
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 7614-3:2007(ISO 6993-3 : 2006) về Hệ thống poly(vinyl clorua) chịu va đập cao (PVC-HI) chôn dưới đất dùng để dẫn khí đốt – Phần 3: Phụ tùng và đai khởi thuỷ dùng cho áp suất làm việc tối đa ở 1 bar (100 kPa)
TIÊU CHUẨN QUỐC GIA
TCVN 7614-3 : 2007
ISO 6993-3 : 2006
HỆ THỐNG ỐNG POLY(VINYL CLORUA) CHỊU VA ĐẬP CAO (PVC-HI) CHÔN DƯỚI ĐẤT DÙNG ĐỂ DẪN KHÍ ĐỐT – PHẦN 3: PHỤ TÙNG VÀ ĐAI KHỞI THỦY DÙNG CHO ÁP SUẤT LÀM VIỆC TỐI ĐA Ở 1 BAR (100 KPA)
Buried, high-impact poly(vinyl chloride) (PVC-HI) piping systems for the supply of gaseous fuels – Part 3: Fittings and saddles for a maximum operating pressure of 1 bar (100 kPa)
Lời nói đầu
TCVN 7614-3 : 2007 hoàn toàn tương đương với ISO 6993-3 : 2006.
TCVN 7614-3 : 2007 do Ban kỹ thuật Tiêu chuẩn TCVN/TC 138 Ống và phụ tùng đường ống biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 7614, Hệ thống ống poly(vinyl clorua) chịu va đập cao (PVC-HI) chôn dưới đất dùng để dẫn khí đốt, gồm các phần sau:
– TCVN 7614 – 1 : 2007, Phần 1: Ống dùng cho áp suất làm việc tối đa ở 1 bar (100 kPa).
– TCVN 7614 – 2 : 2007, Phần 2: Phụ tùng ống dùng cho áp suất làm việc tối đa ở 200 mbar (20 kPa);
– TCVN 7614 – 3 : 2007, Phần 3: Phụ tùng và đai khởi thủy dùng cho áp suất làm việc tối đa ở 1 bar (100 kPa);
– TCVN 7614 – 4 : 2007, Phần 4: Qui phạm thực hành đối với thiết kế, vận hành và lắp đặt.
HỆ THỐNG ỐNG POLY(VINYL CLORUA) CHỊU VA ĐẬP CAO (PVC-HI) CHÔN DƯỚI ĐẤT DÙNG ĐỂ DẪN KHÍ ĐỐT – PHẦN 3: PHỤ TÙNG VÀ ĐAI KHỞI THỦY DÙNG CHO ÁP SUẤT LÀM VIỆC TỐI ĐA Ở 1 BAR (100 KPA)
Buried, high-impact poly(vinyl chloride) (PVC-HI) piping systems for the supply of gaseous fuels – Part 3: Fittings and saddles for a maximum operating pressure of 1 bar (100 kPa)
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu cho các phụ tùng có phần cuối chịu lực (full-end load-resistant) sản xuất từ poly(vinyl clorua) chịu va đập cao (PVC-HI) được chôn dưới đất dùng để dẫn khí đốt (gas) có khoảng nhiệt độ làm việc từ 0 oC đến + 30 oC và áp suất làm việc tối đa là 1 bar (100 kPa) 1).
Tiêu chuẩn này chỉ áp dụng cho các phụ tùng và đai khởi thủy làm từ vật liệu PVC chịu va đập cao như PVC-A, PVC-CPE và PVC-EPR. Tiêu chuẩn này cũng áp dụng cho các mối nối có vòng đệm đàn hồi và loại nối bằng keo kết dính. Các phụ tùng và đai khởi thủy chỉ phù hợp để dẫn khí đốt nhưng không được chứa các cấu tử độc hại tiềm ẩn ở nồng độ làm suy giảm các tính chất vật liệu của phụ tùng và đai khởi thủy.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn. Đối với các tài liệu ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi.
TCVN 6144 : 2003 (ISO 3127 : 1994), Ống nhựa nhiệt dẻo – Xác định độ bền va đập bên ngoài – Phương pháp vòng tuần hoàn;
TCVN 6145 : 2007 (ISO 3126 : 2005), Hệ thống ống nhựa nhiệt dẻo – Các chi tiết bằng nhựa – Phương pháp xác định kích thước.
TCVN 6147-1 : 2003 (ISO 2507-1 : 1995) Ống và phụ tùng bằng nhựa nhiệt dẻo – Nhiệt độ hóa mềm vicat – Phần 1: Phương pháp thử chung;
TCVN 6147-2 : 2003 (ISO 2507-2 : 1995) Ống và phụ tùng bằng nhựa nhiệt dẻo – Nhiệt độ hóa mềm vicat – Phần 2: Điều kiện thử dùng cho ống và phụ tùng nối bằng poly(vinyl clorua) không hóa dẻo (PVC-U) và cho ống nhựa bằng poly(vinyl clorua) có độ bền va đập cao (PVC-HI);
TCVN 7614-1 : 2007 (ISO 6993-1 : 2006) Hệ thống ống poly(vinyl clorua) chịu va đập cao (PVC-HI) chôn dưới đất dùng để dẫn khí đốt – Phần 1: Phụ tùng ống dùng cho áp suất làm việc tối đa ở 1 bar (100 kPa).
TCVN 6151-3 : 2003 (ISO 4422-3 : 1996) Ống và phụ tùng nối bằng polyvinyl clorua không hóa dẻo (PVC-U) dùng để cấp nước – Yêu cầu kỹ thuật – Phần 3: Phụ tùng nối và đầu nối.
ISO 580 : 2005, Plastics piping and ducting systems – Injection-moulded thermoplastics fittings – methods for visually assessing the effects of heating (Hệ thống ống nhựa – Phụ tùng bằng nhựa nhiệt dẻo được tạo hình bằng ép phun – phương pháp đánh giá bằng mắt thường sự ảnh hưởng của nhiệt).
