
Tiêu chuẩn quốc gia TCVN 4867:2013 (ISO 813:2010) về Cao su lưu hóa hoặc nhiệt dẻo – Xác định độ bám dính với nền cứng – Phương pháo kéo bóc 90 đã được thay thế bởi Tiêu chuẩn quốc gia TCVN 4867:2018 (ISO 813:2016) về Cao su lưu hóa hoặc nhiệt dẻo – Xác định độ bám dính với nền cứng – Phương pháp kéo bóc 90° .
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 4867:2013 (ISO 813:2010) về Cao su lưu hóa hoặc nhiệt dẻo – Xác định độ bám dính với nền cứng – Phương pháo kéo bóc 90
TIÊU CHUẨN QUỐC GIA
TCVN 4867:2013
ISO 813:2010
CAO SU LƯU HÓA HOẶC NHIỆT DẺO – XÁC ĐỊNH ĐỘ BÁM DÍNH VỚI NỀN CỨNG – PHƯƠNG PHÁP KÉO BÓC 90°
Rubber, vulcanized or thermoplastic – Determination of adhesion to a rigid substrate – 90° peel method
Lời nói đầu
TCVN 4867:2013 thay thế TCVN 4867:1989.
TCVN 4867:2013 hoàn toàn tương đương với ISO 813:2010.
TCVN 4867:2013 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC45 Cao su thiên nhiên biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
CAO SU LƯU HÓA HOẶC NHIỆT DẺO – XÁC ĐỊNH ĐỘ BÁM DÍNH VỚI NỀN CỨNG – PHƯƠNG PHÁP KÉO BÓC 90°
Rubber, vulcanized or thermoplastic – Determination of adhesion to a rigid substrate – 90° peel method
CẢNH BÁO: Những người sử dụng tiêu chuẩn này phải có kinh nghiệm làm việc trong phòng thử nghiệm thông thường. Tiêu chuẩn này không đề cập đến tất cả các vấn đề an toàn liên quan khi sử dụng. Người sử dụng tiêu chuẩn phải có trách nhiệm thiết lập các biện pháp an toàn và bảo vệ sức khỏe phù hợp với các quy định pháp lý hiện hành.
CHÚ Ý: Một số quy trình quy định trong tiêu chuẩn này có thể liên quan đến việc sử dụng hoặc tạo ra các chất hoặc chất thải, điều này có thể gây ra mối nguy hại cho môi trường địa phương. Nên tham khảo các tài liệu thích hợp về xử lý an toàn và thải bỏ sau khi sử dụng.
1. Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp xác định cường độ bám dính của cao su lưu hóa hoặc nhiệt dẻo dán vào nền cứng, bằng cách sử dụng một mẫu thử gồm một miếng cao su dán vào một tấm vật liệu cứng. Phép thử được thực hiện ở góc kéo 90 °.
Phương pháp này chủ yếu áp dụng cho các mẫu thử được chuẩn bị trong phòng thử nghiệm ở các điều kiện chuẩn, có thể dùng để cung cấp số liệu cho việc chọn thành phần đơn cao su hoặc hệ keo dán, để phát triển các vật liệu này và kiểm soát các quy trình sản xuất.
Phương pháp này không phù hợp đối với cao su có độ cứng cao, điển hình trên 85 IRHD.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 1592 (ISO 23529), Cao su – Quy trình chung để chuẩn bị và ổn định mẫu thử cho các phương pháp thử vật lý.
ISO 5893 Rubber and plastics test equipment – Tensile, flexural and compression types (constant rate of traverse) – Specification [Thiết bị thử cao su và chất dẻo – Các loại thiết bị kéo, uốn và nén (tốc độ kéo không đổi) – Yêu cầu kỹ thuật].
ISO 18899:2004, Rubber – Guide to the calibration of test equipment (Cao su – Hướng dẫn hiệu chuẩn thiết bị thử).
3. Nguyên tắc
Đo lực cần thiết để tách một miếng cao su dán vào một nền cứng với góc kéo là 90 ° và chiều rộng, độ dày của miếng cao su và vật liệu cứng được cố định trong những giới hạn cho trước.
4. Thiết bị, dụng cụ
4.1. Máy thử kéo, phù hợp với các yêu cầu của ISO 5893, có khả năng đo lực với cấp chính xác tương ứng cấp 1 và có tốc độ dịch chuyển của má cặp di động (50 ± 5) mm/min.
