
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 8808:2012 (EN 13448 : 2001) về Máy nông lâm nghiệp – Bộ phận cắt giữa hàng cây – Yêu cầu an toàn và phương pháp thử
TIÊU CHUẨN QUỐC GIA
TCVN 8808 : 2012
EN 13448 : 2001
MÁY NÔNG LÂM NGHIỆP – BỘ PHẬN CẮT GIỮA HÀNG CÂY – YÊU CẦU AN TOÀN VÀ PHƯƠNG PHÁP THỬ
Agricultural and forestry machinery – Inter – row mowing units – Safety requirements and test methods
Lời nói đầu
TCVN 8808 : 2012 hoàn toàn tương đương với EN 13448:2001.
TCVN 8808 : 2012 do Trung tâm Giám định máy và Thiết bị biên soạn, Bộ Nông nghiệp và Phát triển Nông thôn đề nghị, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
MÁY NÔNG LÂM NGHIỆP – BỘ PHẬN CẮT GIỮA HÀNG CÂY – YÊU CẦU AN TOÀN VÀ PHƯƠNG PHÁP THỬ
Agricultural and forestry machinery – Inter – row mowing units – Safety requirements and test methods
1. Phạm vi áp dụng
Tiêu chuẩn này quy định yêu cầu an toàn và phương pháp thử đối với thiết kế và kết cấu bộ phận cắt giữa hàng cây có các trục thẳng đứng lắp trên máy cắt cỏ như máy cắt dao xoay dùng trong nông lâm nghiệp để cắt cỏ trong phạm vi giữa hai vật cản liên tiếp.
Tiêu chuẩn này mô tả các phương pháp để loại trừ hoặc giảm thiểu các mối nguy hiểm phát sinh do sử dụng.
Ngoài ra, tiêu chuẩn này còn quy định loại thông tin về cách vận hành an toàn cần được nhà chế tạo cung cấp.
Tiêu chuẩn này không áp dụng cho toàn bộ máy cắt quay và máy cắt dao xoay.
Các yếu tố môi trường không xem xét trong tiêu chuẩn này.
Tiêu chuẩn không áp dụng cho bộ phận cắt giữa hàng cây được sản xuất trước ngày công bố tiêu chuẩn.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 6720 : 2000 (ISO 13852 : 1996), An toàn máy – Khoảng cách an toàn để ngăn chặn tay con người không vươn tới vùng nguy hiểm.
TCVN 7383-1 : 2004 (ISO 12100-1 : 2003), An toàn máy – khái niệm cơ bản, nguyên tắc chung cho thiết kế – Phần 1: Thuật ngữ cơ bản, Phương pháp luận;
TCVN 7383-2 : 2004 (ISO 12100-2 : 2003), An toàn máy – Khái niệm cơ bản, nguyên tắc chung cho thiết kế – Phần 2: Nguyên tắc kỹ thuật);
EN 745, Agricultural machinery – Rotary mowers and flail mowers – Safety (Máy nông nghiệp – Máy cắt quay và máy cắt dao xoay – An toàn);
EN 1070, Safety of machinery – Terminology (An toàn máy – Thuật ngữ);
EN 1553:1999, Agricultural machinery – Agricultural self-propelled, mounted, semi-mounted and trailed machines – common safety requirements (Máy nông nghiệp – Máy nông nghiệp tự hành, máy treo, nửa treo và kéo theo – Yêu cầu an toàn chung);
EN ISO 3457:1995, Earth-moving machinery – Guards and shields – Definitions and specifications (Máy làm đất – Bảo vệ và che chắn – Định nghĩa và các đặc tính kỹ thuật).
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa sau:
3.1
Bộ phận cắt giữa hàng cây (inter-row mowing unit)
Bộ phận cắt quay có các trục thẳng đứng được trang bị cần xoay cho phép cắt cỏ trong phạm vi giữa hai vật cản liên tiếp (ví dụ, cây, cột trụ, vv…). Xem hình 1.