ISO 9080 : 2003, Plastics piping and ducting systems – Determination of the long-term hydrostatic strength of thermoplastics materials in pipe form by extrapolation (Hệ thống ống nhựa – Xác định độ bền thủy tĩnh dài hạn của vật liệu nhựa nhiệt dẻo ở dạng ống bằng phương pháp ngoại suy).
EN 682 : 2002 Elastomeric seals – Material requirements for seals used in pipes and fittings carrying gas and hydrocarbon fluids (vòng đệm đàn hồi – Yêu cầu vật liệu đối với vòng đệm được sử dụng cho ống và phụ tùng để vận chuyển khí đốt và chất hydrocacbon lỏng);
EN 922 : 1994 Plastics piping and ducting systems – Pipes and fittings of unplasticized poly(vinyl chloride) (PVC-U) – Specimen preparation for determination of the viscosity number and calculation of the K-value (Hệ thống ống nhựa – Ống và phụ tùng bằng poly(vinyl clorua) không hóa dẻo (PVC-U) – Chuẩn bị mẫu thử để xác định chỉ số nhớt và cách tính giá trị của K).
3. Thuật ngữ, định nghĩa, ký hiệu và thuật ngữ viết tắt
Trong tiêu chuẩn này, áp dụng các thuật ngữ, định nghĩa, ký hiệu và các thuật ngữ viết tắt ở TCVN 7614-1 : 2007 (ISO 6993-1 : 2006) và các thuật ngữ sau đây.
3.1. Thuật ngữ và định nghĩa
3.1.1. Phụ tùng (fitting)
Các bộ phận được sử dụng trong hệ thống ống, trừ ống.
VÍ DỤ: Nối góc, ba chạc 90o, đầu nối thẳng, đầu bịt.
3.1.2. Mối nối (joint)
Mối nối giữa các đầu của hai chi tiết (đầu thẳng không nong và/hoặc đầu nong)
CHÚ THÍCH: Trong tiêu chuẩn này, chỉ đề cập đến mối nối có vòng đệm đàn hồi.
3.1.3. Đầu nong (socket)
Đầu của phụ tùng có vòng đệm đàn hồi cố định và để đầu thẳng không nong lồng vào được.
3.1.4. Đai khởi thủy có ren (tapping saddle)
Các chi tiết, bao gồm cả các phần quan trọng như tai và đầu nối, dùng để chia thành nhánh từ các ống chính thành các ống phụ làm bằng polyetylen (PE) có dn lớn nhất là 63.
Xem hình 1.
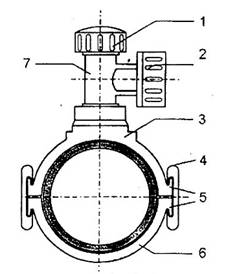
Chú giải
1. đầu bịt 5. tai
2. đầu nối 6. nửa dưới đai khởi thủy
3. nửa trên đai khởi thủy 7. chạc ba có ren
4. ngàm kẹp
Hình 1 – Đai khởi thủy có ren (tapping saddle)
3.1.5. Đai khởi thủy túi chặn (bag stopper saddle)
Các chi tiết, bao gồm cả các phần quan trọng như tai, dụng cụ dùng để đưa túi vào trong ống với mục đích để ngắt tạm thời dòng khí đốt.
Xem hình 2.
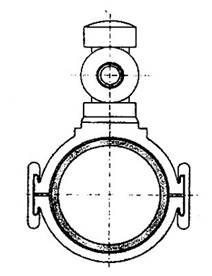
Hình 2 – Đai khởi thủy túi chặn
3.2. Ký hiệu
d độ sâu/tổng độ sâu của vết nứt, lớp bị bong, vết phồng rộp, hoặc mối nối bị biến dạng
L chiều dài vết nứt/vết phồng rộp
I chiều dài ngàm khóa.
4. Vật liệu
4.1. Vật liệu cho phụ tùng/đai khởi thủy
4.1.1. Thành phần
Phụ tùng và đai khởi thủy được làm bằng nhựa PVC chịu va đập cao, và chỉ được bổ sung thêm một số chất phụ gia cần thiết để ống phù hợp với các chi tiết của tiêu chuẩn này.
PVC biến tính chịu va đập là một trong các loại sau:
a) hỗn hợp trên cơ sở nhựa PVC
b) phối trộn trên cơ sở nhựa PVC;
c) copolyme trên cơ sở nhựa PVC;
d) tổ hợp của tất cả các loại này.
Tỷ lệ của chất biến tính chống va đập trong thành phần ít nhất là 7 %, tính theo khối lượng.
4.1.2. Độ bền dài hạn
Giá trị MRS của vật liệu ép phun nhỏ nhất là 14 MPa. Việc đánh giá độ bền dài hạn phù hợp với yêu cầu này phải tuân theo ISO 9080. Phép thử được tiến hành ở 20 oC, 40 oC và 60 oC, chu kỳ đến 10 000 giờ. Điểm gãy ở 60 oC không được xảy ra trước 5 000 giờ.
Đối với các chi tiết được tạo hình bằng ép phun, phép thử được tiến hành trên mẫu thử có dạng ống có thành cứng được tạo hình bằng ép phun hoặc ép đùn làm từ vật liệu ép phun cùng loại tương ứng.
CHÚ THÍCH Việc đánh giá MRS được sử dụng cho chất lượng của vật liệu và không được dùng để đánh giá áp suất.
4.1.3. Nhiệt độ hóa mềm Vicat
Khi đo theo quy định trong TCVN 6147-1 : 2003 (ISO 2507-1 : 1995) và TCVN 6147-2 : 2003 (ISO 2507-2 : 1995), nhiệt độ hóa mềm Vicat của vật liệu ép phun không nhỏ hơn 74 oC.
4.1.4. Giá trị K
Nếu đo theo EN 922, giá trị K của poly(vinyl clorua) không hóa dẻo (PVC-U) trong vật liệu ép phun được sử dụng phải cao hơn 57.
4.2. Vật liệu cho vòng đệm đàn hồi
Vật liệu làm vòng đệm đàn hồi phù hợp với các loại G của EN 682 : 2002.
Vòng đệm đàn hồi không được gây ảnh hưởng xấu đến các tính chất của các chi tiết.
