốc, dỡ hay chuyển vận sản phẩm xảy ra với một nhịp độ không đều (trong một đơn vị thời gian chuyển qua một khối lượng sản phẩm không giống nhau) thì các bao gói và mẫu ban đầu phải lấy với những số lượng bằng nhau trong khoảng thời gian tỷ lệ nghịch với nhịp độ chuyển vận hay các mẫu ban đầu phải lấy trong những khoảng thời gian bằng nhau với khối lượng tỷ lệ với nhịp độ chuyển vận của sản phẩm.
Nếu sự chuyển vận của sản phẩm thay đổi theo chu kỳ thì tỷ lệ giữa chu kỳ lấy mẫu ban đầu và chu kỳ thay đổi dòng sản phẩm phải khác số nguyên.
5.4. Trộn các sản phẩm lỏng, sệt, hạt, bột nhão
Trước khi lấy mẫu ban đầu trong đơn vị bao gói đã được chọn ngẫu nhiên, cần phải khuấy trộn cẩn thận, trong chừng mực có thể sử dụng phương pháp cơ khí.
Nếu sản phẩm bị phân thành lớp và khuấy trộn không thuận tiện thì mẫu phải lấy từ mỗi lớp tỷ lệ với khối lượng sản phẩm trong mỗi lớp.
5.5. Lấy mẫu ban đầu từ những sản phẩm được bao gói
Các mẫu ban đầu phải được lấy từ các đơn vị bao gói đã được chọn một cách ngẫu nhiên trong lô. Mỗi mẫu ban đầu phải được lấy từ các chỗ khác nhau của bao gói. Các vị trí này phải phân bố đều tới mức có thể trong đơn vị bao gói. Cần cố gắng chọn từ tất cả độ dầy của các lớp sản phẩm.
5.6. Lấy mẫu ban đầu từ sản phẩm không bao gói
5.6.1. Sản phẩm lỏng
Lấy mẫu trong lúc rót, khuấy, đảo sản phẩm.
Trong trường hợp sản phẩm đang chảy hay đang được khuấy đảo tốt thì thiết kế những vòi bên ống dẫn từ đó lấy mẫu.
Nếu không lấy được trong lúc chuyển rót thì phải sử dụng «máy».
Việc sử dụng máy phụ thuộc vào chiều sâu của vật chứa và chiều cao của cột chất lỏng.
Nếu không có khả năng sử dụng máy lấy mẫu thì có thể sử dụng các dụng cụ khác.
Cần lấy mẫu từ tất cả độ cao của cột chất lỏng tại những chỗ phân phối đều tới chừng mực có thể trong đồ chứa.
5.6.2. Sản phẩm sệt, mỡ, bột nhão, hạt và cục
Mỗi mẫu ban đầu lấy từ những chỗ khác nhau của sản phẩm. Nơi lấy mẫu phải bố trí đến tới mức độ có thể (nhưng không được hệ thống) trong khối lượng sản phẩm. Mẫu lấy theo mọi độ dầy của lớp sản phẩm.
5.7. Chuẩn bị mẫu trung bình thí nghiệm
5.7.1. Sản phẩm lỏng, sệt, mỡ, bột
Tất cả các mẫu ban đầu lấy được đem bỏ vào trong bình sạch và khô. Mẫu chung nhận được bằng cách đó được trộn cẩn thận để thu được một hỗn hợp đồng nhất sau đó lấy từ hỗn hợp này mẫu trung bình thí nghiệm.
5.7.2. Sản phẩm hạt và cục
Tất cả các mẫu đầu lấy được để vào một nơi sạch sẽ để sản phẩm khỏi bị dây bẩn.
Trong trường hợp sản phẩm dạng cục trước tiên nghiền bằng tay hay bằng máy thành những cục không quá 25 mm (riêng mẫu dùng để xác định thành phần cỡ hạt thì không nghiền nhỏ). Dụng cụ dùng để nghiền nhỏ phải làm từ nguyên liệu cứng hơn so với sản phẩm cần nghiền và không được làm bẩn sản phẩm do đó làm thay đổi kết quả nghiên cứu.
Nếu mẫu có lẫn những cục khác biệt một cách rõ rệt với khối sản phẩm chung (ví dụ đá vôi lạ) thì nghiền nhỏ và rải đều chúng hay vứt bỏ nó đi. Trong tính toán cuối cùng phải tính cả phần khối lượng của đá lạ đó.
Sau khi mẫu chung đã nhận được bằng cách đó cần trộn đều và nghiền nhỏ đến kích thước yêu cầu và giản lược để được mẫu trung bình thí nghiệm. Trong các tiêu chuẩn cụ thể cho sản phẩm, cần ghi rõ trình tự gia công mẫu và rút gọn mẫu.
6. BAO GÓI VÀ CHỨC NĂNG CỦA MẪU TRUNG BÌNH THÍ NGHIỆM
6.1. Bao gói mẫu trung bình thí nghiệm
Mẫu trung bình thí nghiệm được chia ra làm 3 phần bằng nhau để được tiến hành mọi thí nghiệm cần thiết. Người ta đo hoặc rót sản phẩm từng phần nhỏ một vào lần lượt 3 lọ và lặp lại những động tác đó cho đến khi đầy các lọ. Sau đó nút chặt để đảm bảo mẫu được đồng nhất.