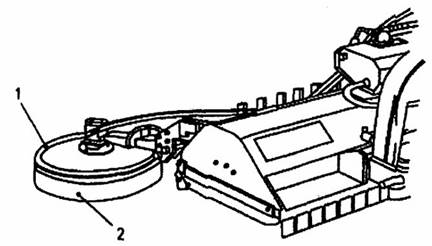
3.2
Cần xoay (pivoting boom)
Thiết bị cho phép bộ phận cắt giữa hàng cây di chuyển sang bên song song với mặt đất, để cắt trong phạm vi diện tích giữa hai vật cản liên tiếp mà không thể sử dụng máy cắt cố định (xem Hình 1).
3.3
Cảm biến (sensor)
Thiết bị điều khiển cần chuyển động được định vị ở phía trước bộ phận cắt giữa hàng cây.
CHÚ THÍCH: Thiết bị có thể làm bằng thanh kim loại, khi gặp vật cản bị đẩy về phía sau, tạo ra lệnh để cần co vào. Ngay sau khi vượt qua chướng ngại, cảm biến trở lại vị trí ban đầu và cần trở về vị trí làm việc.
3.4
Tấm bia chắn (target)
Dụng cụ ghi lại số lần va đập của các vật văng ra do bộ phận cắt.
3.5 Vùng nguy hiểm (danger zone)
Vùng xung quanh máy, tính từ tâm bộ phận cắt có bán kính 50m.
4. Danh mục các mối nguy hiểm
Các mối nguy hiểm trong TCVN 7383-1 : 2004 (ISO 12100-1:2003) và TCVN 7383-2 : 2004 (ISO 12100-2:2003), có thể áp dụng đối với máy được nêu trong Phụ lục A.
Ngoài ra, Phụ lục A còn chỉ ra các mối nguy hiểm chưa được xử lý.
5. Yêu cầu và/hoặc biện pháp an toàn
5.1 Quy định chung
Bộ phận cắt giữa hàng cây phải đáp ứng các yêu cầu và/hoặc các biện pháp bảo vệ trong điều này. Ngoài ra, bộ phận cắt giữa hàng cây phải được thiết kế theo quy định trong TCVN 7383 (ISO 12100) đối với các mối nguy hiểm chưa có biện pháp giải quyết được đề cập đến trong tiêu chuẩn này, đặc biệt với Phụ lục A trong TCVN 7383-2 : 2004 (ISO 12100-2:2003) khi TCVN 7383 (ISO 12100) không đưa ra yêu cầu chính xác.
Bộ phận cắt giữa hàng cây phải tuân theo các yêu cầu trong EN 1553:1999, EN 745 và Bảng 1, Bảng 3, Bảng 4 và Bảng 6 trong TCVN 6720 : 2000, trừ khi trong tiêu chuẩn này có quy định khác.
5.2 Bảo vệ bộ phận cắt
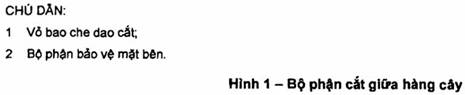
Bộ phận cắt giữa hàng cây phải có bao che kín bao quanh toàn bộ các dao cắt để đảm bảo an toàn, có khoảng cách tối thiểu so với quỹ đạo quay của các dao cắt là 50 mm và kéo dài theo phương thẳng đứng thấp hơn mặt phẳng của đường tròn đỉnh dao cắt ít nhất là 3 mm (xem Hình 2).
Bao che dao cắt không được có các chỗ nhô ra và các cạnh sắc, trong trường hợp là cần quay cơ học, phải thiết kế cơ cấu cho phép bộ phận quay chạy không khi gặp phải chướng ngại vật để dao cắt khi quay không chạm vào bao che.
Vỏ bao che dao cắt và các phần của bộ phận cắt giữa hàng cây phải đảm bảo chịu đựng được tải trọng theo phương thẳng đứng hướng xuống dưới là 1 200 N và chịu được các lực phát sinh khi bao che dao va chạm vào một vật cản, phải chịu thêm các lực theo phương nằm ngang sau:
– 600 N đối với bộ phận cắt giữa hàng cây lắp trên máy kéo có công suất nhỏ hơn hoặc bằng 37 kW như quy định trong sổ tay hướng dẫn;
– 1 000 N đối với máy khác.
Các yêu cầu này phải được kiểm tra bằng quy trình thử và điều kiện nghiệm thu được xác định trong Phụ lục B, EN 1553:1999.