5. Đặc tính chung của phụ tùng/đai khởi thủy
5.1. Tạp chất
Khi xác định theo 11.1. và 11.2, vật liệu của phụ tùng hoặc đai khởi thủy không được có bất kỳ các hạt tạp chất nào nhìn thấy được, chẳng hạn như các hạt vô cơ hay các kết tụ của chúng có kích thước lớn hơn 50 mm.
5.2. Bề mặt và đầu phụ tùng
Quan sát bằng mắt bề mặt và đầu phụ tùng/đai khởi thủy.
Bề mặt bên trong và bên ngoài không được có những vết khía, vết lõm, phồng rộp, vết cháy và các dạng khuyết tật không cho phép do biến dạng và các khuyết tật khác có ảnh hưởng xấu đến vật liệu và/hoặc đến chất lượng cơ bản của thành phần vật liệu.
Hình dạng của các chi tiết chuyển tiếp phải nhẵn để tránh bị ảnh hưởng của các gờ. Các góc ở rãnh, ở chi tiết để gắn vòng đệm đàn hồi phải tròn trịa.
6. Đặc tính hình học
6.1. Phương pháp đo
Tất cả các kích thước được đo theo TCVN 6145 : 2007 (ISO 3126 : 2006).
6.2. Phụ tùng
6.2.1. Các đầu không nong trên phụ tùng được tạo hình bằng ép phun
Các quy định về kích thước đường kính ngoài của các đầu không nong trên phụ tùng được tạo hình bằng ép phun phải phù hợp với bảng 1 của TCVN 7614-1 : 2007 (ISO 6993-1 : 2007).
6.2.2. Các đầu nong trên phụ tùng được tạo hình bằng ép phun
Đặc tính hình học của các phụ tùng dùng cho công nghệ kết nối bằng chất kết dính phải phù hợp với điều 6.1 của TCVN 6151-3 : 2003 (ISO 4422-3 : 1996).
6.3. Đai khởi thủy
6.3.1. Quy định chung
Kích thước và dung sai cho phép của đai khởi thủy phải tuân theo các giá trị đã cho của các nhà sản xuất.
6.3.2. Chiều dày thành và diện tích mặt cắt ngang
Chiều dày thành và diện tích mặt cắt ngang của các chi tiết của đai khởi thủy tùy thuộc vào ứng suất tiếp tuyến do lực ngàm kẹp ống, phải phù hợp với bảng 1, cho bất kỳ mặt cắt ngang vuông góc với hướng của ứng lực.
Bảng 1 – Chiều dày thành và diện tích mặt cắt ngang của đai khởi thủy
|
Đường kính ngoài danh nghĩa của ống chính dn |
Đai khởi thủy |
|
|
Chiều dày thành nhỏ nhất mm |
Diện tích mặt cắt ngang nhỏ nhất mm2 |
|
|
50 |
4,3 |
300 |
|
63 |
4,3 |
325 |
|
75 |
4,3 |
325 |
|
90 |
4,8 |
360 |
|
110 |
5,1 |
450 |
|
125 |
5,5 |
450 |
|
140 |
5,7 |
500 |
|
160 |
6,0 |
560 |
|
180 |
6,4 |
600 |
|
200 |
6,8 |
650 |
|
225 |
7,4 |
800 |
|
250 |
8,1 |
950 |
|
280 |
8,7 |
1 025 |
|
315 |
9,4 |
1 100 |
|
355 |
10,1 |
1 200 |
|
400 |
11,0 |
1 300 |
7. Đặc tính vật lý
Khi thử theo 11.1 và 11.3 ở 150 oC (thử trong tủ sấy), phụ tùng và đai khởi thủy được tạo hình bằng ép phun phải tuân theo các quy định dưới đây (xem hình 3 và 4).
Độ sâu d của các vết nứt, lớp bị bong hoặc vết phồng rộp nhỏ nhất là 20 mm, đo tại mối nối ở khoảng cách 1,5 lần chiều dày thành, không được lớn hơn 30 % so với chiều dày thành ở tại điểm đó.
Đối với phụ tùng hoặc đai khởi thủy được tạo hình bằng ép phun có màng ngăn ở cửa, độ sâu d của các vết nứt, lớp bị bong hoặc vết phồng rộp, tại khoảng cách 1,0 lần của chiều dày thành ở vùng màng ngăn, không được lớn hơn 30 % của chiều dày thành tại điểm đó.
Đối với phụ tùng hoặc đai khởi thủy có vòng đệm được tạo hình bằng phun, độ sâu d của các vết nứt, lớp bị bong hoặc vết phồng rộp, tại khoảng cách 1,0 lần của chiều dày thành ở vùng vòng đệm, không được lớn hơn 30 % của chiều dày thành tại điểm đó.
Đối với phụ tùng hoặc đai khởi thủy có mối nối cong, tổng độ sâu d của mối nối cong nhìn thấy không được lớn hơn 10 % của chiều dày tại điểm đó.
Đối với tất cả các chi tiết của bề mặt bên ngoài vùng phun, tổng độ sâu d của các vết nứt hoặc lớp bị bong nhìn thấy, không được lớn hơn 10 % của chiều dày thành tại điểm đó.
Các vết phồng rộp ở thành không được dài hơn hai lần chiều dày thành tại điểm đó và chiều dài, L, lớn nhất là 20 mm (xem hình 4)
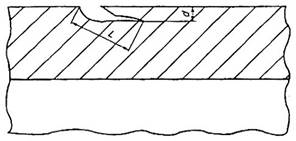
d lớn nhất của 30 % của chiều dày thành.
Hình 3 – Độ sâu lớn nhất cho phép của vết nứt

Hình 4 – Chiều dài lớn nhất cho phép của vết nứt/vết phồng rộp
8. Đặc tính cơ học
8.1. Phụ tùng
Phụ tùng được thử độ bền va đập bên ngoài theo điều 11.1 và phụ lục A ở 0 oC và có mức va đập thực (TIR) không được lớn hơn 5 % ở điều kiện thử cho trong bảng 2.