6.2. Dán nhãn trên bao gói mẫu thử
Ở mỗi lọ cần dán nhãn ghi rõ:
a) tên hay ký hiệu xí nghiệp cơ sở sản xuất,
b) ký hiệu sản phẩm,
c) xác định tính duy nhất của lô (ngày sản xuất, số toa xe, … ),
d) độ lớn lô,
d) ngày và địa điểm lấy mẫu,
e) những số liệu khác chỉ dẫn trong tiêu chuẩn đối với sản phẩm đã cho hay trong hợp đồng.
6.3. Chức năng của mẫu trung bình thí nghiệm
Mẫu trung bình thí nghiệm, một phần đưa cho người sản xuất giao hàng, một đưa cho người nhận hàng, một dùng để khi cần phân tích kiểm tra hay phân tích trọng tài.
6.4. Biên bản lấy mẫu
Sau khi lấy mẫu lập biên bản lấy mẫu sao thành 3 bản. Trong biên bản ghi rõ những số liệu viết trong phần 6.2 dùng làm cơ sở theo đó mà tiến hành lấy mẫu. Nếu thiếu những tài liệu đó thì trong biên bản ghi vắn tắt phương pháp lấy mẫu. Nếu có ghi khác so với quy tắc ghi ở trên hay với những quy định trong các tiêu chuẩn đối với sản phẩm tương ứng thì phải ghi rõ trong biên bản với những chỉ dẫn về cơ sở của phương pháp lấy mẫu được sử dụng.
PHỤ LỤC 1
NGHIÊN CỨU SƠ BỘ TRƯỚC KHI XÂY DỰNG NHỮNG QUY TẮC LẤY MẪU SẢN PHẨM
1. NHỮNG SỐ LIỆU GỐC
Để xác định số mẫu cần lấy từ lô hàng cần có những số liệu sau đây:
a) Những giới hạn của trị số dấu hiệu cần nghiên cứu.
b) Phương pháp bao gói và độ lớn của các đơn vị bao gói.
c) Độ lớn của lô cần nghiên cứu.
d) Độ lệch tiêu chuẩn của phương pháp nghiên cứu các dấu hiệu sản phẩm (Sm).
d) Tính đồng nhất của sản phẩm.
e) Độ lệch tiêu chuẩn của dấu hiệu sản phẩm cần nghiên cứu (So và Sp)
Các số liệu ở a); b); c) thông thường được ghi rõ trong bản hướng dẫn của tiêu chuẩn đối với sản phẩm hay trong các hợp đồng.
Nếu không có quy định về giới hạn các giá trị của dấu hiệu cần nghiên cứu thì trong các tiêu chuẩn sản phẩm hoặc trong hợp đồng giao nhận phải xác định sai số của đại lượng cho phép của ước lượng giá trị trung bình của dấu hiệu cần nghiên cứu.
Nếu đối với sản phẩm và phương pháp nghiên cứu không cho biết được những điều cần biết chỉ ra ở các mục d); đ); e) của phần này thì trước khi chọn quy tắc lấy mẫu cần phải tiến hành những nghiên cứu sơ bộ và xác định những số liệu đó theo phương pháp mô tả trong phần 4 của phụ lục này.
2. ĐỊNH NGHĨA
2.1. Ước lượng dấu hiệu trung bình của sản phẩm trong lô
Tính toán trên cơ sở nghiên cứu mẫu trung bình thí nghiệm chọn từ lô sản phẩm. Độ lớn của ước lượng này có thể và thường là khác với giá trị thực tế của dấu hiệu trung bình, với một xác suất xác định không vượt quá sai số cho phép của ước lượng đối với sản phẩm đã cho.
2.2. Độ lệch tiêu chuẩn của dấu hiệu sản phẩm cần nghiên cứu S, là độ đo mức không đồng nhất của sản phẩm.
Độ lệch tiêu chuẩn của dấu hiệu trong lô được xác định bằng cách nghiên cứu một số nào đó các mẫu riêng (từng mẫu một) trong trường hợp sản phẩm có bao gói, hoặc một số mẫu ban đầu (từng mẫu một) trong trường hợp sản phẩm không bao gói, trong một số lô sản phẩm.
Độ lệch tiêu chuẩn của một đơn vị bao gói được xác định bằng cách nghiên cứu một số nào đó mẫu ban đầu (từng mẫu một) trong một số nào đó các đơn vị bao gói.
2.3. Độ lệch tiêu chuẩn của phương pháp nghiên cứu Sm là độ đo độ lớn của sai số ngẫu nhiên các kết quả đo nhận được bằng phương pháp nghiên cứu này.
Độ lệch tiêu chuẩn của phương pháp được xác định bằng cách tiến hành một số phép đo song song một mẫu trung bình thí nghiệm đồng nhất bằng phương pháp đo.