Hình 2 – Khoảng cách bao che dao cắt
5.3 Bảo vệ ống dẫn
Trong trường hợp bộ phận cắt giữa hàng cây hoạt động bằng khí nén hoặc thủy lực, các ống dẫn và ống mềm phải lắp thành nhóm và nếu cần thiết bó lại để giảm thiểu tiếp xúc với các bề mặt nóng, bị va chạm và những hư hại từ bên ngoài không lường tới. Kiểm tra bằng mắt các ống mềm và mối nối, trừ các phần nằm bên trong vỏ bọc.
ống thủy lực chứa chất lỏng có áp xuất lớn hơn 5 MPa (50 bar) và/hoặc nhiệt độ trên 50°C, được bố trí cách người vận hành trong phạm vi 1 m, phải có che chắn phù hợp với 4.9, EN ISO 3457:1995.
Bất kỳ bộ phận hay chi tiết nào có thể làm lệch hướng tia chất lỏng được xem như là thiết bị có khả năng bảo vệ.
5.4 Vật văng bắn
Phải ngăn cản các vật có khả năng bị văng ra do bộ phận cắt quay nhanh, có thể gây nguy hiểm hoặc tổn thương cho người vận hành.
Phép thử phải thực hiện theo Điều 6.
5.5 Yêu cầu đối với cần xoay
Yêu cầu đối với cần xoay gồm: độ bền, lắp ráp, hệ thống điều khiển và các thiết bị điều khiển sẽ được bổ sung ở tiêu chuẩn sửa đổi sau.
5.6 Tiếng ồn
Tiếng ồn phát ra từ bộ phận cắt giữa hàng cây phải đo theo Phụ lục D, EN 1553:1999.
Tiếng ồn sẽ được giải quyết hoàn toàn ở tiêu chuẩn sau này.
6. Phương pháp thử – Thử vật văng bắn
CHÚ THÍCH: Các phép thử luân chuyển phải được tiến hành căn cứ vào phương pháp thử này. Các kết quả thử có thể cho biết sự cần thiết để xem xét lại tiêu chuẩn này.
6.1 Điều kiện thử chung
Khi thử, phải cho bộ phận cắt giữa hàng cây chạy ở số vòng quay do nhà chế tạo khuyến cáo. Ví dụ, số vòng quay trục trích công suất là 540 r/min hoặc 1 000 r/min.
Các phép thử phải sử dụng bộ phận che chắn an toàn như nhau.
Các thiết bị điều chỉnh có thể ảnh hưởng đến hiệu quả của bộ phận che chắn an toàn sẽ được đặt ở vị trí ít thuận lợi nhất.
Khi thử, vận tốc tiến không được quá 8 km/h.
6.2 Tấm bia chắn
Tấm bia chắn phải đặt trên nền đất tự nhiên, cứng và bằng phẳng.
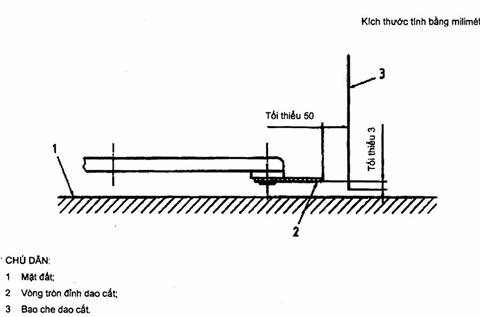
6.2.1 Tấm bia chắn đối với bộ phận cắt giữa hàng cây lắp sau máy kéo
Gồm có 4 tấm bia chắn thẳng đứng (xem Hình 3), có thông số kỹ thuật theo 6.2.3.
Tấm bia chắn 2 và 4 dài 4 000 mm.
Chiều dài tấm bia chắn 1 và 3 phụ thuộc vào nhóm bộ phận cắt lắp trên máy kéo
Tấm bia chắn 1 đặt vuông góc với tấm bia chắn 2. Tấm bia chắn 2 và 4 song song với đường trục theo chiều dọc máy kéo.
Tấm bia chắn 2 đặt các quỹ đạo ngoài của bộ phận cắt 1 000 mm.
