
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 7051:2002 (ISO 11118:1999) về Chai chứa khí – Chai chứa khí bằng kim loại không được nạp lại – Đặc tính kỹ thuật và phương pháp thử do Bộ Khoa học Công nghệ và Môi trường ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 7051 : 2002
ISO 11118:1999
CHAI CHỨA KHÍ – CHAI CHỨA KHÍ BẰNG KIM LOẠI KHÔNG ĐƯỢC NẠP LẠI – ĐẶC TÍNH KỸ THUẬT VÀ PHƯƠNG PHÁP THỬ
Gas cylinders – Non-refillable metallic gas cylinders Specification and test methods
Lời nói đầu
TCVN 7051 : 2002 hoàn toàn tương đương với ISO 11118 : 1999;
TCVN 7051 : 2002 do Ban kỹ thuật tiêu chuẩn TCVN/TC 58 Bình chứa ga biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học, Công nghệ và Môi trường ban hành.
CHAI CHỨA KHÍ – CHAI CHỨA KHÍ BẰNG KIM LOẠI KHÔNG ĐƯỢC NẠP LẠI – ĐẶC TÍNH KỸ THUẬT VÀ PHƯƠNG PHÁP THỬ
Gas cylinders – Non-refillable metallic gas cylinders Specification and test methods
1. Phạm vi áp dụng
Tiêu chuẩn này qui định các yêu cầu tối thiểu đối với vật liệu, thiết kế, kết cấu và trình độ tay nghề, qui trình chế tạo và phương pháp thử tại nơi chế tạo đối với chai chứa khí bằng kim loại không được nạp lại có kết cấu hàn; hàn vảy cứng hoặc không hàn dùng chứa khí nén, khí hoá lỏng và khí hoà tan ở nhiệt độ thường.
Chú thích – Các loại khí đặc trưng được phép chứa trong các chai được giới hạn bởi các yêu cầu của ISO, quốc gia hoặc quốc tế.
Tiêu chuẩn này áp dụng cho các chai khí:
a) có áp suất vận hành cho phép lớn nhất không vượt quá 250 bar (nghĩa là pms ≤ 250 bar);
b) tích số giữa áp suất vận hành cho phép lớn nhất và dung lượng nước không vượt quá 1000 bar. lít (nghĩa là pms. V ≤1000 bar. I);
c) áp suất vận hành cho phép lớn nhất vượt quá 35 bar, dung lượng nước không vượt quá 5 I (nghĩa là, đối với pms > 35 bar; khi V <>
Tiêu chuẩn này không áp dụng cho các chai vượt quá giới hạn áp suất và thể tích nêu trên, đối với các chai này có thể tham khảo tiêu chuẩn chai được nạp lại.
Tiêu chuẩn này cũng không áp dụng cho chai khí đẩy1/ chai định lượng soi khí và bình chứa dạng cầu.
2. Tiêu chuẩn trích dẫn
ISO 3166-1 Mã đại diện cho tên các quốc gia và vùng lãnh thổ – Phần 1: Mã quốc gia (Codes for the representation of names of countries and subdivisions – Part 1: Country codes).
ISO 3574:1986 Thép tấm cácbon cán nguội chất lượng ram và thương mại (Cold reduced carbon steel sheet of commercial and drawing qualities).
TCVN 7052:2002 (ISO 3807) Chai axetylen – Các yêu cầu cơ bản (Dissolved acetylene cylinders – Basic requirements).
ISO 4705:1983 Chai chứa khí bằng thép không hàn được nạp lại (Refillable seamless steel gas cylinders).
TCVN 6292:1997 (ISO 4706) Chai chứa khí – Chai chứa khí bằng thép hàn có thể nạp lại (Refillable welded Steel gas cylinders).
TCVN 197:2002 (ISO 6892:1998) Vật liệu kim loại – Thử kéo ở nhiệt độ thường (Metallic materials – Tensile testing at ambient temperature).
ISO 7866:1999 Chai chứa khí – Chai chứa khí bằng hợp kim nhôm không hàn có thể nạp lại – Thiết kế, kết cấu và thử nghiệm (Gas cylinders – Refillable seamless aluminium alloy gas cylinders – Design, construction and testing).
ISO 9809-1:1999 Chai chứa khí – Chai chứa khí bằng thép không hàn có thể nạp lại – Thiết kế, kết cấu và thử nghiệm – Phần 1: Chai chứa khí bằng thép tôi và ram có độ bền kéo nhỏ hơn 1100 MPa (Gas cylinders – Refillable seamless Steel gas cylinders – Design, construction and testing – Part 1: Quenched and tempered steel cylinders with tensile strength greater than or equal to 1100 MPa).
TCVN 6874-1:2001 (ISO 11114-1) Chai chứa khí di động – Tính tương thích của vật liệu làm chai và làm van với khí chứa – Phần 1: Vật liệu kim loại (Transportable gas cylinders – Compatibility of cylinder and valve materials with gas contents – Part 1: Metallic materials).
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng các định nghĩa và thuật ngữ sau:
3.1. Lô (Batch): Lượng các chai hoàn chỉnh và đã thử áp lực có cùng thiết kế, thiết kế mẫu, dung lượng nước, vật liệu, nhiệt luyện (nếu có) và qui trình chế tạo, được chế tạo liên tục trong một ca sản xuất kéo dài tới 12 h.