4.2. Dụng cụ gá, dùng để giữ mẫu thử với má cặp di động của máy thử (4.1) sao cho hướng lực kéo để tách mẫu trong suốt thời gian thử luôn gần như vuông góc với mặt phẳng liên kết giữa cao su và nền cứng, nghĩa là tạo thành một góc 90 ° với bề mặt của dụng cụ gá. Dụng cụ gá nêu trong Hình 1 phù hợp với yêu cầu này.
Kích thước tính bằng milimét
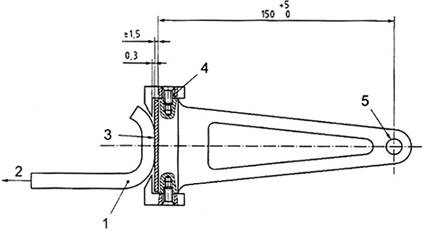
CHÚ DẪN
1 Cao su
2 Lực kéo
3 Nền cứng
4 Rãnh điều chỉnh
5 Gắn vào má cặp ở phía trên của máy thử
Hình 1 – Ví dụ về dụng cụ gá để thử
4.3. Má cặp, được thiết kế sao cho không để cao su trượt hoặc làm rách cao su.
4.4. Buồng kiểm soát nhiệt độ (nếu cần), để thực hiện các thử nghiệm ở nhiệt độ đã lựa chọn, nhiệt độ buồng có thể được giữ trong khoảng dung sai quy định trong TCVN 1592 (ISO 23529).
5. Mẫu thử
5.1. Kích thước
Mẫu thử chuẩn là một băng cao su dày 6 mm ± 0,1 mm trong vùng thử, rộng 25 mm ± 0,1 mm và dài 125 mm được dán vào bề mặt của một tấm nền cứng trên một diện tích vuông dài 25 mm và rộng 25 mm ± 0,1 mm. Việc xác định kích thước của mẫu thử được tiến hành theo TCVN 1592 (ISO 23529).
Tấm nền phải đủ dày để tránh biến dạng khi thử: tối thiểu nên dày 1,5 mm. Rộng 25 mm ± 0.1 mm và dài 60 mm ± 1 mm.
Mỗi mẫu thử phải được chuẩn bị sao cho diện tích dán dài 25 mm và rộng 25 mm ± 0,1 mm nằm ở giữa tấm kim loại như được chỉ ra ở Hình 2.
Kích thước tính bằng milimét
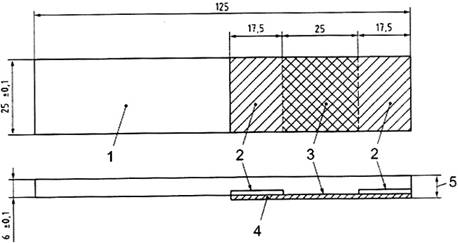
CHÚ DẪN
1 Cao su
2 Diện tích bị phủ chống dính
3 Diện tích dán
4 Nền cứng
5 Độ dày phụ thuộc vào độ dày của tấm nền
Hình 2 – Mẫu thử chuẩn
5.2 Chuẩn bị mẫu
5.2.1. Có thể sử dụng hai loại khuôn để chuẩn bị mẫu thử: khuôn cho nhiều mẫu thử hoặc khuôn cho một mẫu thử.
5.2.1.1. Khi các mẫu thử được làm từ một loại cao su và có cùng một kiểu hệ keo dán, có thể sử dụng khuôn cho nhiều mẫu. Cạnh trong của khuôn song song với trục dài của tấm nền có chiều dài là 125 mm. Cạnh tương ứng với trục ngang của tấm nền có thể thay đổi, phụ thuộc vào số mẫu thử cần chuẩn bị đồng loạt. Cạnh vuông góc với trục dọc và ngang của tấm nền có thể thay đổi, phụ thuộc vào độ dày của tấm nền, chẳng hạn như dùng tấm kim loại có độ dày thay đổi, cho phép độ dày tự do của cao su là 6 mm ± 0,05 mm.
5.2.1.2. Khi chỉ làm một mẫu thử từ một loại cao su cho trước, có thể sử dụng khuôn như đã nêu trong 5.2.1.1 nhưng kích thước theo trục ngang của tấm kim loại sẽ được giới hạn bằng chiều rộng của mẫu thử.
5.2.2. Từ hỗn hợp cao su, cắt thành các tấm có độ dày thích hợp và kích thước phù hợp với khuôn (chiều dài 125 mm, chiều rộng tương ứng với số mẫu thử được chuẩn bị), sao cho đảm bảo áp lực lớn nhất giữa cao su và tấm nền trong suốt quá trình chuẩn bị mẫu thử.