Tấm bia chắn 3 nối với tấm bia chắn 2 và 4 và phải vuông góc với chúng.
Kích thước tính bằng milimét
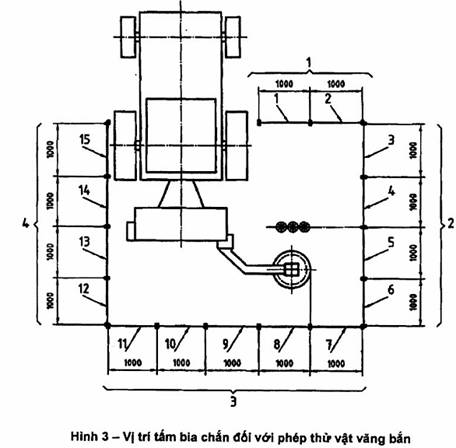
6.2.2 Các đường mốc quy chiếu
Hai đường mốc quy chiếu được kẻ dọc theo tấm bia chắn cách mặt đất 600 mm và 1 200 mm sẽ hiển thị ba vùng:
– Vùng dưới, giữa 0 mm và 600 mm;
– Vùng giữa, giữa 600 mm và 1 200 mm;
– Vùng đỉnh, giữa 1 200 mm và 2 000 mm.
Trên các tấm bia chắn kẻ các đường thẳng đứng cách nhau 1 000 mm để tạo thành các vùng thẳng đứng. Đánh số tăng dần để xác định mỗi vùng. Vùng đầu tiên của tấm bia chắn 1 là số 1. Đánh số theo chiều kim đồng hồ.
6.2.3 Cấu tạo tấm bia chắn
Các tấm bia chắn phải làm bằng khung cứng, trên đó lắp cố định tờ giấy dày có mật độ mặt 120 g/m2.
6.3 Vật liệu thử
Hỗn hợp vật liệu thử phải trộn theo tỉ lệ như sau:
– 50 % cát;
– 25 % sỏi có kích thước hạt từ 8 mm đến 16 mm;
– 25 % sỏi có kích thước hạt từ 16 mm đến 31,5 mm.
6.4 Phương pháp thử
Đặt vật liệu thử (xem 6.3) ở 10 vị trí phía trước bộ phận cắt thành một hàng vuông góc với hướng tiến, mỗi vị trí cách nhau 300 mm và cách tấm bia chắn 3 là 2 000 mm. Vật liệu thử được đổ thành đống có dạng hình nón cao khoảng 150 mm.
Phép thử phải thực hiện hai lần và mỗi lần hai đường thử:
– Đường thứ nhất đặt vật liệu ở các vị trí 1, 3, 5 v.v…;
– Đường thứ hai đặt vật liệu ở các vị trí 2, 4, 6 v.v…
Số lượng đống vật liệu phụ thuộc vào bề rộng cắt.
Chiều cao cắt phải điều chỉnh ở mức 50 mm.
Khi bộ phận cắt đạt tới tốc độ tối đa theo khuyến cáo của nhà chế tạo, tiến hành thử đường thứ nhất, cho máy chạy qua các đống vật liệu thử.
Nếu hai phép thử cho kết quả khác nhau thì thực hiện phép thử thứ ba.
Sau khi kết thúc mỗi phép thử, các vết trên các tấm bia chắn phải được đánh dấu để phân biệt chúng với các vết từ phép thử khác.
6.5 Điều kiện nghiệm thu
Va đập nằm ngay trên đường mốc quy chiếu sẽ tính cho vùng dưới đường mốc quy chiếu đó.
Kết quả được chấp nhận khi thõa mãn ba điều kiện sau đây:
– Trong vùng giữa, giữa hai đường thẳng đứng cách nhau 1 000 mm, không có quá hai lần va đập đối với mỗi lần thử;
– Trong vùng đỉnh, không có va đập;
– Trong vùng người vận hành, không có va đập.
Va đập ở vùng dưới không được lấy để xem xét.
Nếu không thõa mãn các diều kiện trên, bộ phận cắt giữa hàng phải được trang bị che chắn an toàn thích hợp để bảo đảm vật liệu không bị văng vào trong khu vực cấm và toàn bộ phép thử phải lặp lại.