3.2. Thân chai (Cylindrical shell): Phần hình trụ của chai, trừ hai đầu, song song với đường trục của chai.
3.3. Đầu, đáy (Heads, ends): Phần của chai không song song với đường trục của chai.
3.4. Chứng chỉ vật liệu (Materal certificate): Tài liệu, do nhà sản xuất vật liệu cung cấp, xác định thành phần hoá học, tính chất cơ học, nhiệt luyện, công nghệ chế tạo hoặc các tính chất khác nếu có yêu cầu.
3.5. Áp suất nổ (Burst pressure): Áp suất lớn nhất đạt tới trong chai khi thử nổ.
3.6. Áp suất vận hành cho phép lớn nhất (Maximum permissible operating pressure): Áp suất lớn nhất cho phép khi sử dụng.
3.7. Áp suất thử (Test pressure): Áp suất qui định sử dụng khi thử áp lực (xem phụ lục A).
3.8. Áp suất làm việc (Working pressure): Áp suất khí vĩnh cửu được đặt ở nhiệt độ không đổi 15oC (288 K) (xem phụ lục A).
3.9. Nhiệt độ vận hành lớn nhất (Maximum operating temperature): Nhiệt độ môi trường lớn nhất ở nước sử dụng chai mà các khí chứa trong chai có thể thoát ra.
3.10. Nhiệt độ vận hành nhỏ nhất (minimum operating temperature): Nhiệt độ môi trường nhỏ nhất ở nước sử dụng chai mà các khí chứa trong chai có thể thoát ra.
4. Ký hiệu
a Chiều dày tính toán nhỏ nhất của thân chai, tinh bằng milimét;
D Đường kính ngoài danh nghĩa của chai, tính bằng milimét;
F Hệ số ứng suất thiết kế (thay đổi);
pn Áp suất thử thủy lực, tính bằng bar3), lớn hơn áp suất khí quyển;
pms Áp suất vận hành cho phép lớn nhất, tính bằng bar2), lớn hơn áp suất khí quyển:
pw Áp suất làm việc, tính bằng bar3), lớn hơn áp suất khí quyển;
Re Giá trị ứng suất chảy nhỏ nhất, tính bằng mega pascal, của chai thành phẩm;
Rg Giá trị độ bền kéo nhỏ nhất, tính bằng mega pascal, của chai thành phẩm;
V Dung lượng nước của chai, tính bằng lít.
5. Vật liệu
5.1. Yêu cầu chung
5.1.1. Chai chứa khí không được nạp lại được làm bằng thép cacbon hoặc thép hợp kim thấp, thép không gỉ austenit, nhôm hoặc hợp kim nhôm.
Vật liệu sử dụng được qui định theo loại (xem 5.2) và thành phần hoá học (xem 5.3).
Vật liệu không được phép có nếp gấp, vết nứt, phân lớp hoặc các khuyết tật khác.
5.1.2. Người chế tạo chai phải qui định các yêu cầu về cơ tính và thành phần hoá học cho người cung cấp vật liệu.
5.1.3. Người chế tạo chai phải nhận được chứng chỉ vật liệu từ người sản xuất hoặc người cung cấp vật liệu. Chứng thư này phải do người sản xuất vật liệu thực hiện và phải phù hợp với các yêu cầu của vật liệu.
5.1.4. Người chế tạo chai phải kiểm tra xác nhận rằng vật liệu phù hợp với các yêu cầu của mình.
5.1.5.Tất cả các vật liệu sử dụng trong kết cấu của phần chịu áp lực của chai phải được nhận biết bằng số hiệu hoặc mã hiệu đúc.
5.1.6. Thép phải thích hợp cho việc sử dụng ở nhiệt độ vận hành nhỏ nhất hoặc ở âm 20oC tuỳ theo nhiệt độ nào thấp hơn.
5.1.7. Vật liệu dùng để chế tạo chai phải tương thích với khí chứa (như là khi ăn mòn, khí hoá giòn) theo qui định của TCVN 6874-1: 2001 (ISO 11114-1).
5.1.8. Chai chứa axetylen hoà tan phải có khối lượng chất xốp thích hợp. Chai hoàn chỉnh chứa chất xốp phải đạt các yêu cầu của TCVN 7052:2002 (ISO 3807).
5.2. Loại vật liệu
5.2.1. Thép cacbon và thép hợp kim thấp
5.2.1.1. Thép dùng để chế tạo chai chứa khí được sản xuất trong lò điện hoặc bằng phương pháp thổi oxy bazơ, phải có đặc tính không hoá già và là thép lặng.
5.2.1.2. Thép cacbon dùng làm chai hàn hoặc hàn vảy cứng vuốt nguội sâu phải phù hợp với bảng 1 của ISO 3574 :1986, có đặc tính không hoá già, chịu kéo, không có biến dạng kéo và có hàm lượng nhôm lớn hơn 0,01%.
Thành phần hoá học theo các yêu cầu của 5.3.1.1.
5.2.1.3. Thép các bon dùng làm các chai hàn khác phải có thành phần hoá học theo các yêu cầu của 5.3.1.2. Giới hạn bền kéo lớn nhất không lớn hơn 700 MPa.
5.2.1.4. Thép cacbon làm chai được chế tạo từ thép ống không hàn có hai đầu được tạo hình toàn bộ, vuốt nóng và hoàn thiện phải có thành phần hoá học theo yêu cầu ở 5.3.1.3.