8.2. Đai khởi thủy
Đai khởi thủy được thử độ bền va đập bên ngoài theo điều 11.1 và phụ lục B ở 0 oC. Không được có sự hư hỏng ở đai khởi thủy hoặc rò rỉ ở các chi tiết nối.
Cần phải chú ý đến nguyên nhân gây ra sự hư hỏng nếu đó là gãy, nứt hoặc hở.
Bảng 2 – Độ bền va đập bên ngoài của phụ tùng – Điều kiện thử
|
Đường kính ngoài danh nghĩa của ống dn mm |
Khối lượng của quả nặng
g |
Độ cao rơi
mm |
|
50 |
|
|
|
63 |
|
|
|
75 |
|
|
|
90 |
|
|
|
110 |
|
|
|
125 |
|
|
|
140 |
|
|
|
160 |
|
|
|
180 |
|
|
|
≥ 200 |
|
9. Kiểu và kết cấu của đai khởi thủy
Kiểu và kết cấu của đai khởi thủy phải sao cho khi nối không xảy ra sự co và/hoặc biến dạng.
Không cho phép ống bị co khi độ co lớn hơn giá trị dung sai của đường kính ngoài trung bình tại điểm bất kỳ (dem) cho ở bảng 1 của TCVN 7614-1 : 2007 (ISO 6993-1 : 2006).
Đường kính ngoài phải đo trực tiếp ngay cạnh đai khởi thủy.
Kết cấu của đai khởi thủy sao cho không được sai lệch khi nối.
Không được gây ra sự chuyển dịch theo hướng trục các chi tiết của đai khởi thủy làm liên quan đến chi tiết khác.
Các ngàm khóa của hai nửa đai khởi thủy phải chia đều và các ngàm kẹp phải tự hãm lại được.
Góc của các ngàm khóa không được lớn hơn 7o (xem hình 5).
Độ lệch trên mặt phẳng của ngàm khóa không được lớn hơn 0,008 x I, trong đó I là chiều dài của ngàm khóa (xem hình 5).
Các ngàm khóa phải tròn theo bán kính nhỏ nhất 1,5 mm.
Chú giải
I chiều dài ngàm khóa
a góc ngàm khóa
Hình 5 – Ví dụ về chi tiết nối – Ngàm khóa
10. Yêu cầu về tính năng sử dụng
10.1. Phụ tùng – Thử độ bền kéo đối với các chi tiết phụ tùng trong cùng một tổ hợp
Nếu thử theo điều 11.1 và phụ lục C ở nhiệt độ 23 oC và tốc độ kéo không đổi là 5 mm/min, không được xảy ra cả hai trường hợp sau:
a) phụ tùng hoặc mối nối bị hư hỏng;
b) ống PVC-HI bị kéo đứt.
10.2. Đai khởi thủy
10.2.1. Độ kín của mối nối giữa ống và đai khởi thủy, có và không có tải trọng cơ học
Khi thử theo điều 11.1 và phụ lục D, ở 23 oC và áp suất khí bên trong là 2,5 kPa và 100 kPa, mối nối giữa đai khởi thủy với ống hoặc với các ống nối phải kín và tương ứng với từng điều kiện sau:
a) không có tải trọng cơ học;
b) có độ biến dạng đường kính của ống là 10 % tại khoảng cách dn, tính từ đai khởi thủy của đầu nong đến ống nối, tính bằng milimét.
10.2.2. Độ kín của mối nối giữa ống và đai khởi thủy dưới áp suất chân không và tải trọng cơ học
Khi thử theo điều 11.1 và phụ lục E, ở nhiệt độ 23 oC, với tải trọng cơ học theo điều 10.2.1 b) và tại áp suất chân không là 80 kPa, trong 2 giờ, mối nối giữa đai khởi thủy và ống không được hở.
10.2.3. Độ kín của chỗ nối nhánh dưới phép thử độ bền kéo/tải trọng không đổi với tốc độ không đổi
Chỗ nối nhánh bên của đai khởi thủy có ren (chỗ nối ở đường ống phụ) được thử theo điều 11.1 và phụ lục F ở nhiệt độ 23 oC và áp suất khí bên trong là 2,5 kPa. Không được xảy ra các trường hợp sau đây:
a) các hư hại hoặc sự biến dạng tức thời của phụ tùng trong phạm vi quy định của tiêu chuẩn này;
b) ống PE bị kéo đứt;
c) bị rò rỉ trong khi thử hoặc sau khi thử độ bền kéo.
11. Phương pháp thử
11.1. Quy định chung
Mẫu thử phải được để lâu ít nhất là 15 giờ.
Trừ khi có quy định khác, phép thử phải được tiến hành đồng thời trên ba mẫu.
Đối với các phép thử, mẫu thử được chọn phải đại diện cho toàn bộ các loại đường kính và các loại phụ tùng được thử.
11.2. Xác định kích cỡ hạt của tạp chất
Lấy ngẫu nhiên năm mẫu từ phụ tùng hoặc đai khởi thủy để thử.
Làm lạnh mẫu 20 phút trong nitơ lỏng, mục đích là để ngăn một số biến dạng trong quá trình cắt các lát vi mỏng từ mẫu.
Dùng dao vi cắt có đầu lưỡi bằng kim cương để cắt.
Các lát cắt vi mỏng được kiểm tra bằng kính hiển vi truyền qua thị kính (thị kính có khoảng chia là 0,01 mm).
Kích thước các hạt tạp chất có trong lát cắt vi mỏng không được lớn hơn 50 mm.
11.3. Xác định sự ảnh hưởng của nhiệt đối với phụ tùng được tạo hình bằng ép phun
Phụ tùng được tạo hình bằng ép phun được thử theo ISO 580 : 2005, phương pháp A.