Độ lệch tiêu chuẩn của phương pháp được xác định đối với mỗi phương pháp nghiên cứu thí nghiệm sử dụng trong mức độ cần thiết xác định đối với mỗi sản phẩm nghiên cứu bằng phương pháp đã cho và đối với những giới hạn khác nhau của dấu hiệu sản phẩm nghiên cứu.
Độ lệch tiêu chuẩn của phương pháp còn dùng để xác định độ lặp lại của phương pháp.
3. PHÂN LOẠI SẢN PHẨM
Căn cứ vào độ đồng nhất của một số lớn đơn vị bao gói và sản phẩm không bao gói chia ra:
3.1. Sản phẩm đồng nhất đối với dấu hiệu nghiên cứu trong các bao gói hoặc trong lô không bao gói
Những sản phẩm trên có thể đưa về trạng thái đồng nhất trong bao gói (trong lô) tại thời điểm lấy mẫu cũng được xem là đồng nhất.
3.2. Sản phẩm không đồng nhất, đối với dấu hiệu nghiên cứu tại thời điểm lấy mẫu
4. NGHIÊN CỨU SƠ BỘ
4.1. Xác định độ lệch tiêu chuẩn của phương pháp nghiên cứu thí nghiệm Sm.
Muốn tính Sm ta làm như sau:
Bằng phương pháp cho trước này, trong điều kiện không đổi tiến hành 25 – 30 phép đo song song mẫu trung bình thí nghiệm đồng nhất của sản phẩm (hoặc tương ứng với việc chuẩn bị mẫu hú họa), Các kết quả của phép đo ký hiệu là Xi (trong đó i là thứ tự của phép đo (i = 1, 2, … n).
Tính giá trị trung bình số học ![]() của các kết quả đo theo công thức
của các kết quả đo theo công thức
![]() =
= ![]()
![]() ,
,
Tính độ lệch tiêu chuẩn của phương pháp theo công thức
Sm = 
hoặc theo các công thức tương đương sau:
Sm =  ,
,
Sm = 
Nếu không có điều kiện nghiên cứu tất cả đồng thời 25 – 30 phép đo mẫu trung bình thí nghiệm thì tiến hành k loạt đo trong những điều kiện như nhau mỗi loạt gồm 5 lần đo song song, k mẫu trung bình thí nghiệm với độ lớn của dấu hiệu sản phẩm giống nhau hay gần giống nhau.
Số k loạt đo không được nhỏ hơn 5.
Đối với mỗi loạt đo ta tính độ lệch Smj (j = 1, 2 … k) như chỉ dẫn ở 4.11 – 4.13. Sau đó tính độ lệch tiêu chuẩn trung bình theo công thức:
Sm = 
4.2. Kiểm tra độ đồng nhất của sản phẩm
4.2.1. Thứ tự thực hiện trong trường hợp sản phẩm bao gói nhóm 3
a) Từ một đơn vị bao gói lấy ra ngẫu nhiên n mẫu ban đầu (n ít nhất là 5) độ lớn của mẫu xác định theo cột 3 bảng 1 tiêu chuẩn này căn cứ vào dạng sản phẩm cần nghiên cứu.
b) Trong mỗi mẫu ban đầu lấy được sau khi trộn đều, xác định độ lớn của dấu hiệu nghiên cứu, kết quả ký hiệu là yi, trong đó i chỉ số thứ tự của phép xác định (i = 1,2 . . . n)
c) Tính biểu thức
F1 = ![]() –
–  ;
;
d) So sánh giá trị F1 tính được với giá trị biểu thức:
![]() . Fr, w
. Fr, w
trong đó:
Sm – độ lệch tiêu chuẩn của phương pháp theo 4.1.
Fr, w – hệ số xác định tính từ bảng 1 phụ lục này theo giá trị r, w và r là số mẫu thử căn cứ vào đó để tính F1 và w = n -1 khi độ lệch tiêu chuẩn của phương pháp (Sm) được tính trên cơ sở n phép đo song song hay w = 4 k trong trường hợp độ lệch tiêu chuẩn của phương pháp Sm tính trên cơ sở k loại phép xác định mỗi loại gồm 5 phép xác định song song.
d) Nếu F1 ≤ ![]() . Fr, w thì sản phẩm trong bao gói được xem là đồng nhất.
. Fr, w thì sản phẩm trong bao gói được xem là đồng nhất.
e) Lặp lại các thao tác chỉ ra ở các phần a – d cho 2 bao gói chọn ngẫu nhiên từ lô đó.
g) Kiểm tra độ đồng nhất được tiến hành cho 2 – 4 lô sản phẩm cho trước trong nhiều đơn vị sản phẩm cho trước và đối với dấu hiệu cho trước.
h) Nếu TiS ≤ ![]() . Fr, w đúng với mỗi bao gói được nghiên cứu thì sản phẩm trong các đơn vị bao gói được xem là đồng nhất. Nếu bất đẳng thức đó không thỏa mãn với dù chỉ một bao gói, sản phẩm cũng bị coi là không đồng nhất đối với dấu hiệu nghiên cứu.
