
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 9566:2013 (ISO 15034 : 1999) về Composite – Prepreg – Xác định hàm lượng nhựa trào
TIÊU CHUẨN QUỐC GIA
TCVN 9566 : 2013
ISO 15034 : 1999
COMPOSITE – PREPREG – XÁC ĐỊNH LƯỢNG NHỰA TRÀO
Composites – Prepregs – Determination of resin flow
Lời nói đầu
TCVN 9566 : 2013 hoàn toàn tương đương với ISO 15034 : 1999.
TCVN 9566 : 2013 do Ban kỹ thuật tiêu chuẩn TCVN/TC61/SC13 “Composite và sợi gia cường” biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
COMPOSITE – PREPREG – XÁC ĐỊNH LƯỢNG NHỰA TRÀO
Composites – Prepregs – Determination of resin flow
1. Phạm vi áp dụng
Tiêu chuẩn này quy định quy trình xác định lượng nhựa trào của prepreg được làm từ sợi gia cường liên tục có tẩm trước nhựa epoxy và/hoặc nhựa polyeste không no.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn là rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi.
TCVN 9563:2013 (ISO 9782:1993), Chất dẻo – Hợp chất đúc được gia cường và prepreg – Xác định hàm lượng chất bay hơi biểu kiến.
ISO 291:1997 [1]), Plastics – Standard atmospheres for conditioning and testing (Chất dẻo – Môi trường chuẩn để điều hòa và thử).
ISO 472:1999 [2]), Plastics – Vocabulary (Chất dẻo – Từ vựng).
ISO 8604:1988, Plastics – Prepregs – Definitions of terms and symbols for designations (Chất dẻo – Prepregs – Định nghĩa thuật ngữ và ký hiệu).
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa nêu trong ISO 472 và ISO 8604
4. Nguyên tắc
Một mẫu thử nghiệm cắt từ mẫu prepreg được đặt vào giữa một tấm vải thông khí và màng chống dính. Tổ hợp này được đóng rắn ở nhiệt độ thử và dưới áp lực nén trong một máy ép nóng. Sau khi đóng rắn, loại bỏ nhựa trào ra ngoài kích thước ban đầu của mẫu thử. Lượng nhựa trào được tính toán là phần trăm chênh lệch giữa khối lượng trước và sau khi đóng rắn.
5. Thiết bị, dụng cụ
5.1. Dưỡng cắt, làm bằng kim loại hoặc vật liệu gốm, có kích thước (100 ± 1) mm x (100 ± 1)mm và dày khoảng 5mm. Kim loại cứng như thép cũng có thể sử dụng.
5.2. Dao, loại lưỡi đơn.
5.3. Cân phân tích, có khả năng cân chính xác đến 1mg.
5.4. Vải thủy tinh thông khí, loại 181 hoặc tương đương.
5.5. Màng chống dính (được đục lỗ), bền nhiệt, ví dụ polytetrafloroetylen, được đục lỗ thích hợp để nhựa có thể chảy qua đó.
5.6. Màng chống dính (không được đục lỗ), bền nhiệt, ví dụ copolyme của tetrafloroetylen và hexafloropropylen (FEP).
5.7. Máy ép nóng có bàn gia nhiệt, có thể tăng nhiệt độ lên đến 200oC và duy trì áp lực lên đến 600 kPa trên khoảng diện tích 100 mm x 100mm.
6. Chuẩn bị mẫu thử nghiệm
6.1. Từ mỗi mẫu lấy tối thiểu ba mẫu thử nghiệm.
6.2. Sử dụng dưỡng, cắt cẩn thận các mẫu thử nghiệm có kích thước 100 mm x 100 mm từ mẫu prepreg. Cắt các miếng mẫu thử theo chiều rộng của prepreg. Cắt đủ lượng miếng mẫu sao cho khi chúng được đặt lên nhau sẽ tạo ra mẫu thử nghiệm dày từ 0,2 mm đến 0,5 mm. Nếu không thể cắt được đủ số lượng miếng mẫu theo chiều rộng của prepreg (ví dụ đối với các băng hẹp) thì có thể cắt theo chiều dọc. Trong các miếng mẫu phải không bao gồm cạnh và mép của prepreg.
6.3. Trong trường hợp prepreg đơn hướng, đặt lần lượt các lớp theo hướng vuông góc với nhau. Nên sử dụng hai hoặc bốn lớp cho mỗi mẫu. Nếu số lượng khuyến cáo này không đủ để có được độ dày theo yêu cầu thì có thể sử dụng số lượng khác, nhưng phải nêu trong báo cáo thử nghiệm.
7. Điều hòa mẫu và môi trường thử
7.1. Điều hòa mẫu
Prepreg thường được giữ ở nhiệt độ thấp, khoảng – 18oC. Có thể làm ấm túi đựng prepreg đến điểm không còn sự ngưng tụ nước trên mặt ngoài túi trước khi mở. Đảm bảo rằng prepreg không hấp thụ ẩm từ môi trường.