Trong trường hợp sau xảy ra, phải ghi rõ trong sổ tay hướng dẫn vận hành rằng bộ phận cắt giữa hàng cây chỉ được sử dụng khi được trang bị bộ phận bảo vệ an toàn.
7. Thông tin về sử dụng
7.1 Sổ tay hướng dẫn
Tất cả các thông tin và chỉ dẫn để bảo quản và sử dụng an toàn máy phải được nêu đầy đủ trong sổ tay hướng dẫn theo 5.5, TCVN 7383-2 : 2004 (ISO 12100-2:2003).
Đặc biệt, các điểm sau đây phải nhấn mạnh:
a) Cấm vào khu vực nguy hiểm của máy;
b) Mối nguy hiểm vẫn có thể phát sinh do bộ phận cắt tiếp tục quay sau khi có lệnh dừng máy. Thời gian này nhà chế tạo phải quy định;
c) Các điều kiện để kiểm tra che chắn đối với bộ phận cắt, che chắn an toàn và thiết bị bảo vệ;
d) Khi thay thế các bộ phận hoạt động;
e) Người vận hành phải dừng máy nếu có bất cứ người nào đến gần;
f) Các mối nguy hiểm của máy gây ra khi vào vị trí làm việc;
g) Mối nguy hiểm từ các vật văng bắn;
h) Sự cần thiết phải sử dụng dao cắt và kẹp chặt dao cắt đúng;
i) Các chỉ dẫn kỹ thuật đối với dao cắt và kẹp chặt;
j) Mối nguy hiểm do công cụ cắt bị mòn hoặc hư hỏng có thể văng ra. Vì vậy, thông tin cụ thể về thời gian, cách thay thế công cụ và đặc điểm của vật liệu phải được ghi rõ;
k) Sự cần thiết phải dừng máy trước khi can thiệp vào với bất kì hình thức nào;
l) Phương pháp khắc phục tắc nghẽn có thể xảy ra;
m) Sự cần thiết phải áp dụng các chốt hãm đối với bộ phận được nâng lên, trước khi thực hiện bảo dưỡng bên dưới;
n) Đảm bảo dao cắt dừng hẳn trước khi bộ phận ở tư thế vận chuyển;
o) Thông tin hướng dẫn về an toàn khi thực hiện bảo dưỡng và sửa chữa;
p) Thông tin về mức độ ồn của máy và nếu cần thiết phải đeo thiết bị bảo vệ tai (xem Phụ lục A, 1.7.4f, EN 292-2:1991);
q) Nếu bộ phận cắt lắp trên máy kéo không có buồng lái thì người vận hành phải đeo kính bảo vệ mắt.
7.2 Ghi nhãn
Nhãn phải tuân theo 5.4, TCVN 7383-2 : 2004 (ISO 12100-2:2003).
Máy phải có nhãn dễ đọc và không thể tẩy xóa được với các thông tin tối thiểu sau đây:
– Tên và địa chỉ của nhà chế tạo;
– Năm sản xuất;
– Ký hiệu máy hay kiểu loại;
– Số hiệu loạt sản xuất, nếu có;
– Khối lượng của máy ở kiểu tiêu chuẩn của nó;
Trong phần bổ sung, các cảnh báo phải có hình vẽ trong máy tính để chú ý đối với:
– Những bộ phận quay khi vận hành và tiếp tục quay sau khi có lệnh dừng;
– Sự bắn ra của vật liệu từ khu vực làm việc;
– Cấm đi vào khu vực nguy hiểm.
Phụ lục A
(Quy định)
Danh mục các mối nguy hiểm
Bảng A.1 đưa ra danh mục các mối nguy hiểm dựa theo TCVN 7383-1 : 2004 (ISO 12100-1:2003) và TCVN 7383-2 : 2004 (ISO 12100-2:2003).