12. Ghi nhãn
Phụ tùng và đai khởi thủy phải được ghi nhãn rõ ràng và bền theo quy định hiện hành, có chữ “khí đốt” và các thông tin sau:
a) tên của nhà sản xuất hoặc thương hiệu;
b) tên vật liệu “PVC-HI”;
c) thông tin sản xuất ở dạng biểu tượng rõ ràng hoặc có thể thấy được qua cốt mã số;
1) thời gian sản xuất;
2) số hiệu của hốc cho phụ tùng ép phun (nếu có liên quan), và
3) địa điểm sản xuất, nếu nhà sản xuất có nhiều cơ sở sản xuất ở trong nước hoặc ở ngoài nước;
Việc ghi nhãn phải đảm bảo sao cho đặc tính của phụ tùng/đai khởi thủy không bị ảnh hưởng bất lợi.
Các thông tin từ a) đến c) được ghi trên phụ tùng và đai khởi thủy, riêng đối với phụ tùng phải ghi thêm các thông tin sau:
d) đường kính mối nối danh nghĩa;
e) phụ tùng được làm từ ống, ký hiệu SDR (SDR 33 và/hoặc SDR 41) của ống dùng để làm phụ tùng;
Các thông tin từ a) đến c) được ghi trên phụ tùng và đai khởi thủy, riêng đối với đai khởi thủy phải ghi thêm các thông tin sau:
f) đường kính ngoài danh nghĩa của ống chính;
g) đường kính ngoài danh nghĩa của ống phụ PE, bao gồm cả ký hiệu SDR;
h) các kích thước và hướng trượt của ngàm kẹp.
PHỤ LỤC A
(quy định)
XÁC ĐỊNH ĐỘ BỀN VA ĐẬP BÊN NGOÀI Ở 0 oC CỦA PHỤ TÙNG
A.1. Nguyên tắc
Dùng một quả nặng có khối lượng quy định rơi từ độ cao quy định để xác định độ bền va đập của phụ tùng.
A.2. Tiến hành thử và ổn định mẫu thử
Phép thử được tiến hành trên thiết bị và quy trình theo TCVN 6144 : 2003 (ISO 3127 : 1994), trừ mũi quả nặng, mũi quả nặng phải có dạng hình bán cầu và có đường kính (25 ± 0,5) mm.
Phép thử được tiến hành cho từng mẫu và nhiệt độ điều hòa mẫu thử là (0 ± 1) oC.
Số lần rơi tối thiểu là 60.
A.3. Các yêu cầu bổ sung cho phép thử
Tất cả các va đập được rơi “ngẫu nhiên”, trên các điểm đã được tính toán cho rằng dễ nhạy cảm với va đập. Những điểm đó có thể là, ví dụ như điểm nối, đường ghép hoặc (đỉnh nhọn) các chuyển tiếp trong kết cấu.
Đối với phép thử cho mẫu là ba chạc 90o, nếu tất cả ba đầu nong nằm trong một mặt phẳng ngang thì tấm đỡ là một tấm phẳng.
Ở tất cả các vị trí khác, tấm đỡ phải chỉnh sửa lại thành khối hình chữ V. Trong trường hợp này, cho phép đầu nong chỉ đỡ theo hướng trục.
Đối với mẫu là chuyển bậc và ba chạc 90o, khối lượng quả nặng được lấy sao cho tương ứng với đường kính danh nghĩa của đầu nong. Trong vùng chuyển tiếp, phép thử phải phù hợp với khối lượng quả nặng liên quan đến đầu nong có đường kính danh nghĩa nhỏ nhất.
CHÚ THÍCH: Đối với đầu bịt định hình, không thử đáy (xem hình A.1).
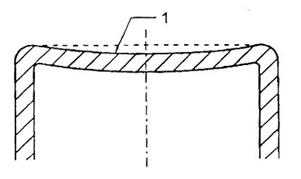
Chú giải
1. Đáy định hình
Hình A.1 – Ví dụ về đáy định hình
A.4. Biểu thị kết quả
Hình A.2 cho thấy các vùng khác nhau về số lượng mẫu bị phá hủy liên quan đến số lần rơi cho nhiều vùng được thử với giới hạn độ tin cậy là 90 % thì có mức va đập thực (TIR) nhỏ hơn 5 % hoặc lớn hơn 5%, và vùng không được lựa chọn.
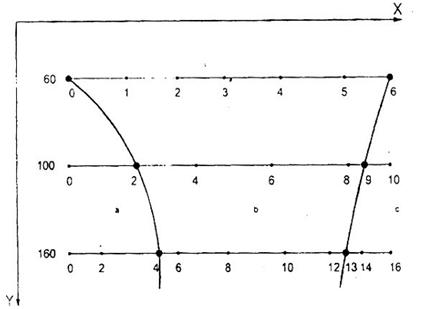
Chú giải
X số lượng mẫu bị phá hủy a vùng có TIR < 5=””>
Y tổng số va đập b không được chọn trong vùng
c vùng có TIR > 5 %
Hình A.2 – Số lượng mẫu thử để xác định mức va đập thực (TIR) nhỏ hơn 5 % với giới hạn tin cậy là 90 %.
PHỤ LỤC B
(quy định)
XÁC ĐỊNH ĐỘ BỀN VA ĐẬP BÊN NGOÀI Ở 0 oC CỦA ĐAI KHỞI THỦY
B.1. Nguyên tắc
Dùng một quả nặng có khối lượng quy định rơi từ độ cao quy định để xác định độ bền va đập của đai khởi thủy.
B.2. Thiết bị, dụng cụ
B.2.1. Máy thử va đập, theo TCVN 6144 : 2003 (ISO 3127 : 1994), trừ đầu vật nặng phải phẳng, có đường kính là 25 mm và được trang bị vòng kẹp mẫu thử như mô tả ở hình B.1. Khối lượng vật nặng phải là ![]() g và độ cao rơi là
g và độ cao rơi là ![]() mm.
mm.
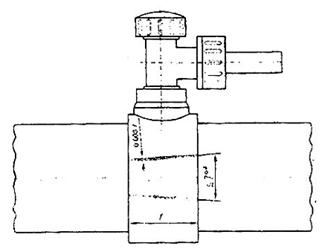
Ống thép bên trong của máy phải giữ được ống PVC-HI chống bị đổ khi nén. Đường kính ngoài của ống thép phải sao cho ống nhựa PVC-HI trượt được dễ dàng trên ống thép. Ống thép được gắn chắc trên giá để có hướng rơi song song với trục của ống PVC-HI và vật nặng phải rơi đúng chỗ nối với ba chạc của đai khởi thủy tại khoảng cách (15 ± 2) mm, tính từ phía đầu.