. Fr, w đúng với mỗi bao gói được nghiên cứu thì sản phẩm trong các đơn vị bao gói được xem là đồng nhất. Nếu bất đẳng thức đó không thỏa mãn với dù chỉ một bao gói, sản phẩm cũng bị coi là không đồng nhất đối với dấu hiệu nghiên cứu.
|
w |
||||||||||||
|
r |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
|
4 |
9,30 |
9,21 |
9,15 |
9,09 |
9,03 |
8,98 |
8,94 |
8,08 |
8,85 |
8,79 |
8,76 |
8,7 |
|
5 |
11,48 |
11,36 |
11,21 |
11,20 |
11,12 |
11,04 |
10,96 |
10,92 |
10,84 |
10,80 |
10,76 |
10,68 |
|
6 |
13,55 |
13,40 |
13,30 |
13,20 |
13,10 |
13,00 |
12,95 |
12,85 |
12,80 |
12,7 |
12,65 |
12,55 |
|
7 |
15,60 |
15,42 |
15,30 |
15,18 |
15,06 |
14,94 |
14,82 |
14,76 |
14,64 |
14,56 |
14,52 |
14,4 |
|
8 |
17,64 |
17,45 |
17,20 |
17,15 |
17,01 |
16,87 |
16,73 |
16,59 |
16,52 |
16,45 |
16,38 |
16,24 |
|
9 |
19,60 |
19,36 |
19,20 |
19,04 |
18,88 |
18,72 |
18,56 |
18,40 |
18,32 |
18,24 |
18,16 |
18,0 |
|
10 |
21,60 |
21,33 |
21,15 |
20,88 |
20,70 |
20,52 |
20,43 |
20,25 |
20,16 |
19,08 |
19,89 |
19,71 |
Giá trị F, r, w được xác định từ phân phối F – Snedecor với mức ý nghĩa 95 %.
4.2.2. Thứ tự thực hiện trong trường hợp sản phẩm không bao gói
a) Từ lô sản phẩm lấy ngẫu nhiên r mẫu ban đầu (r ≥ 5), độ lớn của mẫu được xác định theo cột 3 bảng 1 (3.2) của tiêu chuẩn này, căn cứ vào dạng sản phẩm.
b) Từ mỗi mẫu ban đầu được lấy sau khi trộn đều xác định giá trị của dấu hiệu cần nghiên cứu, kết quả xác định được ký hiệu là yi, trong đó i là số thứ tự của phép đo (i = 1, 2, . . . , r)
c) Tính biến thức:
F2 = ![]() –
–
d) So sánh giá trị F2 tính được với giá trị biến thức ![]() . Fr, w
. Fr, w
trong đó:
Sm – độ lệch tiêu chuẩn của phương pháp theo 4.1.
Fr, w – hệ số xác định tính từ bảng 1 của phụ lục này theo giá trị r, w với r là số mẫu thử căn cứ vào đó để tính F2 và w = n – 1 khi độ lệch tiêu chuẩn của phương pháp (Sm) được tính trên cơ sở r cho phép đó song song hay w = 4 k trong trường hợp độ lệch tiêu chuẩn của phương pháp Sm tính trên cơ sở k loạt phép xác định mỗi loại gồm 5 phép xác định song song.
d) Nếu F2 ≤ ![]() . Fr, w thì sản phẩm trong lô được xem là đồng nhất với dấu hiệu đã cho.
. Fr, w thì sản phẩm trong lô được xem là đồng nhất với dấu hiệu đã cho.
e) Lập lại các thao tác chỉ ra ở các phần a – đ cho 4 lô liên tiếp sản phẩm đối với dấu hiệu đã cho.
g) Nếu F2 ≤ ![]() . Fr, w đúng với mỗi lô cần nghiên cứu thì sản phẩm mỗi lô được xem là đồng nhất. Nếu bất đẳng thức đó không thỏa mãn với dù chỉ một trong các lô thì sản phẩm bị coi là không đồng nhất.
. Fr, w đúng với mỗi lô cần nghiên cứu thì sản phẩm mỗi lô được xem là đồng nhất. Nếu bất đẳng thức đó không thỏa mãn với dù chỉ một trong các lô thì sản phẩm bị coi là không đồng nhất.
4.3. Xác định độ lệch tiêu chuẩn của dấu hiệu sản phẩm
4.3.1. Xác định độ lệch tiêu chuẩn của dấu hiệu sản phẩm giữa các đơn vị bao gói
Thứ tự thực hiện khi tính toán độ lệch tiêu chuẩn của dấu hiệu sản phẩm được tiến hành như sau :
a) Từ lô sản phẩm chọn ngẫu nhiên n đơn vị bao gói (n ≥ 10), nếu đoán trước nội dung của các đơn vị bao gói rất khác nhau đối với dấu hiệu cần nghiên cứu thì số các mẫu cần tăng lên một cách thích ứng.
b) Từ mỗi bao gói được tiến hành xác định dấu hiệu nghiên cứu. Kết quả ký hiệu là Xi trong đó i là chỉ số thứ tự của đơn vị bao gói, tức chỉ số thứ tự của phép xác định.
c) tính giá trị trung bình số học của kết quả xác định theo công thức:
![]() =
= ![]()
![]()
d) độ lệch tiêu chuẩn của dấu hiệu giữa các bao gói trong lô xác định theo công thức
S01 = 
hoặc các công thức tương đương
S01 = 
S01 =
e) Lập lại các thao tác chỉ ra các phần a – d cho 3 lô tiếp theo và tính So2, So3, So4.
g) Giá trị bình phương trung bình của đại lượng So1, So2, So3, So4 tính theo công thức
So = ![]()
Giá trị So tính được từ cách trên lấy làm độ lệch tiêu chuẩn của dấu hiệu nghiên cứu của các sản phẩm giữa các đơn vị bao gói được sản xuất và giao nhận trong cùng dấu hiệu không đổi và bao gói như nhau.
