
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 7573:2006 (ISO 16160 : 2005) về Thép tấm cán nóng liên tục – Dung sai kích thước và hình dạng do Bộ Khoa học và Công nghệ ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 7573 : 2006
ISO 16160 : 2005
THÉP TẤM CÁN NÓNG LIÊN TỤC – DUNG SAI KÍCH THƯỚC VÀ HÌNH DẠNG
Continuously hot-rolled sheet products – Dimensional and shape tolerances
Lời nói đầu
TCVN 7573 : 2006 thay thế cho TCVN 2363 : 1971.
TCVN 7573 : 2006 hoàn toàn tương đương ISO 16160 : 2005.
TCVN 7573 : 2006 do Ban kỹ thuật tiêu chuẩn TCVN/TC 17 Thép biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ ban hành.
THÉP TẤM CÁN NÓNG LIÊN TỤC – DUNG SAI KÍCH THƯỚC VÀ HÌNH DẠNG
Continuously hot-rolled sheet products – Dimensional and shape tolerances
1. Phạm vi áp dụng
Tiêu chuẩn này qui định kích thước và hình dạng đối với tất cả các loại thép tấm cán nóng liên tục, dạng cuộn và cắt thành tấm.
CHÚ THÍCH: Tiêu chuẩn này không áp dụng cho thép băng cán nóng và thép tấm cuộn dầy cán nóng.
2. Dung sai kích thước
Dung sai kích thước cho trong Bảng từ 1 đến 9.
Bảng 1 – Dung sai chiều dầy thông thường đối với thép tấm,
(kể cả tấm được làm sạch bề mặt) cuộn và thép cắt thành tấm
Kích thước và dung sai tính bằng milimét
|
Chiều rộng qui định |
Dung sai chiều dầy a Đối với chiều dầy qui định b |
|||||||||
|
0,8 £ 1,5 |
>1,5£ 2,0 |
>2,0£2,5 |
>2,5£3,0 |
>3,0£4,0 |
>4,0£5,0 |
>5,0£6,0 |
>6,0£8,0 |
>8,0£ 10,0 |
>10,0£ 12,0 |
|
|
600£ 1200 |
±0,15 |
±0,17 |
±0,18 |
±0,20 |
±0,22 |
±0,24 |
±0,26 |
±0,20 |
±0,32 |
±0,35 |
|
>1200£1500 |
±0,17 |
±0,19 |
±0,21 |
±0,22 |
±0,24 |
±0,26 |
±0,28 |
±0,30 |
±0,33 |
±0,36 |
|
>1500£1800 |
– |
±0,21 |
±0,23 |
±0,24 |
±0,26 |
±0,28 |
±0,29 |
±0,31 |
±0,34 |
±0,37 |
|
>1800 |
– |
– |
±0,25 |
±0,26 |
±0,27 |
±0,29 |
±0,31 |
±0,35 |
±0,40 |
±0,43 |
|
Các giá trị qui định không áp dụng đối với các đầu chưa cắt có chiều dài tổng “ / “ của một cuộn có mép ở trạng thái cán. Chiều dài “/ “được tính theo công thức: Chiều dài “ / “ tính bằng mét = Với điều kiện là kết quả không lớn hơn 20 m kể cả hai đầu mút. |
||||||||||
|
a Đối với độ bền qui định Re = 360 N/m2 và lớn hơn, tăng dung sai chiều dầy 10 % khi sử dụng qui tắc làm tròn số thông thường. b Chiều dầy được đo ở điểm bất kỳ trên tấm cách mép bên không nhỏ hơn 25 mm cách đầu mút tấm không nhỏ hơn 40 mm. Điểm gần sát mép hơn phải theo thỏa thuận. |
||||||||||
Bảng 2 – Dung sai chiều dầy giới hạn đối với thép tấm,
(kể cả tấm được làm sạch bề mặt) cuộn và thép cắt thành tấm
Kích thước và dung sai tính bằng milimét
|
Chiều rộng qui định |