Ống thép bên ngoài có chiều dài là (dn + 10) mm và đường kính trong tương ứng với đường kính ngoài của ống PVC-HI phải giữ được đai khởi thủy để tránh cho ống PVC-HI bị lệch nghiêng khi nén.
Xem hình B.1.
B.2.2. Thiết bị làm lạnh: bể nước hoặc tủ lạnh có khả năng duy trì được nhiệt độ ở (0 ± 1) oC.
B.2.3. Thiết bị tạo áp suất khí, có khả năng tạo và duy trì áp suất khí (10 ± 1) kPa.
B.3. Mẫu thử
Mẫu thử được quy định là năm mẫu. Mẫu thử phải được lấy phù hợp với hướng dẫn của các nhà sản xuất và gồm có đai khởi thủy có ren được trang bị với một đai khởi thủy ba chạc được lắp trên ống PVC-HI.
Chiều dài tự do trên mỗi đầu đai khởi thủy là dn, tính bằng milimét. Ống không được ren.
B.4. Nhiệt độ thử và nhiệt độ điều hòa mẫu thử
Nhiệt độ phép thử và nhiệt độ điều hòa mẫu thử phải là (0 ± 1) oC. Thời gian điều hòa mẫu thử ít nhất là 1 h trong bể nước hoặc ít nhất là 4 h trong không khí.
Mẫu thử phải được thử trong vòng 30 s sau khi điều hòa.
B.5. Yêu cầu đối với hư hại
Không được xảy ra sự rò rỉ tại áp suất khí (10 ± 2) kPa.
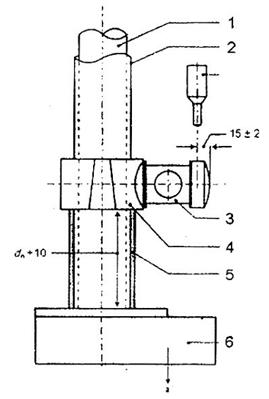
Chú giải
1. Ống thép bên trong 4. Đai khởi thủy
2. Vật nặng 5. Ống thép bên ngoài
3. Chỗ nối chuyển động được 6. Đế đỡ
Hình B.1 – Máy thử va đập có tải trọng, bao gồm cả vòng kẹp mẫu và mẫu thử
B.6. Cách tiến hành thử
Phép thử được tiến hành theo bảng B.1.
Bảng B.1 – Quy trình xác định độ bền va đập bên ngoài của đai khởi thủy
|
Bước tiến hành |
Cách tiến hành |
|
1 |
Lấy năm mẫu thử theo B.3. |
|
2 |
Điều hòa mẫu thử theo B.4. |
|
3 |
Sau khi điều hòa, đặt mẫu thử vào vòng kẹp mẫu theo hình B.1. |
|
4 |
Đập vào đầu đai khởi thủy ba chạc tại điểm như ở hình B.1. Đập trong 30 s ngay sau khi lấy mẫu thử ra khỏi thiết bị làm lạnh (B.2.2). |
|
5 |
Kiểm tra mẫu thử xem có các đường gãy, vết nứt hay không và độ kín khí ở (10 ± 1) kPa. |
|
6 |
Nếu không có hư hỏng, mẫu thử lại được làm lạnh 15 min trong bể nước hoặc 60 min trong không khí. |
|
7 |
Sau khi điều hòa lại, để mẫu thử trở lại ở vòng kẹp mẫu sao cho đập được trên mặt đối diện. |
|
8 |
Đập vào đầu bịt như ở bước 4. |
|
9 |
Kiểm tra mẫu thử xem có các đường gãy, vết nứt hay không và độ kín khí ở (10 ± 1) kPa. |
|
10 |
Thực hiện các bước từ 3 đến 9 cho bốn mẫu thử còn lại. |
|
11 |
Yêu cầu đạt được khi cả năm mẫu thử không có hư hỏng. |
|
12 |
Nếu một mẫu có hư hỏng, lặp lại các bước từ 1 đến 10 với năm mẫu thử mới. |
|
13 |
Yêu cầu đạt được khi cả năm mẫu thử mới không hư hỏng. |
PHỤ LỤC C
(Quy định)
XÁC ĐỊNH ĐỘ BỀN KÉO ĐỐI VỚI CÁC CHI TIẾT PHỤ TÙNG TRONG CÙNG MỘT TỔ HỢP
C.1. Nguyên tắc
Các phụ tùng được nối phải chịu một tải trọng kéo tăng dần và với tốc độ kéo không đổi cho đến khi mẫu thử được kéo dài ra thêm 25 % của chiều dài mẫu thử.
C.2. Thiết bị, dụng cụ
Máy thử độ bền kéo, phù hợp với thử độ bền kéo đến điểm biến dạng dẻo của ống PVC-HI và có khả năng giữ được tốc độ không đổi là (5 ± 1) mm/min.
C.3. Mẫu thử
Mẫu thử phải gồm có một phụ tùng và hai ống nối PVC-HI, được nối theo hướng dẫn của các nhà sản xuất.
Tổng chiều dài của ống phải tương đương với ít nhất là năm lần đường kính ngoài danh nghĩa.
C.4. Nhiệt độ thử và nhiệt độ điều hòa mẫu thử
Nhiệt độ thử và nhiệt độ điều hòa mẫu thử trong quá trình thử kéo là (23 ± 5) oC.
C.5. Cách tiến hành thử
Phép thử được tiến hành theo bảng C.1.