4.3.2. Xác định độ lệch tiêu chuẩn của dấu hiệu sản phẩm trong nội bộ một bao gói hay trong lô không bao gói Sp
Tiến hành xác định Sp để xác định số mẫu ban đầu của sản phẩm không đồng nhất được chọn từ một đơn vị bao gói nhóm 3 và từ lô sản phẩm không bao gói.
Thứ tự tiến hành như sau:
a) Từ một đơn vị bao gói nhóm 3 hoặc từ một lô nguyên vẹn không bao gói, chọn ngẫu nhiên ở các chỗ khác nhau 25 mẫu ban đầu. Độ lớn của chúng được xác định theo cột 3 bảng 1 của tiêu chuẩn này, căn cứ vào dạng sản phẩm. Nếu toàn bộ nội dung của một đơn vị bao gói không đủ để chọn 25 mẫu ban đầu thì toàn bộ nội dung đó được chia thành một số ít hơn m nhưng là nhiều nhất nếu có thể được.
b) Với mỗi mẫu ban đầu lấy được, sau khi trộn đều tiến hành xác định dấu hiệu cần nghiên cứu, kết quả là Xj, trong đó j là số thứ tự của mẫu nghiên cứu (j = 1,2 . . . m)
c) giá trị trung bình số học của kết quả tính theo công thức:
![]() =
= ![]()
![]()
d) Độ lệch tiêu chuẩn của dấu hiệu cần nghiên cứu trong bao gói đã lấy tính theo công thức:
Sp1 = 
hoặc theo những công thức tương đương
Sp1 =  ;
;
Sp1 = 
e) Lập lại như chỉ dẫn từ a – d để xác định Sp2, Sp3, Sp4 cho 3 bao gói tiếp theo chọn từ các lô khác nhau hoặc 3 lô tiếp theo nếu sản phẩm không bao gói.
g) Giá trị trung bình các độ lệch tiêu chuẩn Sp1, Sp2, Sp3, Sp4 xác định theo công thức:
Sp = ![]()
Giá trị Sp được tính bằng cách đó là độ lệch tiêu chuẩn của dấu hiệu sản phẩm trong nội bộ đơn vị bao gói hoặc của sản phẩm không bao gói được sản xuất và giao nhận cùng những điều kiện như nhau.
PHỤ LỤC 2
VÍ DỤ VỀ CÁCH TÍNH TOÁN SỐ BAO GÓI, SỐ LƯỢNG VÀ KHỐI LƯỢNG MẪU BAN ĐẦU
Một lô hàng phân supe photphat đơn, được chuyên chở trong toa xe 10 – 15 toa, mỗi toa 20 T.
Thành phần P2O5 hữu hiệu quy định không dưới 18 % với giới hạn cho phép 17,5 %. Cỡ hạt phân bón dưới 1 mm. Cần xác định số toa xe để kiểm tra (mỗi toa xe được coi là 1 đơn vị bao gói) và số mẫu ban đầu cần lấy từ 1 toa xe.
Để đơn giản việc tính toán ta lấy độ lệch của thành phần P2O5 so với 18 % làm dấu hiệu nghiên cứu.
1. Cùng một lúc hay qua 1 thời gian ta tiến hành các nghiên cứu:
1.1. Xác định Sm theo 4.1 phụ lục 1.
|
i |
xi |
xi2 |
Sm |
|
1 |
0,1 |
0,01 |
|
|
2 |
0,2 |
0,04 |
|
|
3 |
0,4 |
0,16 |
|
|
4 |
0,2 |
0,04 |
|
|
5 |
0,1 |
0,01 |
|
|
|
1,0 |
0,26 |
|
i |
|
xi |
xi2 |
Sm |
|
1 |
– |
0,2 |
0,04 |
|
|
2 |
– |
0,1 |
0,01 |
|
|
3 |
|
0,3 |
0,09 |
|
|
4 |
– |
0,2 |
0,04 |
|
|
5 |
|
0,4 |
0,16 |
|
|
|
|
0,2 |
0,34 |
|
i |
xi |
xi2 |
Sm |
|
1 |
0,3 |
0,09 |
|
|
2 |
0,4 |
0,16 |
|
|
3 |
0,4 |
0,16 |
|
|
4 |
0,2 |
0,04 |
|
|
5 |
0,1 |
0,01 |
|
|
|
1,4 |
0,46 |
|
i |
|
xi |
xi2 |
Sm |
|
1 |
– |
0,1 |
0,01 |
|
|
2 |
– |
0,4 |
0,16 |
|
|
3 |
– |
0,1 |
0,01 |
|
|
4 |
– |
0,2 |
0,09 |
|
|
5 |
– |
0,2 |
0,04 |
|
|
|
– |
1,1 |
0,31 |
|
i |
xi |
xi2 |
Sm |
|
1 |
0,3 |
0,09 |
|
|
2 |
0,3 |
0,09 |
|
|
3 |
0,3 |
0,09 |
|
|
4 |
0,4 |
0,16 |
|
|
5 |
0,4 |
0,16 |
|
|
|
1,7 |
0,59 |
|
i |
|
xi |
xi2 |
Sm |
|
1 |
– |
0,1 |
0,01 |
|
|
2 |
– |
0,2 |
0,04 |
|
|
3 |
– |
0,2 |
0,04 |
|
|
4 |
– |
0,4 |
0,16 |
|
|
5 |
– |
0,4 |
0,16 |
|
|
|
– |
1,3 |
0,41 |
Sm2 = ![]() =
= ![]() (0,015 + 0,083 + 0,042 + 0,017 + 0,004 + 0,018).