Ý nghĩa của các chỉ dẫn khác nhau ghi trong cột cuối cùng của bảng này (các giải pháp theo tiêu chuẩn này) như sau:
– “Không liên quan”: mối nguy hiểm không đáng kể đối với máy;
– “Xử lý”: mối nguy hiểm là đáng kể. Các biện pháp ghi trong các mục tham khảo đưa ra những hướng dẫn để xử lý với mối nguy hiểm phù hợp với những nguyên tắc của hệ thống an toàn trong TCVN 7383 (ISO 12100), đó là:
– Loại trừ hoặc giảm rủi ro bằng cách thiết kế, nhằm giảm đến mức tối thiểu;
– Các biện pháp bảo vệ;
– Thông tin về những rủi ro tiềm ẩn;
– “Xử lý từng phần”: mối nguy hiểm là đáng kể đối với một số bộ phận của máy. Các biện pháp ghi trong các mục tham khảo cần xử lý mối nguy hiểm này đối với một số bộ phận này. Ở một số bộ phận khác khi nguy hiểm là đáng kể thì sẽ áp dụng cách xử lý khác không được đề cập trong tiêu chuẩn này;
– “Không cần xử lý”: mối nguy hiểm không đáng kể đối với máy, nhưng không đề cập đến trong khi biên soạn tiêu chuẩn này.
Bảng A.1 – Danh mục các mối nguy hiểm
|
Mối nguy hiểm |
Điều liên quan (tham khảo) |
Điều liên quan trong tiêu chuẩn này |
||
|
TCVN 7383-1 : 2004 (ISO 12100-1:2003) |
TCVN 7383-2 : 2004 (ISO 12100-2:2003) |
|||
|
A.1 |
Nguy hiểm cơ học gây ra, ví dụ: – Hình dạng; – Vị trí tương quan; – Khối lượng và tính ổn định (thế năng của các phần tử); – Khối lượng và vận tốc (động năng của các phần tử); – Sự tương thích về độ bền cơ học; – Sự dự trữ thế năng do: các phần tử đàn hồi (các lò xo), hoặc các chất lỏng hoặc khí dưới áp suất, hoặc độ chân không của các chi tiết máy hoặc chi tiết gia công. |
4.2 |
– |
– |
|
A.1.1 |
Nguy hiểm nghiền nát |
4.2.1, 4.2.2 |
3.2 |
Xử lý theo 5.2 |
|
A.1.2 |
Nguy hiểm cắt |
4.2.1, 4.2.2 |
3.2, 4.1.1 |
Xử lý theo 5.2 |
|
A.1.3 |
Nguy hiểm cắt đứt |
4.2.1, 4.2.2 |
3.2 |
Xử lý theo 5.2 |
|
A.1.4 |
Nguy hiểm vướng vào |
4.2.1, 4.2.2 |
– |
Xử lý theo 5.2 |
|
A.1.5 |
Nguy hiểm lôi cuốn vào hay kẹp |
4.2.1 |
3.1.1, 4.1.1, 6.1.2 |
Không liên quan |
|
A.1.6 |
Nguy hiểm va đập |
4.2.1 |
– |
Không liên quan |
|
A.1.7 |
Nguy hiểm đâm thủng |
4.2.1 |
– |
Xử lý theo 5.2 |
|
A.1.8 |
Nguy hiểm cọ xát hay mài mòn |
4.2.1 |
3.3.b) |
Xử lý theo 5.2 |
|
A.1.9 |
Nguy hiểm chất lỏng cao áp phun ra |
4.2.1 |
– |
Xử lý theo 5.3 |
|
A.1.10 |
Các chi tiết văng ra (của máy và vật liệu/các chi tiết gia công) |
4.2.2 |
3.8 |
Xử ký theo 5.4, 6, 7.1 |
|
A.1.11 |
Mất ổn định (của máy và chi tiết máy) |
4.2.2 |
3.3, 6.2.5 |
Không liên quan |
|
A.1.12 |
Nguy hiểm trượt, vấp và ngã, liên quan đến máy (do tính chất cơ học của nó) |
4.2.3 |
6.2.4 |
Không liên quan |
|
A.2 |
Nguy hiểm điện gây ra, ví dụ: |
4.3 |
3.9 |
– |
|
A.2.1 |
Tiếp xúc với điện (trực tiếp hoặc gián tiếp) |
4.3 |
– |
Không liên quan |
|
A.2.2 |
Hiện tượng tĩnh điện |