Bảng C.1 – Quy trình xác định độ bền kéo của các chi tiết phụ tùng
|
Bước tiến hành |
Cách tiến hành |
|
1 |
Kiểm tra tình trạng nguyên vẹn của tổ hợp bằng cách thử độ kín với không khí ở (2,5 ± 0,5) kPa. |
|
2 |
Đặt tổ hợp phụ tùng giữa các ngàm của máy thử độ bền kéo. |
|
3 |
Dùng lực kéo với tốc độ trượt ngang là (5 ± 1) mm/min cho đến khi đạt được 25 % độ dài mẫu thử được kéo ra. Không được có ống hoặc phụ tùng bị hư hỏng. |
|
4 |
Lấy mẫu ra và kiểm tra lại tình trạng nguyên vẹn của tổ hợp bằng cách thử độ kín với không khí ở (2,5 ± 0,5) kPa. |
PHỤ LỤC D
(Quy định)
XÁC ĐỊNH ĐỘ KÍN CỦA MỐI NỐI ĐAI KHỞI THỦY BẰNG ÁP SUẤT KHÍ BÊN TRONG, CÓ HOẶC KHÔNG CÓ TẢI TRỌNG CƠ HỌC
D.1. Nguyên tắc
Độ kín của các mối nối đai khởi thủy được xác định bằng cách cho mẫu thử chịu một áp suất khí bên trong.
CHÚ THÍCH: Phép thử độ kín phải phù hợp với mẫu thử được lấy để chịu được sự biến dạng đường kính do một tải trọng cơ học và không bị biến dạng.
D.2. Thiết bị, dụng cụ
D.2.1. Thiết bị tạo áp suất khí, có khả năng sử dụng và duy trì áp suất khí ở (2,5 ± 0,5) kPa và (100 ± 2) kPa.
D.2.2. Thiết bị đo áp suất, có độ chính xác ± 1 % của giá trị được đo.
D.2.3. Dưỡng tải trọng, có khả năng đo được độ biến dạng đường kính là (10 ± 2) % của ống trên cả hai phía và tại khoảng cách (dn ± 2) mm, tính từ đai khởi thủy.
D.3. Mẫu thử
Mẫu thử được nối theo hướng dẫn của các nhà sản xuất.
Chiều dài tự do của ống SDR 41 hoặc SDR 33 trên cả hai phía của đai khởi thủy nhỏ nhất là (3 x dn) mm, tối thiểu là 250 mm.
D.4. Nhiệt độ thử và nhiệt độ điều hòa mẫu thử
Nhiệt độ thử và nhiệt độ điều hòa mẫu thử là (23 ± 5) oC.
D.5. Cách tiến hành thử
Phép thử được tiến hành theo bảng D.1.
Bảng D.1 – Quy trình xác định độ kín của các mối nối với áp suất khí bên trong
|
Bước tiến hành |
Thời gian |
Cách tiến hành |
|
1 |
0 |
Giữ áp suất ở (2,5 ± 0,5) kPa trong 30 s. Kiểm tra độ kín. |
|
2 |
10 |
Tăng áp suất từ từ lên đến (100 ± 2) kPa trong 30 s. Kiểm tra độ kín. |
|
3 |
20 |
Giảm áp suất đến áp suất khí quyển. Làm biến dạng đường kính (10 ± 2) % trên cả hai phía mẫu thử ở khoảng cách ( dn ± 2) mm. |
|
4 |
25 |
Giữ áp suất ở (2,5 ± 0,5) kPa trong 30 s. Kiểm tra độ kín. |
|
5 |
35 |
Tăng áp suất từ từ lên đến (100 ± 2) kPa trong 30 s. Kiểm tra độ kín. |
|
– Sai số cho phép của thời gian cho từng bước tiến hành là 20 %. – Phép thử kết thúc khi xuất hiện rò rỉ và ghi lại thời gian (và bước tiến hành). – Sụ rò rỉ có thể được phát hiện bằng các dùng dung dịch xà phòng bôi trên mối nối hoặc bằng cách đặt mẫu thử vào bể nước, Nếu sử dụng dung dịch xà phòng, sụ rò rỉ có thể phát hiện được ở đầu hoặc cuối của quá trình khi sử dụng áp suất. |
||
PHỤ LỤC E
(quy định)
XÁC ĐỊNH ĐỘ KÍN CỦA CÁC MỐI NỐI ĐAI KHỞI THỦY DƯỚI ÁP SUẤT CHÂN KHÔNG VÀ TẢI TRỌNG CƠ HỌC
E.1. Nguyên tắc
Độ kín các mối nối đai khởi thủy chống được sự xâm nhập của nước được xác định bằng cách cho mẫu thử chịu một áp suất chân không bên trong.
CHÚ THÍCH: Phép thử độ kín phù hợp với mẫu thử chịu được biến dạng đường kính bằng tải trọng cơ học và không có biến dạng.
E.2. Thiết bị, dụng cụ
E.2.1. Thiết bị đo chân không, có độ chính xác ± 1 % của giá trị được đo.
E.2.2. Bơm chân không, có thể duy trì được mức quy định của áp suất chân không ở – (80 ± 2) kPa trong 2h + [(20 ± 2) kPa tuyệt đối].
E.2.3. Dưỡng tải trọng, có khả năng đo được cả hai phía đai khởi thủy, độ biến dạng đường kính là (10 ± 2) % của ống tại khoảng cách (dn ± 2) mm, tính từ đai khởi thủy.
E.2.4. Bể nước, kích thước vùa đủ để giữ được toàn bộ mẫu thử khi dìm xuống ở nhiệt độ (23 ± 5) oC.
E.3. Mẫu thử
Mẫu thử phải gồm có ống và phụ tùng được nối với nhau, theo hướng dẫn của nhà sản xuất.
Chiều dài tự do trên cả hai đầu của phụ tùng nhỏ nhất là (3 x dn) mm, tối thiểu là 250 mm.
E.4. Nhiệt độ thử và nhiệt độ điều hòa mẫu thử
Nhiệt độ thử và nhiệt độ điều hòa mẫu thử là (23 ± 5) oC.
E.5. Cách tiến hành thử
Phép thử được tiến hành theo bảng E.1.