Dung sai chiều dầy a Đối với chiều dầy qui định b |
|||||||||
|
0,8 £ 1,5 |
>1,5£ 2,0 |
>2,0£2,5 |
>2,5£3,0 |
>3,0£4,0 |
>4,0£5,0 |
>5,0£ 6,0 |
>6,0£8,0 |
>8,0£10,0 |
>10,0£ 12,0 |
|
|
600£ 1200 |
±0,11 |
±0,13 |
±0,14 |
±0,15 |
±0,17 |
±0,19 |
±0,21 |
±0,23 |
±0,26 |
±0,28 |
|
>1200£ 1500 |
±0,12 |
±0,14 |
±0,15 |
±0,17 |
±0,18 |
±0,21 |
±0,22 |
±0,24 |
±0,26 |
±0,29 |
|
>1500£ 1800 |
– |
±0,14 |
±0,17 |
±0,19 |
±0,21 |
±0,22 |
±0,23 |
±0,25 |
±0,27 |
±0,30 |
|
>1800 |
– |
– |
±0,20 |
±0,21 |
±0,22 |
±0,23 |
±0,25 |
±0,28 |
±0,32 |
±0,30 |
|
Các giá trị qui định không áp dụng đối với các đầu chưa cắt có chiều dài tổng “ / “ của một cuộn có mép ở trạng thái cán. Chiều dài “/ “được tính theo công thức: Chiều dài “ / “ tính bằng mét = Với điều kiện là kết quả không lớn hơn 20 m kể cả hai đầu mút |
||||||||||
|
a Đối với độ bền qui định Re = 360 N/m2 và lớn hơn, tăng dung sai chiều dầy 10 % khi sử dụng qui tắc làm tròn số thông thường. b Chiều dầy được đo ở điểm bất kỳ trên tấm cách mép bên không nhỏ hơn 25 mm cách đầu mút tấm không nhỏ hơn 40 mm. Điểm gần sát mép hơn phải theo thỏa thuận. |
||||||||||
Bảng 3 – Dung sai chiều rộng đối với thép cuộn và thép cắt thành tấm
(kể cả cuộn và tấm được làm sạch bề mặt) có mép ở trạng thái cán
Kích thước và dung sai tính bằng milimét
|
Chiều rộng qui định |
Dung sai |
|
£ 1500 |
|
|
> 1500 |
|
|
Các giá trị qui định không áp dụng cho đầu chưa cắt có chiều dài “ / “ của một cuộn có mép ở trạng thái cán. Chiều dài “ / “ được tính theo công thức: Chiều dài “ / “ tính bằng mét = Với điều kiện là kết quả không lớn hơn 20 m kể cả hai đầu mút. |
|
Bảng 4 – Dung sai chiều rộng đối với thép cuộn và thép cắt thành tấm
(kể cả thép được làm sạch bề mặt) mép được cắt chưa được làm vuông
Kích thước và dung sai tính bằng milimét
|
Chiều rộng qui định |
Dung sai |
|
£ 1200 |
|
|
> 1200 £ 1500 |
|
|
> 1500 |
|
|
CHÚ THÍCH: Đối với thép cắt được làm vuông, dung sai hẹp hơn theo thỏa thuận. |
|
Bảng 5 – Dung sai chiều dài đối với thép cắt thành tấm
(kể cả thép được làm sạch bề mặt) chưa được làm vuông
Kích thước và dung sai tính bằng milimét
|
Chiều rộng qui định |
Dung sai |
|
£ 2000 |
|
|
> 2000 £ 8000 |
+ 0,5 % x chiều dài |
|
> 8000 |
|
|
CHÚ THÍCH: Đối với thép được làm vuông, dung sai hẹp hơn theo thỏa thuận. |
|
Bảng 6 – Dung sai độ cong đối với thép cuộn và thép cắt thành tấm
(kể cả vật liệu được làm sạch bề mặt) chưa được làm vuông
Kích thước và dung sai tính bằng milimét
|
Hình dạng |
Dung sai độ cong |
|
Thép cuộn |
25 trên 5000 chiều dài bất kỳ |
|
Thép cắt thành tấm |