5.2.1.5. Thép hợp kim thấp phải đáp ứng các yêu cầu của ISO 4705, TCVN 6292:1997 (ISO 4706), ISO 9809-1 hoặc ISO 9809-2.
5.2.2 Nhôm và hợp kim nhôm
5.2.2.1. Không được sử dụng hợp kim nhôm có giới hạn bền kéo lớn hơn 500 MPa.
5.2.2.2. Nhôm và hợp kim nhôm phải có thành phần hoá học theo các yêu cầu của 5.3.2.
5.2.2.3. Nhôm và hợp kim nhôm dùng làm chai không hàn phải theo các yêu cầu của ISO 7866.
5.2.3. Thép không gỉ austenit
5.2.3.1. Đối với thép không gỉ austenit. giới hạn bền kéo lớn nhất không lớn hơn 800 MPa.
5.2.3.2. Người chế tạo chai phải lưu ý việc giảm độ bền của vật liệu trong vùng ảnh hưởng nhiệt của tất cả các mối hàn.
5.2.3.3. Thép austenit dùng hàn tất cả các loại chai phải phù hợp với ISO 9328-5.
5.2.3.4 Thành phần hoá học phải theo các yêu cầu của 5.3.3.
Chú thích 1 – Có nguy cơ của độ nhạy sự ăn mòn giữa các hạt là kết quả của việc hàn / gia công nóng thép không gỉ. Trong những trường hợp như vậy cần cân nhắc việc tiến hành thử ăn mòn giữa các hạt, ví dụ như được quy định trong ISO 3651-2.
Chú thích 2 – Một số mác thép không gỉ có khả năng nhạy cảm với gãy do ứng suất môi trường. Trong trường hợp này phải thực hiện các biện pháp phòng ngừa riêng.
5.3. Thành phần hoá học
5.3.1. Thép cacbon và thép hợp kim thấp
5.3.1.1. Thép cacbon theo quy định ở bảng 1 của ISO 3574 : 1986 có tính chất không hoá già, chịu kéo dùng cho các chai hàn hoặc hàn vảy cứng vuốt nguội sâu phải có giới hạn thành phần hoá học như sau, tính bằng (m/m):
|
Cacbon |
≤ 0,12 |
|
Mangan |
≤ 0,5 |
|
Photpho |
≤ 0,025 |
|
Lưu huỳnh |
≤ 0,025 |
5.3.1.2. Thép cacbon dùng làm chai hàn khác với vuốt nguội sâu có thành phần hoá học như sau, tính bằng (m/m):
|
Cacbon |
≤ 0,025 |
|
Mangan |
≤ 0,5 |
|
Photpho |
≤ 0,025 |
|
Lưu huỳnh |
≤ 0,025 |
5.3.1.3. Thép cacbon dùng làm chai được chế tạo từ ống thép không hàn có hai đầu được tạo hình toàn bộ, vuốt nóng và hoàn thiện phải có giới hạn thành phần hóa học như sau, tính bằng (m/m):
|
Cacbon |
≤ 0,55 |
|
Mangan |
≤ 1, 2 |
|
Photpho |
≤ 0,025 |
|
Lưu huỳnh |
≤ 0,025 |
5.3.1.4. Thép hợp kim thấp phải theo 5.2.1.5.
5.3.2. Nhôm và hợp kim nhôm
Nhôm và hợp kim nhôm có thể dùng để chế tạo chai chứa khí với điều kiện chúng đáp ứng tất cả các yêu cầu của tiêu chuẩn này và có hàm lượng chì và bismut lớn nhất không quá 0,003%.
Chú thích – Danh mục các hợp kim đã đăng ký được lưu giữ ở Aluminum Association Inc trong “Hồ sơ đăng ký ký hiệu hợp kim quốc tế và giới hạn thành phần hoá học đối với nhôm gia công áp lực và hợp kim nhôm gia công áp lực”.
5.3.3. Thép không gỉ austenit
Thép không gỉ austenit phải đáp ứng các yêu cầu của ISO 9328-5.
6. Kiểm tra và thử
Việc đánh giá sự phù hợp được yêu cầu tiến hành theo đúng các quy định hiện hành.
Để đảm bảo rằng các chai là đúng theo tiêu chuẩn này chúng phải được cơ quan thanh tra có thẩm quyền (sau đây gọi là thanh tra) kiểm tra và thử theo các điều 9, 10 và 11. Thanh tra viên phải có thẩm quyền đối với việc kiểm tra chai.
7. Thiết kế
7.1. Qui dịnh chung
7.1.1. Việc tính chiều dày thân chai của các bộ phận chịu áp lực liên quan đến ứng suất chảy (Rc).
7.1.2. Mối liên quan giữa áp suất làm việc, áp suất vận hành lớn nhất và áp suất thử theo phụ lục A.
7.1.3. Thiết kế hai đầu phải sao cho các bộ phận chịu áp lực khi chịu áp suất thử (pn) không có biến dạng dư nhin thấy bằng mắt thường.