4.3 |
– |
Không liên quan |
|
A.2.3 |
Bức xạ nhiệt hoặc các hiện tượng bất thường khác như phun ra của các giọt nấu chảy và hiệu ứng hóa học do đoản mạch, quá tải v.v… |
4.3 |
– |
Không liên quan |
|
A.2.4 |
ảnh hưởng từ bên ngoài đến thiết bị điện |
4.3 |
3.4 |
Không liên quan |
|
A.3 |
Nguy hiểm nhiệt dẫn đến |
4.4 |
3.6.3 |
– |
|
A.3.1 |
Cháy và bỏng do con người có thể chạm phải ngọn lửa hay nổ và do bức xạ từ các nguồn nhiệt |
4.4 |
– |
Xử lý theo 5.3, 7.1 |
|
A.3.2 |
Ảnh hưởng có hại đến sức khỏe do môi trường làm việc nóng hoặc lạnh |
4.4 |
– |
Không liên quan |
|
A.4 |
Mối nguy hiểm phát sinh do tiếng ồn dẫn đến: |
4.5 |
3.6.3 |
– |
|
A.4.1 |
Điếc, các rối loạn sinh lý khác (như mất thăng bằng, mất nhận thức) |
4.5 |
– |
Xử lý theo 5.6, 7.1p) |
|
A.4.2 |
Nhiễu truyền đạt tiếng nói, các tín hiệu âm thanh v.v… |
4.5 |
– |
Xử lý theo 5.6, 7.1p) |
|
A.5 |
Nguy hiểm do rung động (dẫn đến rối loạn thần kinh và mạch máu) |
4.6 |
3.6.3 |
Không liên quan |
|
A.6 |
Nguy hiểm do bức xạ, đặc biệt là: |
4.7 |
– |
– |
|
A.6.1 |
Hồ quang điện |
– |
|
Không liên quan |
|
A.6.2 |
Laze |
– |
– |
Không liên quan |
|
A.6.3 |
Bức xạ ion |
4.7 |
– |
Không liên quan |
|
A.6.4 |
Máy sử dụng các điện từ trường tần số cao |
– |
– |
Không liên quan |
|
A.7 |
Nguy hiểm do vật liệu và các chất gia công, chế biến do máy đã sử dụng hoặc xả ra, ví dụ: |
4.8 |
3.3b) |
– |
|
A.7.1 |
Mguy hiểm do tiếp xúc với, hay hít phải chất lỏng, khí, sương mù, khói và bụi độc |
4.8 |
– |
Không liên quan |
|
A.7.2 |
Nguy hiểm cháy hoặc nổ |
4.8 |
– |
Không liên quan |
|
A.7.3 |
Nguy hiểm sinh học và vi sinh (vi rút hoặc vi khuẩn) |
4.8 |
– |
Không liên quan |
|
A.8 |
Nguy hiểm do không tuân thủ các nguyên tắc lao động học trong thiết kế máy (sự tương xứng giữa máy với đặc tính và khả năng của con người) gây ra, ví dụ: |
4.9 |
3.6 |
– |
|
A.8.1 |
Tư thế có hại cho sức khỏe hay cố gắng quá sức |
4.9 |
3.6.1, 3.6.4 |
Không liên quan |
|
A.8.2 |
Không lưu ý thích đáng đến giải phẫu học cánh tay hay cẳng chân người |
4.9 |
3.6.9 |
Không liên quan |
|
A.8.3 |
Coi thường trang bị bảo hộ cá nhân |
5.5 |
– |
Không liên quan |
|
A.8.4 |
Chiếu sáng khu vực làm việc kém |
– |
3.6.5 |
Không liên quan |
|
A.8.5 |
Thần kinh căng thẳng và lo lắng, căng thẳng v.v… |
4.9 |
3.6.4 |
Không liên quan |
|
A.8.6 |
Sai lầm của con người |
4.9 |
3.6 |
Không liên quan |
|
A.9 |
Nguy hiểm tổng hợp |
4.10 |
– |
Không liên quan |
|
A.10 |
Nguy hiểm do không cung cấp năng lượng được, các chi tiết máy bị vỡ và các rối loạn chức năng khác, ví dụ: |
5.2.2 |
3 |
– |
|
A.10.1 |
Không cung cấp năng lượng được, (năng lượng và/hoặc mạch điều khiển) |
3.16 |
3.7 |
Không liên quan |
|
A.10.2 |
Các chi tiết máy hoặc chất lỏng bắn ra bất ngờ |
