
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 9199:2012 (ISO 17103 : 2009) về Máy nông nghiệp – Máy cắt đĩa quay, máy cắt trống quay và máy cắt dao xoay – Phương pháp thử và điều kiện chấp nhận cho bộ phận bảo vệ
TIÊU CHUẨN QUỐC GIA
TCVN 9199 : 2012
ISO 17103 : 2009
MÁY NÔNG NGHIỆP – MÁY CẮT ĐĨA QUAY, MÁY CẮT TRỐNG QUAY VÀ MÁY CẮT DAO XOAY – PHƯƠNG PHÁP THỬ VÀ ĐIỀU KIỆN CHẤP NHẬN CHO BỘ PHẬN BẢO VỆ
Agricultural machinery – Rotary disc mowers, rotary drum mowers and flail mowers – Test methods and acceptance criteria for protective skirts
Lời nói đầu
TCVN 9199 : 2012 hoàn toàn tương đương với ISO 17103:2009.
TCVN 9199 : 2012 do Trung tâm Giám định Máy và Thiết bị biên soạn, Bộ Nông nghiệp và Phát triển Nông thôn đề nghị, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
MÁY NÔNG NGHIỆP – MÁY CẮT ĐĨA QUAY, MÁY CẮT TRỐNG QUAY VÀ MÁY CẮT DAO XOAY – PHƯƠNG PHÁP THỬ VÀ ĐIỀU KIỆN CHẤP NHẬN CHO BỘ PHẬN BẢO VỆ
Agricultural machinery – Rotary disc mowers, rotary drum mowers and flail mowers – Test methods and acceptance criteria for protective skirts
1. Phạm vi áp dụng
Tiêu chuẩn này quy đinh các yêu cầu và điều kiện chấp nhận để thử nghiệm những bộ phận bao che bảo vệ của máy cắt đĩa quay, trống quay và dao xoay được sử dụng trong nông nghiệp.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
ISO 525, Bonded abrasive Products – General requirements (Các sản phẩm vật liệu mài trong kho – Yêu cầu chung);
ISO 845, Cellular plastics and rubbers – Determination of apparent density (Chất dẻo xốp và cao su – Xác định khối lượng riêng biểu kiến).
3. Thử nghiệm bộ phận bao che bảo vệ
3.1. Thử nghiệm độ bền kéo
3.1.1. Quy trình
Phải thử riêng biệt trên máy kiểm tra độ bền kéo năm mẫu theo chiều ngang và năm mẫu theo chiều đứng, có chiều rộng 50 mm. Cho phép chiều dài mẫu là 250 mm để kéo căng với lực kéo tăng dần ở tốc độ 11 N/s.
Để đảm bảo lặp lại các kết quả, mỗi mẫu phải được chuẩn bị theo 3.1.2. Điều này áp dụng cho cả các mẫu theo chiều ngang và theo chiều đứng.
3.1.2. Chuẩn bị mẫu
Năm mẫu theo chiều ngang và năm mẫu theo chiều đứng phải được cắt ra từ vật liệu của bộ phận bao che bảo vệ, mỗi mẫu rộng hơn 50 mm. Chiều dài của mỗi mẫu theo chiều ngang và đứng phải tính đến cả độ dài của bộ phận kẹp và cho phép chiều dài mẫu là 250 mm để kéo căng.
Không có sợi hư hỏng hay đứt trong phạm vi bề rộng 50 mm. Ở một đầu, các sợi hư hỏng phải được lần lượt gở ra tại mỗi bên, cho đến khi có một sợi không biểu lộ bất kỳ hư hỏng nào trên suốt chiều dài của nó. Bề rộng của mẫu phải là 50 mm. Nếu điều này không thực hiện được, thì bề rộng của mẫu phải suýt soát bằng 50 mm, nhưng không được nhỏ hơn 50 mm.
3.1.3. Kẹp chặt
Các bề mặt kẹp của bộ phận kẹp khi thử độ bền kéo phải có bề mặt tương đương như thể hiện trên Hình 1. Chiều rộng bề mặt kẹp được gối chồng lên ít nhất là 5 mm trên mỗi cạnh, và lớn hơn chiều rộng mẫu được cung cấp.
Kích thước tính bằng milimét
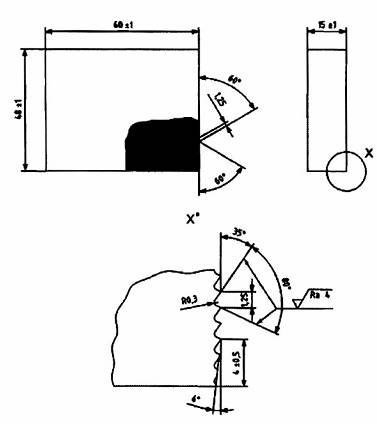
CHÚ THÍCH: Đây là đặc trưng cho tất cả bốn mặt (trước khi tạo khía).