5.2.3. Trong khi chuẩn bị mẫu thử, chú ý giữ cho bề mặt cần dán được sạch, không dính bụi, không bị bẩn ẩm hoặc chất lạ nào khác.
Chuẩn bị bề mặt cần dán của tấm nền theo kích thước nêu trong 5.1 phù hợp với yêu cầu của hệ keo dán nghiên cứu. Hai đầu phủ băng dính sao cho chỉ vùng diện tích nêu ở 5.1 sẵn sàng.
Làm sạch bề mặt cần dán của tấm mẫu cao su bằng cách dùng dung môi hoặc kỹ thuật khác theo yêu cầu của hệ keo dán nghiên cứu.
Phết keo và áp dán cao su với nền. Đặt toàn bộ chúng vào trong khuôn với tấm nền nằm ở dưới. Khi chuẩn bị nhiều mẫu thử cùng một lúc, các tấm nền cần được đặt cách nhau khoảng 3 mm để cho phép tách các mẫu thử.
5.2.4. Trong trường hợp cao su dán với keo lưu hóa-nóng, thực hiện lưu hóa và/hoặc dán bằng cách nung nóng khuôn dưới áp suất ở một lực nén phù hợp trong khoảng thời gian và ở nhiệt độ theo yêu cầu của hệ keo dán nghiên cứu.
Khi tháo mẫu thử ra khỏi khuôn phải chú ý cẩn thận để tránh cho bề mặt dán keo của mẫu phải chịu tác động của ứng suất trước khi mẫu nguội hẳn.
CHÚ THÍCH: Khi sử dụng tấm nền là vật liệu nhựa nhiệt dẻo, trong một vài trường hợp có thể cần nâng nhiệt độ lên cao hơn nhiệt độ hóa mềm để đảm bảo kết dính. Khi tấm nền là một polyme nhiệt rắn, trong một vài trường hợp nguyên liệu đầu có thể là một số prepolyme có độ nhớt thấp tại nhiệt độ chuẩn bị mẫu thử, thì phản ứng trùng hợp của nó sẽ được kết thúc trong quá trình chuẩn bị. Khuôn và áp suất tạo khuôn sẽ phải thích hợp với các trường hợp như vậy.
5.2.5. Khi nhiều mẫu thử được chuẩn bị cùng một lúc, các mẫu này phải được cắt riêng ra trong khi thử nghiệm. Cắt mẫu bằng kéo, dao hoặc dụng cụ cắt phù hợp. Các cạnh của mỗi mẫu thử nếu cần thiết có thể được mài lên một dải giấy nhám để làm cho cạnh của tấm cao su bằng với cạnh của tấm nền. Cần phải cẩn thận không sấy quá nóng mẫu thử và không làm giảm chiều rộng của mẫu thử quá dung sai cho phép.
5.2.6. Khi thực hiện dán cao su lưu hóa với tấm nền, phép thử này cũng có thể được sử dụng để xác định lực kết dính sau-lưu hóa (PV). Các điều kiện dán keo, như nhiệt độ, áp suất và chuẩn bị bề mặt, phải được nêu trong báo cáo thử nghiệm.
5.3. Số lượng mẫu thử
Cần phải thử bốn mẫu thử.
5.4. Ổn định mẫu trước khi thử
Khoảng thời gian giữa chuẩn bị mẫu thử và tiến hành thử phải phù hợp với các yêu cầu của TCVN 1592 (ISO 23529). Ít nhất là 16 h sau khi tạo mẫu trong khuôn.
Ổn định mẫu thử theo các yêu cầu của TCVN 1592 (ISO 23529) trong ít nhất là 16 h ở nhiệt độ tiêu chuẩn (23 °C ± 2 °C hoặc 27 °C ± 2 °C) ngay trước khi thử.
Khi cần tiến hành một thử nghiệm ở nhiệt độ khác với nhiệt độ tiêu chuẩn phòng thử nghiệm, tiến hành ổn định bổ sung ở nhiệt độ này trong khoảng thời gian đủ lâu để làm cho vật liệu đạt đến nhiệt độ yêu cầu. TCVN 1592 (ISO 23529) đưa ra hướng dẫn về thời gian ổn định cần thiết để đạt được nhiệt độ cân bằng.
