
Tiêu chuẩn Việt Nam TCVN 3831:1988 về Xe đạp – Phương pháp kiểm tra do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành đã được thay thế bởi Tiêu chuẩn quốc gia TCVN 3831:1991 về Xe đạp. Phương pháp thử .
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 3831:1988 về Xe đạp – Phương pháp kiểm tra do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 3831-88
XE ĐẠP – PHƯƠNG PHÁP KIỂM TRA
Bicycles – Methods of test
TCVN 3831-88 được ban hành để thay thế TCVN 3831-83
1. Tiêu chuẩn này qui định phương pháp kiểm tra các chỉ tiêu và yêu cầu của xe đạp hoàn chỉnh phù hợp với TCVN 1962-88. Phương pháp kiểm tra các chỉ tiêu của phụ tùng xe đạp được qui định trong tiêu chuẩn tương ứng.
2. Chất lượng bôi trơn các ổ trục và chất lượng bề mặt của các chi tiết và phụ tùng trước khi lắp xe phải được kiểm tra bằng xem xét.
3. Chất lượng bề mặt và độ chính xác ren của các mối ghép ren phải được kiểm tra bằng mắt và bằng dụng cụ đo ren.
4. Độ nhám các bề mặt lăn của ổ trục phải được kiểm tra bằng phương pháp so sánh với mẫu chuẩn hoặc thiết bị đo.
5. Độ cứng mặt lăn các ổ trục được xác định theo TCVN 257-85, TCVN 258-85.
6. Chất lượng bề mặt của mối hàn được kiểm tra bằng mắt. Kiểm tra độ bền của mối hàn theo TCVN 3783-83 và kiểm tra độ bền kéo của mối hàn ống nối với các ống trên máy thử kéo.
7. Kiểm tra độ thẳng góc của đường tâm trục giữa với mặt phẳng đối xứng của khung được tiến hành như sau:
Gá khung xe đã lắp ổ trục giữa lên bàn chuẩn qua ba gối đỡ A, B, C sao cho mặt phẳng đối xứng của khung xe phải song song với mặt phẳng bàn chuẩn.
– Dùng hai đồng hồ so có độ chính xác 0,01 mm lắp trên trục gá (1). Điều chỉnh vị trí ban đầu của hai đồng hồ so. Dùng ke chuẩn (3) để điều chỉnh độ vuông góc trục gá (1) với mặt phẳng bàn chuẩn.
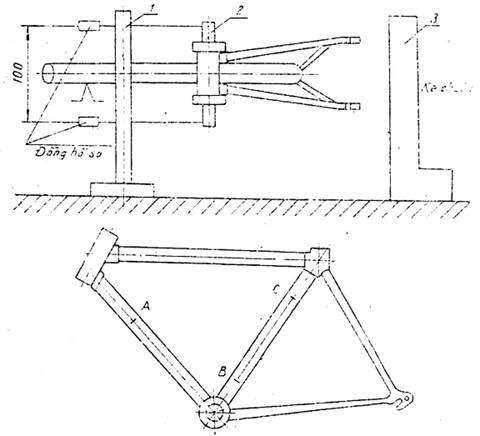
Hình 1
– Điều chỉnh trục gá để đồng hồ so đo hai vị trí trên trục chuẩn cách nhau 100 mm.
– Hiệu trị số trên hai đồng hồ so là độ không thẳng góc của đường tâm, trục giữa với mặt phẳng đối xứng của khung.
8. Kiểm tra độ đồng phẳng mặt phẳng đối xứng của bánh trước và bánh sau bằng thước.
9. Kiểm tra độ đảo hướng tâm và chiều trục của vành bánh bằng cách gá xe lên trục gá, quay bánh xe và dùng đồng hồ so có độ chính xác 0,01 mm để đo độ đảo.