7.2. Tính kích thước các bộ phận chịu áp lực
Chiều dày nhỏ nhất của thân chai của các bộ phận chịu áp lực không được nhỏ hơn bất kỳ giá trị nào trong ba giá trị theo a), b) hoặc c) dưới đây.
a) chiều dày nhỏ nhất của thân chai không được nhỏ hơn giá trị cần để áp suất nổ nhỏ nhất lớn hơn hai lần áp suất thử thuỷ lực (ph) và thoả mãn các yêu cầu của 9.2.4.5 và điều 11.
b) chiều dày nhỏ nhất của thân chai không được nhỏ hơn giá trị tính toán theo công thức Lame- Von Mises như sau:
trong đó F = 1
c) chiều dày nhỏ nhất của thân chai không được nhỏ hơn giá trị tính toán bằng cách sử dụng một trong hai công thức sau:
đối với thép : a = ![]()
đối với nhôm và hợp kim nhôm : a = ![]()
7.3. Bản vẽ thiết kế
Bản vẽ thiết kế đầy đủ của chai được cung cấp phải bao gồm ít nhất các nội dung sau:
a) yêu cầu kỹ thuật của vật liệu kể cả Re và Rg tính bằng megapascan;
b) áp suất thử tính bằng bar;
c) áp suất nổ nhỏ nhất tính bằng bar;
d) chiều dày thân chai nhỏ nhất tính bằng milimet;
e) dung lượng nước nhỏ nhất tính bằng lít;
f) đường kính ngoài danh nghĩa của chai tính bằng milimet;
g) kích thước hai đầu tinh bằng milimet;
h) chiều dài toàn bộ chai tính bằng mllimet;
i) nhiệt luyện (nếu có);
j) phương pháp chế tạo;
k) tên gọi qui trình hàn/hàn vảy cứng;
I) các yêu cầu kỹ thuật nối van;
m) nhận dạng thiết kế chai và số phê duyệt;
n) số hiệu tiêu chuẩn thiết kế (TCVN 7051:2002 (ISO 11118));
o) ngày tháng và dấu hiệu nhận biết sự sửa lại bản vẽ;
p) dấu hiệu nhận biết người chế tạo;
q) nội dung và vị trí ghi nhãn.
8. Kết cấu và trình độ tay nghề
8.1. Kết cấu
8.1.1. Qui định chung
8.1.1.1. Loại kết cấu
Chai được chế tạo không hàn, hàn hoặc hàn vảy cứng.
8.1.1.2. Kết cấu không hàn
Chai không hàn được chế tạo bằng
a) đúc hoặc rèn
b) chế tạo từ ống không hàn hoặc
c) đập từ thép tấm.
Tiến hành hàn và hàn vảy cứng đối với phụ kiện và các lỗ (xem 8.1.2) và phải đáp ứng các yêu cầu của 9.2.6. Hơn nữa:
– chỉ tiến hành hàn các chai được làm từ vật liệu hàn được;
– chỉ tiến hành hàn vảy cứng các chai được làm từ các vật liệu không bị giảm đặc tính bởi phương pháp này.
8.1.1.3. Kết cấu hàn
Các mối hàn dọc và mối hàn chu vi được hàn bằng phương pháp bán tự động hoặc tự động.
Mối hàn dọc, nếu có, phải là loại mối hàn giáp mép như được minh hoạ ở hình 1.a).
Các mối hàn chu vi nếu có, phải là loại mối hàn chồng mép hoặc giáp mép. Mối nối hàn được minh họa ở hình 1 a), b). c), d) hoặc e).
Mối nối hàn phải có độ bền lớn hơn giới hạn bền của thành chai thành phẩm.
Qui trình hàn và người thực hiện phải được quy định bằng văn bản được các bên nhất trí. Tốt nhất việc qui định phải bao gồm, các mối hàn đại điện cho việc chế tạo trong sản xuất tương ứng với các thông số của vật liệu và phương pháp hàn phải qui định lại qui trình và người thực hiện nếu có sự thay đổi của bất kỳ thông số cần thiết nào. Hồ sơ qui định này phải được người chế tạo lưu giữ thành tập.
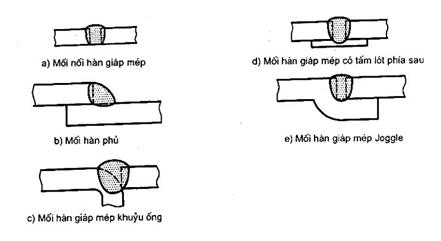
Hình 1 – Mối nối hàn
8.1.1.4. Kết cấu hàn vảy cứng
Không được dùng hàn vảy cứng đối với chai nhôm.
Vật liệu hàn vảy cứng phải có điểm nóng chảy lớn hơn 540oC.
Các mối hàn vảy cứng phải được lắp ghép sao cho đảm bảo sự thấu hoàn toàn vật liệu hàn toàn bộ mối nối. Mối hàn vảy cứng phải có độ bền lớn hơn giới hạn bền kéo của thành chai thành phẩm.
Qui trình hàn vảy cứng và người thực hiện phải được quy định bằng văn bản được các bên nhất trí. Ít nhất việc quy định phải bao gồm các mối hàn đại diện cho việc chế tạo trong sản xuất tương ứng với các thồng số của vật liệu và phương pháp hàn phải quy định lại qui trình và người thực hiện nếu có sự thay đổi của bất kỳ thông số cần thiết nào. Hồ sơ quy định này phải được người chế tạo lưu giữ thành tập.