6. Nhiệt độ thử và độ ẩm
Tiến hành thử nghiệm ở nhiệt độ tiêu chuẩn phòng thử nghiệm theo quy định trong TCVN 1592 (ISO 23529), trừ khi có quy định khác.
Khi nhiệt độ thử khác được yêu cầu, tiến hành thử nghiệm theo danh mục nhiệt độ thích hợp nêu trong TCVN 1592 (ISO 23529) đến mức có thể thực hiện được.
Nhiệt độ này cũng phải được áp dụng cho bất kỳ một hoặc các thử nghiệm hàng loạt khác với mục đích để so sánh.
7. Cách tiến hành
7.1. Đặt mẫu thử cân đối trong dụng cụ gá (4.2) với cạnh kéo ra quay về phía thử nghiệm viên. Trước khi áp đặt tải, dùng dao sắc tách miếng cao su khỏi tấm nền trên một đoạn dài khoảng 2 mm và tiến hành cẩn thận để không tạo khía rách trong miếng cao su. Đặt đầu còn lại của miếng cao su vào má cặp (4.3). Trong trường hợp các phép thử được tiến hành ở nhiệt độ khác với nhiệt độ tiêu chuẩn, cần giữ mẫu thử ở nhiệt độ buồng đã được kiểm soát (4.4) trong khoảng thời gian đủ lâu sau khi đóng buồng để mẫu thử đạt được nhiệt độ yêu cầu. Sau đó cho máy thử kéo với tốc độ 50 mm/min ± 5 mm/min, cho đến khi mẫu thử bị tách hoàn toàn. Ghi lại lực lớn nhất cần thiết để tách mẫu.
Có thể sử dụng các tốc độ tách mẫu khác để kiểm tra tính năng đàn hồi nhớt của vết dán (xem Phụ lục A). Trong các trường hợp như vậy, nên dùng số gia lôgarit tốc độ tách mẫu.
7.2. Cũng có thể tiến hành bằng máy tự ghi lại lực bám dính trên suốt chiều dài của mẫu thử.
7.3. Trong khi thử nếu miếng cao su có xu hướng bị rách, thử nghiệm viên cần phải dùng dao cắt tỉa vào chỗ cao su dính với tấm nền.
8. Biểu thị kết quả
8.1. Cường độ bám dính
Cường độ bám dính, tính bằng niutơn trên milimét, được tính bằng cách chia giá trị lực lớn nhất ghi được ở 7.1, tính bằng niutơn, cho chiều rộng của mẫu thử, tính bằng milimét.
8.2. Ký hiệu sự bám dính bị phá hủy
R khi sự phá hủy là do cao su.
RC khi sự phá hủy xảy ra ở mặt giữa cao su và lớp keo dán.
CP khi sự phá hủy xảy ra ở mặt giữa lớp keo dán và lớp keo lót (nếu sử dụng).
PS khi sự phá hủy xảy ra ở mặt giữa keo lót (nếu dùng) và tấm nền.
CS khi sự phá hủy xảy ra ở mặt giữa keo dán và tấm nền (khi không sử dụng keo lót).
D khi sự phá hủy xảy ra ở mặt giữa cao su và tấm nền trong trường hợp dán trực tiếp, nghĩa là không sử dụng keo dán.
S khi sự phá hủy xảy ra ở tấm nền.
9. Độ chụm
Hiện không có số liệu độ chụm cho phương pháp này.
10. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm các thông tin sau:
a) các chi tiết về mẫu:
1) mô tả đầy đủ về mẫu và nguồn gốc mẫu;
2) thời gian và nhiệt độ tạo mẫu;
3) ngày tạo mẫu;
4) tấm nền được sử dụng;
5) chi tiết về hệ thống kết dính;
b) viện dẫn tiêu chuẩn này;
c) các chi tiết thử:
1) thời gian và nhiệt độ ổn định trước khi thử;
2) nhiệt độ thử nghiệm;
3) chi tiết về các cách tiến hành không được nêu trong tiêu chuẩn này;
d) các kết quả thử nghiệm:
1) số lượng mẫu thử đã sử dụng;
2) các kết quả thử nghiệm riêng lẻ;
3) kiểu phá hủy, biểu thị theo 8.2;
e) ngày thử nghiệm.