(0,015 + 0,083 + 0,042 + 0,017 + 0,004 + 0,018).
![]() = 0,028
= 0,028
1.2. Kiểm tra tính đồng nhất theo 4.2.1. phụ lục 1.
Lấy 5 mẫu từ 1 toa
|
i |
|
yi |
|
|
1 |
– |
0,4 |
0,16 |
|
2 |
– |
0,4 |
0,16 |
|
3 |
|
0,3 |
0,09 |
|
4 |
|
0,3 |
0,09 |
|
5 |
– |
0,1 |
0,01 |
|
|
|
0,1 |
0,51 |
F1 = 0,51 – ![]() = 0,49
= 0,49
r = 5 w = 24 ![]() = 0,028
= 0,028
F5, 24 = 11,12 (bảng 1 phụ lục 1)
![]() F5, 24 = 0,3136
F5, 24 = 0,3136
F1 > ![]() F5, 24. Vậy sản phẩm không đồng nhất.
F5, 24. Vậy sản phẩm không đồng nhất.
1.3. Xác định độ lớn mẫu đầu
Theo kết quả trên, xác định độ lớn theo bảng 1 của tiêu chuẩn này là 500 g
1.4. Xác định So theo 4.3.1 phụ lục 1.
|
i |
|
zi |
zi2 |
S |
|
1 |
– |
0,1 |
0,01 |
|
|
2 |
– |
0,2 |
0,04 |
|
|
3 |
– |
0,4 |
0,16 |
|
|
4 |
– |
0,3 |
0,09 |
|
|
5 |
– |
0,2 |
0,04 |
|
|
6 |
|
0,2 |
0,04 |
|
|
7 |
|
0,4 |
0,16 |
|
|
8 |
|
0,3 |
0,09 |
|
|
9 |
|
0,2 |
0,04 |
|
|
10 |
|
0,1 |
0,01 |
|
|
|
|
0 |
0,68 |

|
i |
|
zi |
zi2 |
So |
|
1 |
|
0,2 |
0,04 |
|
|
2 |
|
0,3 |
0,59 |
|
|
3 |
– |
0,2 |
0,04 |
|
|
4 |
|
0,2 |
0,04 |
|
|
5 |
|
0,4 |
0,16 |
|
|
6 |
|
0,1 |
0,01 |
|
|
7 |
– |
0,3 |
0,09 |
|
|
8 |
– |
0,1 |
0,01 |
|
|
9 |
– |
0,1 |
0,01 |
|
|
10 |
|
0,2 |
0,04 |
|
|
|
|
0,7 |
0,53 |
|
i |
|
zi |
zi2 |
So |
|
1 |
– |
0,1 |
0,01 |
|
|
2 |
– |
0,3 |
0,09 |
|
|
3 |
|
0,1 |
0,01 |
|
|
4 |
|
0,2 |
0,04 |
|
|
5 |
|
0,3 |
0,09 |
|
|
6 |
– |
0,2 |
0,04 |
|
|
7 |
– |
0,1 |
0,01 |
|
|
8 |
– |
0,3 |
0,09 |
|
|
9 |
|
0,4 |
0,16 |
|
|
10 |
– |
0,1 |
0,01 |
|
|
|
– |
0,1 |
0,55 |
|
i |
|
zi |
zi2 |
So |
|
1 |
|
0,1 |
0,01 |
|
|
2 |
– |
0,2 |
0,04 |
|
|
3 |
|
0,3 |
0,09 |
|
|
4 |
– |
0,1 |
0,01 |
|
|
5 |
|
0,4 |
0,16 |
|
|
6 |
– |
0,2 |
0,04 |
|
|
7 |
– |
0,1 |
0,01 |
|
|
8 |
– |
0,1 |
0,01 |
|
|
9 |
|
0,2 |
0,04 |
|
|
10 |
– |
0,1 |
0,01 |
|
|
|
|
0,1 |
0,42 |
So = ![]() = 0,483
= 0,483
1.5. Xác định Sp theo 4.3.2 phụ lục 1
|
j |
|
nj |
nj2 |
Sp |
|
1 |
|
0,2 |
0,04 |
|
|
2 |
|
0,1 |
0,01 |
|
|
3 |
|
0,4 |
0,16 |
|
|
4 |
|
0,1 |
0,01 |
|
|
5 |
|
0,2 |
0,04 |
|
|
6 |
– |
0,1 |
0,01 |
|
|
7 |
– |
0,4 |
0,16 |
|
|
8 |
|
0,2 |
0,04 |
|
|
9 |
|
0,3 |
0,09 |
|
|
10 |
– |
0,1 |
0,01 |
|
|
11 |
– |
0,3 |
0,09 |
|
|
12 |
– |
0,1 |
0,01 |
|
|
13 |
– |
0,2 |
0,04 |
|
|
14 |
|
0,1 |
0,01 |
|
|
15 |
|
0,4 |
0,16 |
|
|
16 |
– |
0,2 |
0,04 |
|
|
17 |
– |