8.1.2. Phụ kiện và các lỗ
Việc gắn phụ kiện vào chai, kể cả việc bịt lỗ bằng cách hàn nắp thép khoét lỗ được phải thực hiện bằng các phương pháp không làm hại đến tính toàn vẹn của chai. Hàn và hàn vảy cứng các phụ kiện vào chai phải hoàn thành trước khi thử chai lần cuối (xem điều 11).
Trên vỏ chai có thể không có lỗ hoặc phụ kiện.
Tất cả các lỗ và chi tiết gia cường phải nằm trong đường tròn giả tưởng, đồng tâm với đường tâm của vỏ chai. Đường kính của đường tròn này không vượt quá 80% đường kính ngoài của chai. Mặt phẳng của đường tròn phải vuông góc với đường tâm của chai (xem hình 2)
Nếu cần thiết từng lỗ phải được gia cường bằng cách gắn chắc chắn các hộp, đệm lót, đai hoặc các cách hàn thích hợp khác. Vật liệu dùng làm phụ kiện và phụ tùng hàn phải là loại hàn được và tương thích với vật liệu hàn chai.
Vật liệu dùng làm phụ kiện và phụ tùng hàn vảy cứng phải là loại hàn vảy cứng được và tương thích với vật liệu hàn chai. Chiều dài của phụ tùng ít nhất bằng 4 lần chiều dày nhỏ nhất của vỏ chai.
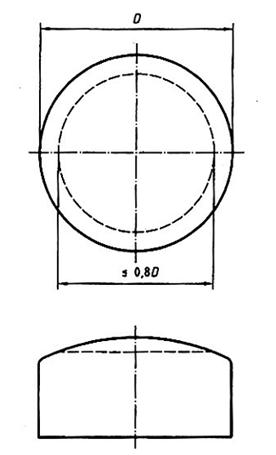
Hình 2 : Các lỗ
8.1.3. Van
Van chai phải phù hợp với dụng cụ mở van để ngăn chặn việc thoát khí ngoài dự kiến.
Cơ quan nhà nước có thẩm quyền quy định các yêu cầu sử dụng dụng cụ mở van có hình dạng không thể thay thế.
8.1.4. Cơ cấu giảm áp
Cơ quan nhà nước có thẩm quyền quy định các yêu cầu sử dụng cơ cấu giảm áp.
Khi cơ cấu giảm áp là chi tiết bên trong chai, người chế tạo chai phải định cỡ thiết bị giảm áp có thể tích đủ đảm bảo ngăn chặn việc vỡ chai trong khi thử cháy chúng theo các yêu cầu của cơ quan nhà nước có thẩm quyền.
8.2. Trình độ tay nghề
Trình độ tay nghề của công nhân và chất lượng chế tạo phải đảm bảo chai không có khuyết tật. Các điểm sau đây phải đưa vào tính toán:
a) Các bộ phận chịu áp lực phải có chất lượng đồng đều và không có khuyết tật;
b) Trước khi bịt chai hoặc sau khi hàn các mối nối dọc nếu có, từng chai phải được làm sạch, làm khô và không có bất kỳ bộ phận nào bị hỏng;
c) sau khi hoàn thành tất cả các mối nối hàn, chai, không có khuyết tật với sự hàn thấu hoàn toàn. Mối hàn không được lõm, không bị cắt chân, hoặc đứt gãy không đều, hoặc không bị nứt hoặc các khuyết tật khác.
9. Quy trình phê duyệt kiểu chai
9.1. Yêu cầu chung
Người chế tạo phải cung cấp cho thanh tra quy định kỹ thuật của từng thiết kế mới (hoặc họ chai như định nghĩa ở f) dưới đây) bao gồm bản vẽ thiết kế, tính toán thiết kế, vật liệu chi tiết và nhiệt luyện.
Phải tiến hành thử phê duyệt kiểu được chi tiết hoá ở 9.2 đối với từng thiết kế mới dưới sự giám sát của thanh tra.
Chai được xem xét là thiết kế mới so với các thiết kế đã được phê duyệt khi:
a) được chế tạo ở thiết bị chế tạo khác hoặc
b) được chế tạo bằng quy trình khác (kể cà sự thay đổi quy trình chính nào đó, hoặc
c) được chế tạo bằng vật liệu có tính chất khác, hoặc
d) chế độ nhiệt luyện khác, nếu sử dụng, hoặc
e) profin của chai hoặc chiều dày của nguyên liệu thay đổi so với đường kính chai hoặc chiều dày tính toán nhỏ nhất của vỏ chai tương ứng, hoặc
f) chiều dài toàn bộ chai tăng lên hơn 50% (các chai với tỷ số chiều dài: đường kính ngoài nhỏ hơn 3 không được sử dụng như là mẫu chuẩn đối với bất kỳ thiết kế mới nào có tỷ số này lớn hơn 3) hoặc
g) đường kính ngoài danh nghĩa của chai tăng hoặc giảm hơn 1% so với đường kính thiết kế ban đầu hoặc
h) việc tăng áp suất thử thủy lực yêu cầu thay đổi chiều dày thiết kế thành chai.
9.2. Thử phê duyệt kiểu
9.2.1. Yêu cầu chung
Các chai đại diện cho thiết kế mẫu được thử như mô tả từ 9.2.2 đến 9.2.7. Trước khi là chai để thử phê duyệt kiểu, các chai thử phải được cân bằng áp suất với áp suất thử (ph) và không có biểu hiện rò gỉ hoặc biến dạng nhìn thấy được.