Bảng E.1 – Quy trình xác định độ kín của các mối nối bằng phương pháp áp suất chân không và tải trọng cơ học
|
Bước tiến hành |
Cách tiến hành |
|
1 |
Chọn loại SDR của ống nối và nối thành một tổ hợp các mẫu thử theo C.3. |
|
2 |
Làm biến dạng đường kính trên cả hai phía mẫu thử ở khoảng cách là (dn + 2) mm, độ biến dạng đường kính là (10 ± 2) %. |
|
3 |
Nhúng chìm toàn bộ mẫu thử vào bể nước ở 23 oC. |
|
4 |
Dùng áp suất chân không -(80 ± 2) kPa + [(20 ± 2) kPa tuyệt đối] tác động lên mẫu thử. |
|
5 |
Giữ áp suất chân không này trong (120 ± 5) min. |
|
6 |
Sau thời gian này, đưa áp suất trở về áp suất khí quyển. |
|
7 |
Lấy mẫu ra khỏi bể nước. |
|
8 |
Kiểm tra độ rò rỉ nước từ mặt trong của mẫu thử. |
PHỤ LỤC F
(Quy định)
XÁC ĐỊNH ĐỘ KÍN DƯỚI TÁC ĐỘNG CỦA TẢI TRỌNG KHÔNG ĐỔI VÀ BẰNG CÁCH THỬ ĐỘ BỀN KÉO VỚI TỐC ĐỘ KHÔNG ĐỔI CỦA CÁC MỐI NỐI NHÁNH (ĐỘ BỀN MỐI NỐI CHỊU TẢI TRỌNG CUỐI CỦA ĐAI KHỞI THỦY CÓ REN VỚI HỆ THỐNG ỐNG PHỤ BẰNG PE)
F.1. Nguyên tắc
Phụ tùng đã được nối được thử độ kín bằng cách đầu tiên cho chịu một ứng lực quy định theo chiều dọc với một tải trọng không đổi và sau đó kéo với tốc độ không đổi quy định, cho đến khi ống bị biến dạng; kiểm tra độ kín cả trong khi thử và kết thúc phép thử.
F.2. Thiết bị, dụng cụ
F.2.1. Máy thử độ bền kéo, phù hợp với thử độ bền kéo đến điểm biến dạng dẻo của ống PE và có khả năng giữ được một lực không đổi chênh lệch nhau cao nhất là 2% và tốc độ không đổi là (25 ± 1) m/min.
F.2.2. Thiết bị đo áp suất, có độ chính xác ± 1% của giá trị được đo.
F.2.3. Thiết bị tạo áp suất khí, có khả năng tạo ra và duy trì một áp suất khí là (2,5 ± 0,5) kPa.
F.3. Mẫu thử
Mẫu thử được nối ở nhiệt độ -10 oC và +30 oC theo hướng dẫn của các nhà sản xuất, trong đó một nửa số lượng phụ tùng (≥ 3) được lắp ở -10 oC và một nửa khác (≥ 3) được lắp ở +30 oC. Mỗi nửa đều được thử theo quy định của phụ lục này.
Chiều dài của các ống nhánh phải tương đương với ít nhất năm lần đường kính ngoài danh nghĩa của ống đó.
Đầu tự do của ống phải kín khí. Đầu đó có thể nối cuối cùng khi tạo áp suất.
F.4. Nhiệt độ thử và nhiệt độ điều hòa mẫu thử
Nhiệt độ điều hòa mẫu thử và nhiệt độ thử trong quá trình thử độ bền kéo là (23 ± 5) oC.
F.5. Cách tiến hành thử
Phép thử được tiến hành theo bảng F.1.
Sự rò rỉ có thể được phát hiện khi dùng dung dịch xà phòng.
Bảng F.1 – Quy trình xác định độ kín của các mối nối nhánh với phép thử độ bền kéo ở tốc độ không đổi
|
Bước tiến hành |
Cách tiến hành |
|
1 |
Đặt cố định tổ hợp phụ tùng nối ở giữa các ngàm của máy thử độ bền kéo sao cho hướng tác động của lực kéo sinh ra theo đường trục của ống nhánh. Ống chính phải giữ được ống phụ theo đường tác động của lực kéo trong suốt quá trình thử. |
|
2 |
Giữ áp suất ở (2,5 ± 0,5) kPa trong 30 s. Kiểm tra độ kín. |
|
3 |
Tác động từ từ trong thời gian khoảng 5 min một lực kéo lên tổ hợp nối cho đến khi lực, F, tương ứng với một ứng lực là 12 MPa được sinh ra trên thành ống. Tính F, tính bằng Niutơn, theo công thức sau: F = Sσ trong đó S là diện tích mặt cắt ngang của ống, được tính từ đường kính ngoài trung bình và chiều dày thành nhỏ nhất đo được, tính bằng milimét vuông; σ là ứng suất (= 12 MPa). |
|
4 |
Giữ tổ hợp phụ tùng nối dưới một lực không đổi trong 1 h với độ chênh lệch nhau cao nhất là ± 2 %. Kiểm tra độ kín. Nếu trong thời gian này ống bị biến dạng thì lặp lại phép thử với tổ hợp nối mới. |
|
5 |
Tăng lực kéo với tốc độ trượt ngang là (25 ± 1) mm/min cho đến khi xảy ra sự biến dạng của ống PE. |
|
6 |
Lấy tổ hợp nối ra khỏi máy thử và kiểm tra độ kín. |
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 6149-1 : 2007 (ISO 1167-1 : 2006), Ống nhựa, phụ tùng và các phụ kiện bằng nhiệt dẻo dùng để vận chuyển chất lỏng – Xác định độ bền với áp suất bên trong – Phần 1: Phương pháp chung.
[2] TCVN 7613 : 2007 (ISO 4437 : 1997), Ống polyetylen (PE) chôn dưới đất dùng để dẫn khí đốt – Hệ mét – Yêu cầu kỹ thuật.
[3] ISO 3 : 1973, Preferred numbers – Series of Preferred numbers.
[4] ISO 497, Guide to the choice of series of preferred numbers and series containing more rounded values of preferred numbers.
[5] ISO 527-1 : 1993 Plastics – Determination of tensile properties – Part 1: general principles.
1) 1 bar = 0,1 Mpa = 105 Pa; 1 Mpa = 1 N/mm2.