PHỤ LỤC A
(tham khảo)
PHÂN TÍCH TÍNH NĂNG ĐÀN HỒI NHỚT CỦA VẾT DÁN
Để đạt được sự hiểu rõ hơn về tính năng đàn hồi nhớt của keo dán, đối với một hệ keo dán nhất định, nếu các phép thử được thực hiện ở các tốc độ và nhiệt độ khác nhau, bao gồm sự chuyển đổi từ sự phá hủy liên kết đến sự phá hủy dính kết của mẫu thử, cường độ bám dính (xem 8.1) có thể được vẽ trên đồ thị như một hàm số tốc độ cho mỗi nhiệt độ. Sử dụng đồ thị bán lôgarit, với cường độ bám dính theo trục Y vạch chia tuyến tính và tốc độ theo trục X vạch chia lôgarit. Tất cả các đường cong đẳng nhiệt có thể được vẽ trên cùng một đồ thị.
CHÚ THÍCH: Những dữ liệu này xa hơn cho ta cơ sở giả định rằng trong cơ chế hồi phục của cao su có một sự tương đương nhất định giữa sự phụ thuộc vào thời gian và sự phụ thuộc vào nhiệt độ (sự biến đổi theo Williams, Landel và Ferry). Như vậy, có thể vẽ một đường cong chính duy nhất làm đại diện đối với một nhiệt độ chuẩn, thì ứng xử bám dính trong một dải tốc độ lớn hơn so với thu được bằng thực nghiệm, và cho thấy quá trình chuyển từ dạng phá hủy này sang dạng phá hủy khác. Kỹ thuật xử lý số liệu đã dùng là không đặc thù cho ứng xử bám dính và do vậy không được mô tả ở đây. Để có thêm thông tin, người đọc tham khảo thêm các tài liệu viện dẫn trong Thư mục tài liệu tham khảo.
PHỤ LỤC B
(Quy định)
KẾ HOẠCH HIỆU CHUẨN
B.1. Xem xét
Trước khi thực hiện hiệu chuẩn, điều kiện của các hạng mục được hiệu chuẩn phải được tìm hiểu chắc chắn bằng việc xem xét và ghi lại trên báo cáo hoặc chứng chỉ của tất cả các lần hiệu chuẩn. Cần phải báo cáo liệu hiệu chuẩn được thực hiện trong điều kiện “như nhận được” hay sau khi có bất cứ sự sửa chữa bất thường hoặc lỗi nào.
Nói chung phải biết chắc thiết bị phù hợp với mục đích sử dụng, bao gồm các thông số bất kỳ quy định là gần đúng và những thiết bị trước đó không cần thiết được hiệu chuẩn thông thường. Nếu các thông số này có khả năng thay đổi thì kiểm tra định kỳ phải được ghi chi tiết vào quy trình hiệu chuẩn là rất cần thiết.
B.2. Kế hoạch
Kiểm tra/hiệu chuẩn thiết bị thử nghiệm là phần bắt buộc của tiêu chuẩn này. Tần suất hiệu chuẩn và quy trình được sử dụng tuân theo quyết định của từng phòng thử nghiệm, bằng cách sử dụng hướng dẫn trong ISO 18899, trừ khi có quy định khác.
Kế hoạch hiệu chuẩn được nêu trong Bảng B.1 phải phù hợp với tất cả các thông số liệt kê quy định trong phương pháp thử, cùng với yêu cầu đã được quy định. Thông số và yêu cầu có thể liên quan đến thiết bị thử chính, bộ phận của thiết bị hoặc thiết bị phụ trợ cần thiết cho phép thử.
Đối với mỗi thông số, quy trình hiệu chuẩn được chỉ rõ bằng cách viện dẫn đến ISO 18899, một ấn bản khác hoặc quy trình cụ thể đối với phương pháp thử đã được chi tiết (chọn quy trình hiệu chuẩn cụ thể hoặc chi tiết thì tốt hơn là có sẵn trong ISO 18899).
Tần suất kiểm tra xác nhận đối với mỗi thông số được quy định bằng mã chữ cái. Các mã chữ cái sử dụng trong kế hoạch hiệu chuẩn là:
C Yêu cầu được khẳng định nhưng không đo lường.
S Khoảng thời gian tiêu chuẩn như nêu trong ISO 18899.
U Đang sử dụng.
Ngoài các mục đã liệt kê, còn sử dụng một số tiêu chuẩn về thiết bị phòng thử nghiệm “thông thường”, ví dụ dụng cụ đo thời gian, cốc dùng trong phòng thử nghiệm. Các dụng cụ này cần được hiệu chuẩn theo quy trình phù hợp nêu trong ISO 18899. Ngoài ra, có thể có các mục quy định trong tiêu chuẩn trích dẫn liên quan, trong đó có kích thước, ví dụ bình tam giác dung tích 250 ml. Trong trường hợp kích thước không có ý nghĩa đặc biệt, khác hơn so với tiện sử dụng, các mục này này sẽ không cần hiệu chuẩn.