Hình 1 – Bộ phận kẹp
3.1.4. Điều kiện chấp nhận
3.1.4.1. Kết quả thử sẽ được xem xét chấp nhận khi độ bền kéo trung bình cho các mẫu theo chiều ngang và đứng ³ 6 000 N đối với máy có tốc độ cực đại của đỉnh dao cắt £ 90 m/s, như quy định trong sổ tay người vận hành của nhà chế tạo.
3.1.4.2. Kết quả thử nghiệm sẽ được xem xét chấp nhận khi độ bền kéo trung bình cho các mẫu theo chiều ngang và đứng ³ 8 000 N đối với máy có tốc độ cực đại của đỉnh dao cắt ³ 90 m/s, như quy định trong sổ tay người vận hành của nhà chế tạo.
3.2. Thử nghiệm độ bền đâm thủng
3.2.1. Quy trình
Cắt ra năm mẫu từ vật liệu của bộ phận bao che bảo vệ. Mỗi mẫu sẽ được đặt vào trong thiết bị có lỗ thử đường kính 100 mm. Dụng cụ để kẹp các mẫu vào thiết bị thử đâm thủng phải tuân theo các thông số kỹ thuật như thể hiện trên Hình 2. Mỗi mẫu sẽ phải chịu một tải trọng tăng dần 11 N/s bằng mũi đột có tiết diện 10 mm x 10 mm và vát cạnh 1 mm x 45°.
Kích thước tính bằng milimét
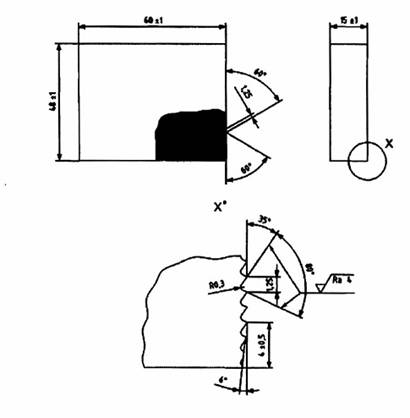
* w= 1 mm.
b Klch thước này cho chỉ là là một ví dụ.
Hình 2 – Dụng cụ kẹp chặt cho phép thử độ bền đâm thủng
3.2.2 Điều kiện chấp nhận
3.2.2.1 Kết quả thử sẽ được xem xét chấp nhận khi lực đâm thủng trung bình cho tất cả các phép thử ³ 2 500 N và khi công dùng để đâm thủng trung bình được tính từ tất cả phép thử ³ 24 N.m đối với máy có tốc độ của đỉnh dao cắt cực đại £ 90 m/s, như quy định trong sổ tay người vận hành của nhà chế tạo.
3.2.2.2 Kết quả thử nghiệm sẽ được xem xét chấp nhận khi lực đâm thủng trung bình cho tất cả các phép thử ³ 4 000 N và khi công dùng để đâm thủng trung bình được tính từ tất cả các phép thử ³ 30 N.m đối với máy có tốc độ cực đại của đỉnh dao cắt > 90 m/s, như quy định trong sổ tay người vận hành của nhà chế tạo.
3.3 Thử nghiệm độ bền mài mòn
3.3.1 Quy trình
Mẫu có chiều rộng 200 mm được cắt ra theo toàn bộ chiều cao của bộ phận bao che bảo vệ. Mẫu này phải được đặt vào máy mài sao cho một phần mẫu có diện tích bề mặt 400 cm2 trên giá đỡ và ở dưới bánh mài, bánh mài có chiều rộng 200 mm và đường kính 800 mm. Bánh mài phải lắp một vành mài có cỡ hạt 24, như quy định trong ISO 525, và chạy ở tốc độ 25 r/min.
Tải trọng trên bề mặt 400 cm2 phải là 5 N. Để đạt được áp lực đều, tấm đệm đè lên mẫu phải phù hợp với hình dạng của bánh mài và được phủ một lớp polystyrene dày 30 mm, có khối lượng riêng là 35 kg/m3, theo quy định trong ISO 845.
3.3.2 Điều kiện chấp nhận
Kết quả thử sẽ được xem xét chấp nhận khi trên bộ phận bao che gia cường, những sợi gia cường không bị mòn sau khi mài 10 000 vòng hoặc trên bộ phận bao che không được gia cường, độ dày còn ít nhất là một nửa so với bề dày ban đầu sau khi mài 10 000 vòng.