0,2 |
0,04 |
|
|
18 |
|
0,2 |
0,04 |
|
|
19 |
|
0,1 |
0,01 |
|
|
20 |
|
0,3 |
0,09 |
|
|
21 |
|
0,2 |
0,04 |
|
|
22 |
|
0,1 |
0,01 |
|
|
23 |
– |
0,2 |
0,04 |
|
|
24 |
– |
0,1 |
0,01 |
|
|
25 |
– |
0,2 |
0,04 |
|
|
|
|
1,2 |
1,14 |
|
j |
|
Nj |
Nj2 |
Sp |
|
1 |
|
0,2 |
0,04 |
|
|
2 |
|
0,2 |
0,04 |
|
|
3 |
|
0,3 |
0,09 |
|
|
4 |
|
0,4 |
0,16 |
|
|
5 |
|
0,1 |
0,01 |
|
|
6 |
– |
0,2 |
0,04 |
|
|
7 |
– |
0,3 |
0,09 |
|
|
8 |
– |
0,4 |
0,16 |
|
|
9 |
|
0,1 |
0,01 |
|
|
10 |
|
0,4 |
0,16 |
|
|
11 |
|
0,3 |
0,04 |
|
|
12 |
|
0,4 |
0,16 |
|
|
13 |
|
0,1 |
0,01 |
|
|
14 |
– |
0,2 |
0,04 |
|
|
15 |
– |
0,1 |
0,01 |
|
|
16 |
|
0,1 |
0,01 |
|
|
17 |
– |
0,4 |
0,16 |
|
|
18 |
– |
0,2 |
0,04 |
|
|
19 |
– |
0,1 |
0,01 |
|
|
20 |
|
0,1 |
0,01 |
|
|
21 |
– |
0,2 |
0,04 |
|
|
22 |
– |
0,2 |
0,04 |
|
|
23 |
|
0,1 |
0,01 |
|
|
24 |
– |
0,2 |
0,04 |
|
|
25 |
|
0,1 |
0,01 |
|
|
|
|
0,3 |
1,32 |

|
j |
|
Nj |
Nj2 |
Sp |
|
1 |
|
0,4 |
0,16 |
|
|
2 |
– |
0,1 |
0,01 |
|
|
3 |
|
0,1 |
0,01 |
|
|
4 |
|
0,2 |
0,04 |
|
|
5 |
– |
0,1 |
0,01 |
|
|
6 |
– |
0,3 |
0,09 |
|
|
7 |
|
0,1 |
0,01 |
|
|
8 |
|
0,3 |
0,09 |
|
|
9 |
|
0,1 |
0,01 |
|
|
10 |
|
0,2 |
0,04 |
|
|
11 |
|
0,2 |
0,04 |
|
|
12 |
|
0,2 |
0,04 |
|
|
13 |
|
0,3 |
0,09 |
|
|
14 |
|
0,2 |
0,04 |
|
|
15 |
|
0,4 |
0,16 |
|
|
16 |
– |
0,1 |
0,01 |
|
|
17 |
|
0,3 |
0,09 |
|
|
18 |
|
0,1 |
0,01 |
|
|
19 |
|
0,2 |
0,04 |
|
|
20 |
|
0,1 |
0,01 |
|
|
21 |
– |
0,3 |
0,09 |
|
|
22 |
|
0,1 |
0,01 |
|
|
23 |
– |
0,3 |
0,09 |
|
|
24 |
– |
0,2 |
0,04 |
|
|
25 |
|
0,1 |
0,01 |
|
|
|
|
2,4 |
1,24 |
|
j |
|
Nj |
Nj2 |
Sp |
|
1 |
|
0,1 |
0,01 |
|
|
2 |
|
0,2 |
0,04 |
|
|
3 |
|
0,3 |
0,09 |
|
|
4 |
|
0,1 |
0,01 |
|
|
5 |
– |
0,2 |
0,04 |
|
|
6 |
– |
0,3 |
0,09 |
|
|
7 |
– |
0,1 |
0,01 |
|
|
8 |
|
0,2 |
0,04 |
|
|
9 |
|
0,1 |
0,01 |
|
|
10 |
|
0,2 |
0,04 |
|
|
11 |
|
0,2 |
0,04 |
|
|
12 |
|
0,2 |
0,04 |
|
|
13 |
|
0,3 |
0,09 |
|
|
14 |
|
0,2 |
0,04 |
|
|
15 |
|
0,4 |
0,16 |
|
|
16 |
– |
0,1 |
0,01 |
|
|
17 |
|
0,3 |
0,09 |
|
|
18 |
|
0,1 |
0,01 |
|
|
19 |
|
0,2 |
0,04 |
|
|
20 |
|
0,1 |
0,01 |
|
|
21 |
– |
0,3 |
0,09 |
|
|
22 |
|
0,1 |
0,01 |
|
|
23 |
– |
0,3 |
0,09 |
|
|
24 |
– |
0,2 |
0,04 |
|
|
25 |
|
0,1 |
0,01 |
|
|
|
|
2,4 |
1,24 |
|
j |
|
Nj |
Nj2 |
Sp |
|
1 |
|
0,1 |
0,01 |
|
|
2 |
|
0,2 |
0,04 |
|
|
3 |
|
0,3 |
0,09 |
|
|
4 |
|