– |
3.8.4 |
Không liên quan |
|
A.10.3 |
Hệ thống điều khiển hỏng hoặc làm sai chức năng (khởi động ngoài ý muốn, vận tốc quá cao ngoài ý muốn) |
3.15, 3.16, 3.17 |
3.7 |
Không liên quan
|
|
A.10.4 |
Lắp ráp sai |
– |
– |
Không liên quan
|
|
A.10.5 |
Máy bị đổ, mất ổn định bất ngờ |
4.2.2 |
6.2.5 |
Không liên quan
|
|
A.11 |
Nguy hiểm gây ra do (tạm thời) thiếu các phương tiện, biện pháp liên quan đến an toàn và/hoặc đặt ở vị trí không đúng, ví dụ: |
– |
4 |
– |
|
A.11.1 |
Tất cả các loại che chắn |
3.22 |
4.2 |
Xử lý theo 7.1 |
|
A.11.2 |
Tất cả các bộ phận (bảo vệ) liên quan đến an toàn |
3.23 |
4.2 |
Xử lý theo 7.1 |
|
A.11.3 |
Bộ phận khởi động và dừng máy |
– |
3.7 |
Xử lý theo 7.1 |
|
A.11.4 |
Các ký hiệu và tín hiệu an toàn |
|
3.6.7, 5.2, 5.3, 5.4 |
Xử lý theo 7.2 |
|
A.11.5 |
Tất cả các loại thông tin hoặc các bộ phận cảnh báo |
– |
5.4 |
Xử lý theo 7.1 |
|
A.11.6 |
Bộ phận ngắt cung cấp năng lượng |
– |
6.2.2 |
Không liên quan |
|
A.11.7 |
Bộ phận báo khẩn cấp |
– |
6.1 |
Không liên quan |
|
A.11.8 |
Các phương tiện cung cấp/tháo các chi tiết gia công |
– |
3.11 |
Không liên quan |
|
A.11.9 |
Trang bị chính và phụ kiện để điều chỉnh an toàn và/hoặc bảo dưỡng |
3.3, 3.11 |
3.12, 6.2.1, 6.2.3, 6.2.6 |
Xử lý theo 7.1 |
|
A.11.10 |
Trang bị để xả khí, v.v… |
– |
– |
Không liên quan |
MỤC LỤC
Lời nói đầu………………………………………………………………………………………………………………………
1 Phạm vi áp dụng……………………………………………………………………………………………………………
2 Tài liệu viện dẫn……………………………………………………………………………………………………………..
3 thuật ngữ và định nghĩa…………………………………………………………………………………………………..
4 Danh mục và các mối nguy hiểm……………………………………………………………………………………….
5 Yêu cầu và/hoặc biện pháp an toàn……………………………………………………………………………………
5.1 Quy định chung…………………………………………………………………………………………………………..
5.2 Bảo vệ bộ phận cắt……………………………………………………………………………………………………..
5.3 Bảo vệ ống dẫn…………………………………………………………………………………………………………..
5.4 Vật văng bắn………………………………………………………………………………………………………………
5.5 Yêu cầu đối với cần xoay………………………………………………………………………………………………
5.6 Tiếng ồn…………………………………………………………………………………………………………………….
6 Phương pháp thử – Thử vật văng bắn…………………………………………………………………………………
6.1 Điều kiện thử chung……………………………………………………………………………………………………..
6.2 Tấm bia chắn………………………………………………………………………………………………………………
6.3 Vật liệu thử…………………………………………………………………………………………………………………
6.4 Phương pháp thử………………………………………………………………………………………………………..
6.5 Điều kiện nghiệm thu…………………………………………………………………………………………………….
7 Thông tin về sử dụng………………………………………………………………………………………………………
7.1 Sổ tay hướng dẫn……………………………………………………………………………………………………….
7.2 Ghi nhãn…………………………………………………………………………………………………………………….
Phụ lục A (quy định) Danh mục các mối nguy hiểm…………………………………………………………………..