10. Kiểm tra chất lượng nan hoa sau khi lên vành bằng mắt
11. Kiểm tra chất lượng lắp lốp bằng mắt. Kiểm tra độ đảo hướng tâm và chiều trục của lốp sau khi lắp với vành được tiến hành như quy định trong điều 9.
12. Kiểm tra độ đồng phẳng đường tâm của hai đùi và đường tâm của trục giữa bằng đồ gá chuyên dùng.
13. Khe hở giữa lốp với chắn bùn và giữa chắn xích và xích được kiểm tra bằng thước.
14. Độ đồng phẳng của líp và đĩa xích được kiểm tra bằng thước. Độ đảo hướng tâm và chiều trục vành răng của líp và đĩa xích được kiểm tra trên đồ gá chuyên dùng, bằng đồng hồ so có độ chính xác 0,01 mm đo tại vòng chân răng của líp và đĩa xích.
15. Chất lượng làm việc của tay phanh và cụm phanh được xác định như sau:
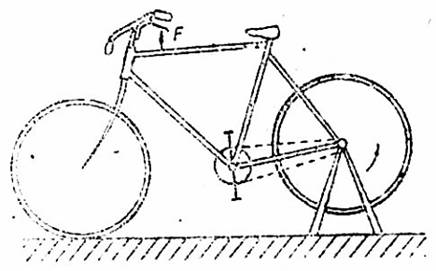
Hình 2
– Gá xe lên trục gá sao cho bánh sau được quay tự do, đạp xe với số vòng quay của bánh 130 vòng/phút, bóp chặt tức thời tay phanh, bánh xe phải dừng lại tức thời. Thử 10 lần. Sau khi thử, phanh phải làm việc bình thường, các chi tiết của phanh không bị biến dạng.
16. Yên xe phải được kiểm tra theo TCVN 3836-88
17. Tay lái được kiểm tra theo TCVN 4478-88.
18. Cọc lái được kiểm tra theo TCVN 4478-88
19. Kiểm tra độ bền của khung và càng lái được tiến hành bằng hai phương pháp: Phương pháp tĩnh và phương pháp động. Khi kiểm tra động và tĩnh và phải sử dụng khung, càng lái mới riêng biệt.
19.1. Phương pháp tĩnh: Lắp khung và càng lái lên đồ gá chuyên dùng.
– Đặt lên khung và càng lái tải trọng phân bố theo hình vẽ trong thời gian 5 phút.
– Sau khi bỏ tải trọng, biến dạng dư của khung và càng lái (thể hiện qua khoảng cách L) không được vượt quá 12,5 mm.
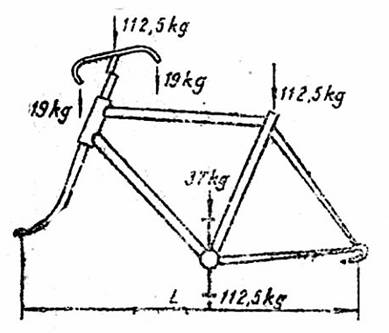
Hình 3
19.2. Phương pháp động
Dùng thiết bị thử gồm hai cam bằng thép có độ lệch tâm 17 mm. Khung và càng lái được gá cố định lên thiết bị thử, đặt lên khung và càng lái tải trọng phân bố theo hình vẽ. Khi thử khung thì lắp khung cần thử với một càng lái đã được tăng bền. Khi thử càng lái thì lắp càng lái cần thử với một khung đã được tăng bền. Cho thiết bị thử làm việc với số vòng quay của cam là 400 vòng/phút với thời gian trong bảng. Sau khi thử, khung và càng lái không bị rạn nứt, sứt mối hàn, bị gẫy hoặc bị biến dạng.