7.2. Môi trường thử
Trừ khi có quy định khác, chuẩn bị mẫu thử và tiến hành thử trong phòng có môi trường giống một trong các môi trường chuẩn quy định trong ISO 291. Nếu máy ép nóng được lắp đặt trong môi trường được điều hòa không phù hợp thì thời gian phơi mẫu thử nghiệm trong môi trường này phải được giữ càng ngắn càng tốt.
8. Cách tiến hành
8.1. Cân mẫu thử nghiệm chính xác đến 1mg và khối lượng là m1.
8.2. Cắt hai miếng màng chống dính đục lỗ có kích thước vuông 150 mm x 150 mm.
8.3. Cắt sáu miếng vải thông khí có kích thước vuông 150 mm x 150 mm.
8.4. Cắt hai miếng màng chống dính không đục lỗ có kích thước vuông 150 mm x 150 mm.
8.5. Chuẩn bị tổ hợp mẫu thử như nêu trong Hình 1.
8.6. Đặt mẫu thử vào trong máy ép được gia nhiệt sơ bộ trước đến nhiệt độ đóng rắn quy định trước với sai số ± 3 oC và ngay lập tức tác dụng áp lực nén đồng nhất từ 400 kPa đến 600 kPa (áp lực này phải được tăng đến giá trị quy định trong khoảng 5 s khi đặt tổ hợp mẫu thử vào). Giữ áp lực này đến khi mức độ đóng rắn đủ để có thể cầm được.
Điều kiện đóng rắn được xác định bởi thỏa thuận giữa người sử dụng và người cung cấp prepreg.
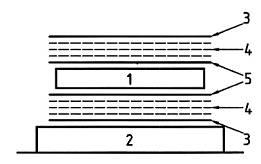
CHÚ DẪN
1 mẫu thử nghiệm
2 bề mặt làm việc
3 màng chống dính không đục lỗ
4 vải thủy tinh thông khí (ba tấm)
5 màng chống dính có đục lỗ
a) Đặt một miếng màng chống dính không đục lỗ lên bề mặt làm việc
b) Đặt ba miếng vải thông khí lên trên màng chống dính này như chỉ trong hình
c) Đặt một miếng màng chống dính có đục lỗ lên trên miếng vải thông khí
d) Đặt mẫu thử lên trên màng chống dính có đục lỗ, đồng tâm và các mép của mẫu thử song song với các mép của màng.
e) Phủ mẫu thử bằng một màng chống dính có đục lỗ khác, ba miếng vải thông khí và một màng chống dính không đục lỗ. Tất cả các mép phải thẳng hàng với nhau.
Hình 1 – Tổ hợp mẫu thử
8.7. Lấy tổ hợp mẫu thử ra khỏi máy ép và để nguội. Tách màng chống dính không đục lỗ, vải thông khí và màng chống dính có đục lỗ ra khỏi mẫu thử. Loại bỏ nhựa đã đóng rắn trào ra ngoài kích thước ban đầu của mẫu thử.
8.8. Cân lại mẫu thử chính xác đến 1 mg và ghi lại khối lượng là m2.
8.9. Lặp lại quy trình từ 8.1 đến 8.8 với các mẫu thử còn lại (phải thu được ít nhất ba kết quả).
9. Biểu thị kết quả
9.1. Tính lượng nhựa trào, Fr1 tính bằng phần trăm theo công thức sau:
![]()
Trong đó
m1 là khối lượng của mẫu thử trước khi đóng rắn, tính bằng gam;
m2 là khối lượng của mẫu thử sau khi đóng rắn, tính bằng gam.
9.2. Đối với prepreg có chất dễ bay hơi trong thành phần ban đầu thì tính lượng nhựa trào, Fr2 tính bằng phần trăm theo công thức sau:
![]()
Trong đó VC là hàm lượng chất dễ bay hơi theo phần trăm, xác định theo TCVN 9563 (ISO 9782).
10. Độ chụm
Trong phương pháp này không quy định về độ chụm do chưa có số liệu thử nghiệm liên phòng.
11. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm các thông tin sau:
a) Viện dẫn tiêu chuẩn này;
b) Tất cả các thông tin cần thiết để mô tả đầy đủ vật liệu thử;
c) Số lượng lớp sử dụng để xếp thành mẫu thử nghiệm;
d) Điều kiện đóng rắn sử dụng, ví dụ nhiệt độ đóng rắn, áp lực nén và thời gian;
e) Kết quả thu được từ từng mẫu thử trong ba mẫu và giá trị trung bình;
f) Trong trường hợp Fr2 được báo cáo thì nêu nhiệt độ mà tại đó hàm lượng chất bay hơi được xác định;
g) Loại vải thủy tinh thông khí sử dụng;
h) Loại màng chống dính có đục lỗ và màng chống dính không đục lỗ sử dụng;
i) Ngày thử nghiệm.
[1] ISO 291:1997 đã hủy được thay thế bởi ISO 291:2008. Tiêu chuẩn hiện đang được chấp nhận thành tiêu chuẩn quốc gia (TCVN).
[2] ISO 472:1999 đã hủy và được thay thế bởi ISO 472:2013