9.2.2. Thử vật liệu
Nhà chế tạo vật liệu phải cung cấp chứng chỉ phân tích thành phần hoá học của mẻ đúc. Thêm vào đó, việc phân tích kiểm tra phải được người chế tạo chai tiến hành đối với mẫu đại diện vật liệu của chai mẫu. Việc phân tích kiểm tra phải theo yêu cầu của 5.3.
9.2.3. Thử kéo
9.2.3.1. Thử kéo được tiến hành đối với vật liệu lấy từ ba chai mẫu đại diện. Vị trí lấy các mẫu thử kéo này theo hình 3.
9.2.3.2. Mẫu thử kéo được lấy và tiến hành thử phù hợp với TCVN 197:2002 (ISO 6892). Nếu do kích thước chai, hoặc do hình dạng, kích thước mẫu thử không đáp ứng các yêu cầu của TCVN 197:2002, có thể sử dụng mẫu nhỏ hơn theo hướng dẫn ở 7.2 của ISO 4705:1983.
9.2.3.3. Người chế tạo chai phải ghi lại giới hạn bền kéo, giới hạn chảy và độ giãn dài tương đối.
Tất cả các mẫu thử kéo phải gãy dẻo; tính chất cơ học của vật liệu thích hợp theo các quy định trong điều 5 và 7.3. Bổ sung thêm:
a) đối với chai nhiệt luyện và chai không nhiệt luyện, giới hạn bền kéo phải đạt các yêu cầu của chuẩn cứ thiết kế:
b) đối với chai nhiệt luyện và chai không nhiệt luyện, giới hạn chảy phải ≥ Re;
c) đối với chai nhiệt luyện và chai không nhiệt luyện, độ giãn dài tương đối phải đạt các yêu cầu của 7.3a). không yêu cầu xác định độ giãn dài tương đối trên mẫu thử kéo được nối bằng hàn/hàn vảy cứng;
d) mẫu thử kéo được nối bằng hàn/ hàn vảy cứng không được đứt gãy tại mối nối hàn hoặc hàn vảy cứng.
9.2.4. Thử nổ
9.2.4.1. Phải tiến hành thử nổ ít nhất ba chai mẫu đại diện.
9.2.4.2. Phải đặt đứng chai lên đĩa cân để cân khối lượng bì. Sau đó đổ nước vào từng chai đến dung lượng lớn nhất của chai để xác định dung lượng nước của chai. Phải ghi lại khối lượng bì và dung lượng nước của chai.
9.2.4.3. Tiến hành thử ở nhiệt độ phòng. Thiết bị đo áp suất phải có độ chính xác trong khoảng 1%. Nhiệt độ của nước/khí có áp suất không được nhỏ hơn 10oC.
9.2.4.4. Qui trình thử nổ chai như sau:
a) Chai thử không nhiệt luyện được hóa già nhân tạo bằng cách giữ ở nhiệt độ 100oC trong ít nhất 1h. Sau khi giữ ở nhiệt độ đó, chai được làm nguội bằng không khí lạnh trước khi nạp chất lỏng/khí.
Khi không thể thực hiện được việc nổ thủy lực chai hoặc nếu thiết kế van hoặc thiết kế chai ngăn cản việc đưa chất lỏng thủy lực vào trong chai, có thể dùng phép thử bằng khí nén. Khi sử dụng phương pháp thử nổ bằng khí nén, phải sử dụng các biện pháp phòng ngừa để đảm bảo an toàn cho con người và thiết bị.
b) Chai thử phải được tăng áp đến áp suất thử (ph). Áp suất này đạt được sau 30s. Không được làm giảm áp suất trong thời gian giữ áp.
c) Áp suất trong chai sau đó có thể tăng với tốc độ không quá 7 bar/min cho tới khi đạt được áp suất nổ thiết kế nhỏ nhất. Sau khi đạt được áp suất nổ thiết kế nhỏ nhất, tốc độ tăng áp được giảm tới tốc độ thích hợp cho tới lúc nổ chai.
Chú thích – Như là sự lựa chọn bưóc b) và c) các chai có thể được tăng áp từ áp suất khí quyển đến áp suất nổ với tốc độ như trong bước c).
d) Đồ thị áp suất thời gian được tạo ra trong khi thử nổ ghi lại tốc độ tăng áp, thời gian thử và áp suất nổ của chai được thử.
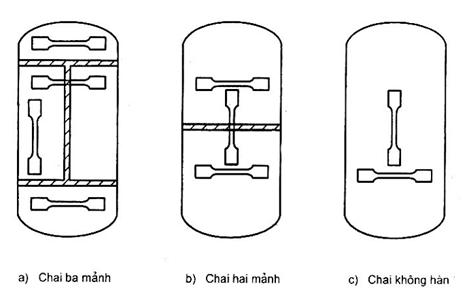
Hình 3 – Vị trí lấy mẫu thử kéo
9.2.4.5. Chuẩn cứ để chấp nhận thử nổ như sau:
a) Áp suất nổ phải bằng hoặc lớn hơn hai lần áp suất thử của chai.
b) Điểm bắt đầu phá huỷ không được ở mối hàn hoặc hàn vảy cứng hoặc ở vùng ảnh hưởng nhiệt của mối hàn hoặc hàn vảy cứng.
c) Nơi phá huỷ phải ở trên vỏ chai.
d) Mặt gãy phải là phá huỷ mỏi.
e) Sau khi nổ thuỷ lực, chai không được vỡ thành nhiều mảnh.