0,1 |
0,01 |
|
|
5 |
– |
0,2 |
0,04 |
|
|
6 |
– |
0,3 |
0,09 |
|
|
7 |
– |
0,1 |
0,01 |
|
|
8 |
|
0,2 |
0,04 |
|
|
9 |
|
0,1 |
0,01 |
|
|
10 |
|
0,2 |
0,04 |
|
|
11 |
|
0,3 |
0,09 |
|
|
12 |
|
0,4 |
0,16 |
|
|
13 |
|
0,2 |
0,04 |
|
|
14 |
– |
0,1 |
0,01 |
|
|
15 |
– |
0,2 |
0,04 |
|
|
16 |
– |
0,1 |
0,01 |
|
|
17 |
– |
0,1 |
0,01 |
|
|
18 |
|
0,3 |
0,09 |
|
|
19 |
|
0,2 |
0,04 |
|
|
20 |
– |
0,2 |
0,04 |
|
|
21 |
|
0,1 |
0,01 |
|
|
22 |
– |
0,3 |
0,09 |
|
|
23 |
– |
0,1 |
0,01 |
|
|
24 |
|
0,1 |
0,01 |
|
|
25 |
– |
0,1 |
0,01 |
|
|
|
|
1,0 |
1,14 |

Sp = ![]() = 0,422
= 0,422
2. Xác định mẫu riêng (toa xe) theo 3.3 của tiêu chuẩn này.
|
d = 17,5 |
So = 0,483 |
a = ![]() = 0,34
= 0,34
Số toa xe 10 – 15 toa.
Căn cứ theo số toa xe, trị số, độ chính xác a; tra ở bảng 2 để tìm số mẫu riêng (số toa xe).
Tra ở hàng N dưới 15 và cột a bằng 0,320, ta được n = 5.
Nếu tính toán, trước tiên ta tính N:
N = ![]() = 12.
= 12.
n = ![]() =
= ![]() = 5
= 5
3. Xác định số mẫu đầu lấy từ bao gói (toa xe) theo 3.4.1.
Khối lượng chứa trong xe 20 000 kg
Khối lượng mẫu ban đầu 0,5 kg
M = ![]() = 40 000 Sp = 0,422
= 40 000 Sp = 0,422
á = ![]() = 0,39
= 0,39
Bảng 3 không có trị số á lớn hơn 0,320 vì vậy ta phải tính toán:
m = ![]() = 7 mẫu.
= 7 mẫu.
Vậy ta phải lấy mẫu từ 5 toa, mỗi toa 7 mẫu đầu, mỗi mẫu đầu 0,5 kg.
PHỤ LỤC 3
MẪU BIÊN BẢN LẤY MẪU
Biên bản số ………..
về lấy mẫu và chuẩn bị mẫu
Nhà máy sản xuất ……………………………………. Khách mua hàng …………………………………
Sản phẩm ……………………………………………… Theo TCVN ………………………………………..
Đặc điểm của lô: Ngày …………………………………………. toa xe …………………. số …………
Khối lượng (dung lượng) …………………………………. (……. m³)…………………………………….
Địa điểm lấy mẫu ……………………………………………………………………………………………………
Người lấy mẫu……………………………………………………………………………………………………….
Mô tả sơ bộ về mẫu / chuẩn bị mẫu.
Số bao gói trong lô N = ………………………………………. Độ lớn lô, M = …………………………
Số mẫu ban đầu …………………………… Khối lượng mẫu ban đầu…………………………………..
Loại dụng cụ lấy mẫu ……………………………………………………………………………………………..
Chuẩn bị mẫu Nghiền mẫu ……………………………………………………… (< 1=””>
Giảm lược từ …………………………………….. đến ………………………………
Nghiền nhỏ đến……………………………………………………………………………..
Mẫu trung bình thí nghiệm Số lượng …………………………………………………………………….
Khối lượng ……………………………………………………………..
Bao gói…………………………………………………………………..
GHI CHÚ:
|
|
Ngày … tháng … năm … |