|
Phụ tùng |
Thời gian kiểm tra |
|
|
Khung |
Nam |
2h30′ |
|
Nữ |
2h |
|
|
Càng lái |
2h |
|
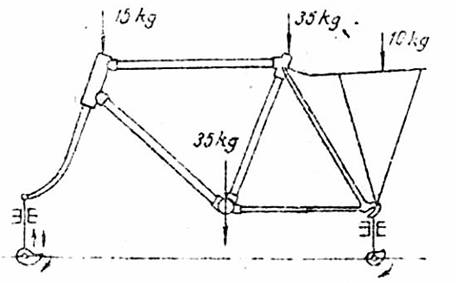
Hình 4
20. Kiểm tra độ bền của xe lắp hoàn chỉnh được tiến hành bằng hai phương pháp: phương pháp tĩnh và phương pháp động.
20.1. Phương pháp tĩnh.
Tháo yên từ xe đạp lắp hoàn chỉnh chưa sử dụng. Gá xe lên gá thử chuyên dùng (hình 5). Đặt tải trọng 112,5 kg lên cọc yên treo tải trọng 112,5 kg lên một bàn đạp ở vị trí thấp nhất và tải trọng 37 kg lên bàn đạp kia ở vị trí cao nhất, treo hai tải trọng 19kg lên hai đầu tay lái, thời gian kiểm tra là 5 phút. Sau khi kiểm tra, các phụ tùng và các mối nối, mối hàn của xe không bị biến dạng và hỏng hóc (nứt, gãy).
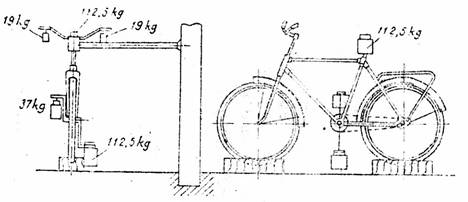
Hình 5
20.2. Phương pháp động
Tháo yên và bàn đạp từ xe đạp lắp hoàn chỉnh chưa sử dụng.
Gá xe lên gá thử chuyên dùng gồm hai trống quay có đường kính D = 760 mm sao cho xe đạp có thể chuyển động lên xuống tự do trong mặt phẳng của khung xe. Trên bề mặt của trống quay có bốn vấu tạo xóc phân bố cách đều nhau, kích thước của vấu được qui định trên hình 6.
Lực truyền động được truyền từ trục giữa của xe đạp qua bộ truyền đĩa xích – xích – lip làm quay bánh sau của xe và tang trống bánh sau. Hai trống quay được nối với nhau bằng một bộ truyền xích có tỷ số truyền bằng I. Vận tốc dài của trống quay là 8km/h.
Đặt tải trọng 36 kg lên đầu nối cọc yên, treo hai tải trọng 18kg vào đùi xe chỗ lắp bàn đạp. Treo hai tải trọng 6,75 kg lên hai đầu tay lái, gá quả cân 10kg vào đèo hàng. Thời gian kiểm tra là 1 h.
Chú thích: Cho phép chế tạo trống quay có ba vấu tạo xóc với đường kính trống quay D = 570 mm
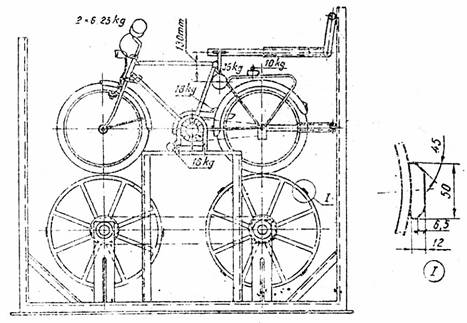
Hình 6
Sau khi kiểm tra, các phụ tùng, các mối nối, mối hàn của xe không bị biến dạng và hỏng hóc (nứt, gẫy)
21. Kiểm tra độ bền vững của đèo hàng được tiến hành như sau: gá khung và càng lái có lắp đèo hàng cố định lên thiết bị thử động. Đặt lên đèo hàng tải trọng 70 kg, cho thiết bị thử làm việc 2h. Sau khi thử đèo hàng không bị phá hỏng hoặc biến dạng.
22. Chất lượng sơn và mạ được kiểm tra theo TCVN 3833-83 và TCVN 4392-86.