9.2.5. Thử rơi
9.2.5.1. Tiến hành thử rơi ít nhất ba chai mẫu đại diện. Mẫu thử rơi phải đại diện cho bao gói vận chuyển thành phẩm (đó là cáctong, vỏ bọc ngoài, mũ chai).
9.2.5.2. Bề mặt va đập là tấm bê tông 1 m x 1 m x 0,1 m. Kết cấu bao gồm xi măng, cát, sỏi. Nó được bảo vệ bằng tấm thép dày 10 mm. Độ phẳng của tấm thép bảo vệ phải đảm bảo cho độ chênh lệch về mức giữa hai điểm bất kỳ trên bề mặt không được vượt quá 2 mm. Khi tấm thép bị hư hỏng nghiêm trọng thì phải thay.
9.2.5.3. Chai dùng cho khí hoá lỏng phải được đổ nước đến dung lượng nước lớn nhất của chai. Chai dùng cho khí vĩnh cửu phải được đổ nước đến 40% dung tích nước của chai. Không cho phép thử rơi khi chai đang chịu áp lực. Qui trình thử rơi như sau:
a) một chai để rơi từ độ cao 1,2 m với đáy chai đập vào bề mặt va đập như minh hoạ ở hình 4a):
b) một chai để rơi từ độ cao 1,2 m với thành chai đập vào bề mặt va đập như minh họa ở hình 4b);
c) một chai để rơi từ độ cao 1,2 m với mũ chai, vành miệng, nắp bảo vệ van hoặc với bộ phận bảo vệ van khác đập vào bề mặt va đập ở góc 45° như minh hoạ ở hình 4c)
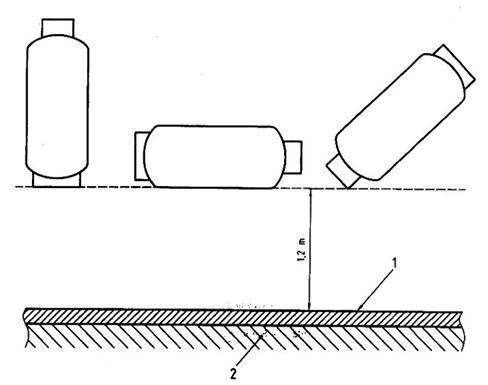
Chỉ dẫn
1- Bề mặt va đập
2- Tấm bê tông
Hình 4 – Thử rơi
9.2.5.4. Chuẩn cứ để chấp nhận thử rơi như sau
Đối với hai phép thử như miêu tả ở 9.2.5.3, chai không bị rò rỉ, van vẫn vận hành được và chai phải chịu được phép thử nổ như miêu tả ở 9.2.4.
9.2.6. Thử đối với phụ kiện
Phải kiểm tra các chai không hàn không qua nhiệt luyện và có các phụ kiện được gá lắp bằng cách sử dụng nhiệt ở trên 400oC đối với thép và 150oC đối với nhôm. Ít nhất việc kiểm tra phái bao gồm tổ chức tế vi, độ cứng và chụp tia bức xạ để đảm bảo không có các yếu tố có hại.
9.2.7. Kiểm tra kích thước
Chai hoàn chỉnh phải được cắt dọc thành các mẫu đủ để xác định chiều dày nhỏ nhất của vỏ chai. Có thể sử dụng phương pháp đo siêu âm hoặc phương pháp khác có độ nhạy tương đương. Chiều dày nhỏ nhất không được nhỏ hơn chiều dày tính toán nhỏ nhất ở 7.2.
9.2.7.1. Phải đo đường kính ngoài danh nghĩa (D), chiều dài và bán kính đầu và chúng phải phù hợp với bản vẽ thiết kế (xem 7.3).
9.3. Báo cáo thử
9.3.1. Báo cáo thử của thiết kế mẫu phải được thực hiện trên tất cả các phép thử theo 9.2. Bổ sung thêm, tính chất cơ (lý) học và hoá học của vật liệu và chiều dày thành chai phải có trong báo cáo thử. Người chế tạo chai phải giữ một bản báo cáo thử.
9.3.2. Người chế tạo chai phải giữ báo cáo thử trong suốt thời gian chế tạo chai và trong 5 năm sau khi chế tạo xong.
10. Thử lô
10.1. Yêu cầu chung
Phép thử nổ theo 9.2.4 được tiến hành với tần suất một chai/ một lô hoặc tần suất lấy mẫu theo bảng 1, tuỳ theo cái nào lớn hơn.
Thử nổ thực hiện ở các chai được lấy ngẫu nhiên.
Khi chai được chế tạo từ các bộ phận riêng, nghĩa là có kết cấu hàn hoặc hàn vảy cứng, các bộ phận riêng có thể được chế tạo ở thời điểm khác với thời điểm chế tạo lô.