0,5 % chiều dài |
|
CHÚ THÍCH: Đối với thép chưa được làm vuông, dung sai hẹp hơn theo thỏa thuận. Các giá trị qui định không áp dụng đối với đầu chưa cắt của cuộn có mép ở trạng thái cán đối với chiều dài 7 m. Độ cong sai lệch lớn nhất của mép ngoài so với đường thẳng, phép đo được tiến hành trên phía lõm bằng một thư thẳng theo Hình 1. |
|
Bảng 7 – Dung sai độ không vuông đối với thép cắt thành tấm
(kể cả vật liệu làm sạch bề mặt) chưa được làm vuông
Kích thước và dung sai tính bằng milimét
|
Kích thước |
Dung sai độ không vuông |
|
Tất cả chiều dầy và tất cả các kích thước |
1 % x chiều rộng |
|
CHÚ THÍCH: Độ vuông góc là sai lệch lớn nhất của mép cuối so với đường thẳng vuông góc với mép bên và tiếp xúc với một đỉnh, phép đo được tiến hành như trên Hình 2. Độ không vuông cũng có thể được đo bằng nửa sai lệch giữa các đường chéo của tấm thép. |
|
Bảng 8 – Dung sai độ không vuông đối với thép được làm vuông
(kể cả vật liệu được làm sạch bề mặt)
Kích thước và dung sai tính bằng milimét
|
Chiều dài qui định |
Chiều rộng qui định |
Dung sai độ không vuông chiều dầy £ 6 mm |
|
£ 3000 |
£ 1200 |
|
|
> 1200 |
|
|
|
> 3000 |
Tất cả các chiều rộng |
|
|
CHÚ THÍCH: Độ không vuông là sai lệch lớn nhất của mép cuối so với đường thẳng vuông góc với mép bên và tiếp xúc với một đỉnh, phép đo được tiến hành như trên Hình 2. Khi đo vật liệu để xác định độ không vuông cần chú ý đến sự giãn nở do nhiệt độ. |
||
Bảng 9 – Dung sai độ phẳng tiêu chuẩn đối với thép cắt thành tấm
(kể cả vật liệu được tẩy rửa)
Kích thước và dung sai tính bằng milimét
|
Chiều dầy qui định |
Chiều rộng qui định |
Dung sai độ phẳng Độ bền qui định Re |
||
|
< 220 N/mm2 |
200 đến 320 N/mm2 |
> 320 N/m2 |
||
|
£ 2 |
£ 1200 |
21 |
26 |
32 |
|
> 1200 £ 1500 |
25 |
31 |
38 |
|
|
> 1500 |
30 |
38 |
45 |
|
|
> 2 |
£ 1200 |
18 |
22 |
27 |
|
> 1200 £ 1500 |
23 |
29 |
34 |
|
|
> 1500 |
28 |
35 |
42 |
|
|
CHÚ THÍCH: Sai lệch lớn nhất của bề mặt tấm thép so với mặt phẳng nằm ngang: đối với tấm nằm dưới tải trọng của chính nó, thì khoảng cách lớn nhất giữa bề mặt thấp nhất của tấm và mặt phẳng nằm ngang là sai lệch lớn nhất của độ phẳng như trên Hình 3. Bảng này cũng áp dụng cho tấm cắt từ cuộn do khách hàng tiến hành khi đã thỏa thuận thực hiện quy trình đo độ phẳng. |
||||
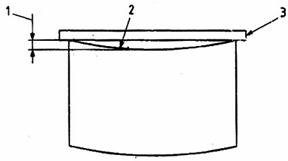
CHÚ DẪN
1 Độ cong mép
2 Mép ngoài (phía lõm)
3 Thước thẳng
Hình 1 – Đo độ cong

CHÚ DẪN
1 Độ vuông góc
2 Thước thẳng
3 Mép ngoài
Hình 2 – Đo độ vuông góc
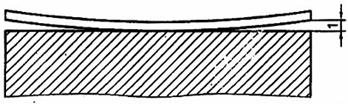
CHÚ DẪN
1 Sai lệch lớn nhất của độ phẳng
Hình 3 – Đo độ phẳng