Hầu hết các tiêu chuẩn về thử nghiệm vật liệu yêu cầu ổn định mẫu thử. Điều này ngụ ý sử dụng một nhiệt kế và có thể là ẩm kế, cả hai đều cần hiệu chuẩn. Điều kiện ổn định, nhiệt độ và độ ẩm thử nghiệm tiêu chuẩn được trích dẫn trong tiêu chuẩn liên quan không được lặp lại trong kế hoạch hiệu chuẩn.
Kích thước mẫu thử luôn được quy định. Điều này ngụ ý việc sử dụng các dụng cụ đo kích thước sẽ cần được hiệu chuẩn. Kích thước mẫu thử trích dẫn trong tiêu chuẩn liên quan không được lập lại trong kế hoạch hiệu chuẩn.
Bảng B.1 – Kế hoạch tần suất hiệu chuẩn
|
Thông số |
Yêu cầu |
Điều trong ISO 18899:2004 |
Hướng dẫn tần suất kiểm tra |
Ghi chú |
|
Máy thử kéo căng |
Như trong ISO 5893 |
|
|
|
|
Khả năng đo lực với cấp chính xác |
Cấp 1 |
21.1 |
S |
Dụng cụ đo tính ý thì thích hợp hơn |
|
Tốc độ dịch chuyển |
50 mm/min ± 5 mm/min |
23.4 |
S |
|
|
Hướng lực kéo |
gần như vuông góc với mặt phẳng liên kết cao su/tấm nền |
C |
U |
Ví dụ:dụng cụ gá trong Hình 1 |
|
Má cặp |
Không trượt khỏi hoặc làm rách cao su |
C |
U |
|
|
Nền cứng |
Độ dày đủ |
15.2 |
U |
Tấm kim loại nên có độ dày bằng 1,5 mm ± 0,1 mm |
|
Chiều rộng 25 mm ± 0,1 mm |
15.2 |
U |
||
|
Chiều dài 60 mm ± 1 mm |
15.2 |
U |
||
|
Diện tích bám dính |
(25 mm x 25 mm) ± 0,1 mm |
15.2 |
U |
|
|
Vật liệu |
Dung môi như khuyến cáo Hệ keo dán |
|
|
|
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 11346, Rubber, vulcanized or thermoplastic – Estimation of life-time and maximum temperature of use (Cao su lưu hóa hoặc nhiệt dẻo – Ước tính tuổi thọ và nhiệt độ sử dụng tối đa)
[2] WILLIAMS, M.L., LANDEL, R.F., và FERRY, D.J., The temperature dependence of ralaxation mechanisms in amorphous polymers and other glass-forming liquids, J. Am. Chem. Soc., 77 (1995), p. 3701 (Sự phụ thuộc nhiệt độ của cơ chế hồi phục trong các polyme không định hình và các chất lỏng tạo thủy tinh khác).
[3] FERRY, D.J., Dependence of viscoelastic behaviour on temperature and pressure in Viscoelastic Properties of Polymers. J. Wiley, New York, 3rd edition, 1980, p. 264 (Sự phụ thuộc của độ nhớt đàn hồi vào nhiệt độ và áp suất trong các tính chất độ nhớt đàn hồi của Polyme).
[4] AKLONIS, J.J., và MACKNIGHT, W.J., Time-temperature corespondance in Introduction to Polymer Viscoelasticity, J.Wiley, New York, 2nd edition, 1983, p. 46 (Sự tương ứng thời gian- nhiệt độ trong giới thiệu về tính nhớt đàn hồi của polyme).
MỤC LỤC
Lời nói đầu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Nguyên tắc
4. Thiết bị, dụng cụ
5. Mẫu thử
5.1. Kích thước
5.2. Chuẩn bị mẫu
5.3. Số lượng mẫu thử
5.4. Ổn định mẫu trước khi thử
6. Nhiệt độ thử và độ ẩm
7. Cách tiến hành
8. Biểu thị kết quả
9. Độ chụm
10. Báo cáo thử nghiệm
Phụ lục A (tham khảo) Phân tích tính năng đàn hồi nhớt của vết dán
Phụ lục B (quy định) Kế hoạch hiệu chuẩn
Thư mục tài liệu tham khảo