Bảng 1 – Tần suất lấy mẫu
|
Pms,V |
Tần suất lấy mẫu |
|
0 đến 50 |
1/1000 |
|
51 đến 300 |
1/750 |
|
301 đến 600 |
1/500 |
|
601 đến 1000 |
1/200 |
10.2. Không đạt theo yêu cầu thử
Nếu chai không đạt bất kỳ yêu cầu nào của 9.2.4.5, lô sẽ bị loại. Nếu xác định được nguyên nhân bị loại và các chai bị loại được xếp riêng khỏi lô, thì các chai còn lại trong lô có thể được phân loại bằng phép thử lại theo qui trình ở 10.1.
11. Thử từng chai một – thử rò rỉ và thử áp lực
Tất cả các chai, trừ các chai dùng cho thử nổ, phải thử áp lực với áp suất ít nhất bằng áp suất thử (ph) nhưng không lớn hơn 1,1 x ph hoặc (ph + 10) bar tuỳ theo cái nào nhỏ hơn, và phải giữ ở áp suất đó ít nhất 30s.
Thử áp lực phải tiến hành với chai ngâm trong nước hoặc bằng phương pháp khác có độ phát hiện rò rỉ nhạy tương đương. Trước tiên, chai phải được thử áp lực ở áp suất thử (ph) và sau đó thử rò rỉ ở thời điểm nạp.
Chai không bị rò rỉ, hư hỏng nhìn thấy được hoặc các khuyết tật khác trong khi thử.
Chai có bất kỳ khuyết tật nào đều bị loại.
12. Ghi nhãn
12.1. Yêu cầu chung
Nhãn phải bền, không thấm nước và được gắn lên chai.
12.2. Ghi nhãn chế tạo và sử dụng
12.2.1. Ghi nhãn như sau:
a) số hiệu của tiêu chuẩn này, đó là TCVN 7051:2002 (ISO 11118);
b) áp suất làm việc và áp suất thử tính bằng bar;
c) dung tích nước tính bằng lít;
d) số hoặc ký hiệu đăng ký của cơ sở chế tạo chai:
e) ký hiệu hai chữ số chỉ tên nước phù hợp với ISO 3166-1:
f) thời gian tháng, năm chế tạo;
g) số lô;
h) số nhận biết loại khí của Liên hiệp quốc.
12.2.2.Việc ghi nhãn được qui định ở 12.2.1a) đến e) bằng số và chữ cao ít nhất 3 mm và được trình bày liên tục, đó là:
|
TCVN 7051 : 2002 |
18/22 |
15 |
1001 |
US |
|
(ISO 11118) |
|
|
|
|
|
12.2.1 a) |
12.2.1 b) |
12.2.1 c) |
12.2.1 d) |
12.2.1 e) |
12.2.3. Ghi nhãn lô và mã thời gian như qui định ở 12.2.1.f) và g) bằng số cao ít nhất 3 mm và được trình bày liên tục đó là:
12.2.4. Số nhận biết loại khí của Liên hiệp quốc như qui định ở 12.2.1 h) có chiều cao ít nhất 3 mm, đó là :
|
1013 |
|
12.2.1 h) |
12.3. Ghi nhãn khác
Bổ sung thêm các yêu cầu ghi nhãn của 12.2 cũng phải ghi “KHÔNG ĐƯỢC NẠP LẠI”. Chữ này được ghi nhãn bằng chữ cao ít nhất 6 mm.
Các cơ quan có thẩm quyền có thể qui định việc ghi nhãn bổ sung.
Phụ lục A
(qui định)
Áp suất và nhiệt độ
Áp suất làm việc không được vượt quá 80% áp suất thử
![]()
Áp suất vận hành cho phép lớn nhất ở nhiệt độ cao nhất trong sử dụng không được vượt quá áp suất thử
![]()
Nhiệt độ vận hành lớn nhất trong sử dụng có thể thay đổi từ nước này sang nước khác, nhưng đối với thiết kế mục đích nạp trị số của ph không được nhỏ hơn áp suất của khí chứa ở 55oC.
Chú thích – Đối với các qui định thương mại quốc tế, vận chuyển quốc gia có thể qui định nhiệt độ vận hành lớn nhất cao hơn.
Trị số nhỏ nhất của ph là 12 bar.
Bổ sung thêm, đối với khí hoá lỏng chai không được nạp đầy chất lỏng ở nhiệt độ vận hành lớn nhất trong sử dụng.
THƯ MỤC
[1] ISO 3651 – 2 Xác định tính chống ăn mòn giữa các hạt của thép không gỉ – Phần 2: Thép không gỉ ferit, austenit và ferit – austenit (kép) – Thử ăn mòn trong môi trường axit sunfuric (Determination of resistance to intergranular corrosion of stainless steels – Part 2: Ferritic, austenitic and ferritic- anstenitic (duplex) stainless steels – Corrosion test in media containing sulfuric acid).
[2] ISO 6506 Metallic materials – Hardness – Brinell test.
TCVN 256 : 2001 Vật liệu kim loại – Thử độ cứng Brinen.
1) Chai khí đẩy là bình không được nạp lại không có cơ cấu định lượng bên trong, có dung tích nước lớn nhất là 11 và có áp suất vận hành cho phép lớn nhất được giới hạn (do nước sử dụng qui định). Chai định lượng sol khí là bình thành mỏng không được nạp lại có cơ cấu định lượng bên trong, có dung tích nước lớn nhất là 1 I và có áp suất vận hành cho phép lớn nhất được giới hạn (do nước sử dụng qui định).
3) 1 bar = 105Pa = 0,1 MPa.
