
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 11252:2015 (ISO 11837:2011) về Máy lâm nghiệp – Hệ thống chắn vật bắn ra từ xích cưa – Tính năng và phương pháp thử
TIÊU CHUẨN VIỆT NAM
TCVN 11252:2015
ISO 11837:2011
MÁY LÂM NGHIỆP – HỆ THỐNG CHẮN VẬT BẮN RA TỪ XÍCH CƯA – TÍNH NĂNG VÀ PHƯƠNG PHÁP THỬ
Machinery for forestry – Saw chain shot guarding systems – Test method and performance criteria
Lời nói đầu
TCVN 11252:2015 hoàn toàn tương đương ISO 11837:2011.
TCVN 11252:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 23, Máy kéo và máy dùng trong nông lâm nghiệp biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
MÁY LÂM NGHIỆP – HỆ THỐNG CHẮN VẬT BẮN RA TỪ XÍCH CƯA – TÍNH NĂNG VÀ PHƯƠNG PHÁP THỬ
Machinery for forestry – Saw chain shot guarding systems – Test method and performance critteria
Chú ý – Phương pháp thử quy định trong Tiêu chuẩn này liên quan đến những công việc có thể gây nguy hiểm. Việc thử sẽ tạo ra những vật bắn ra từ xích cưa. Thực hiện việc thử trong điều kiện không có lắp tấm che bảo vệ cho máy thử. Tấm che bảo vệ chỉ được lấy ra khi các bộ phận quay đứng yên.
1 Phạm vi áp dụng
Tiêu chuẩn này quy định những yêu cầu về tính năng và phương pháp thử tương ứng đối với hệ thống chắn vật bán ra từ xích trên đầu cưa và cưa kẹp của máy lâm nghiệp.
Chỉ áp dụng đối với trường hợp gẫy vỡ xích cưa trên phía cắt của thanh dẫn hướng.
CHÚ THÍCH: Các phương pháp thử và máy móc thử khác có thể được dùng nếu chúng cho những kết quả tính năng tương đương.
2 Thuật ngữ và định nghĩa
Tiêu chuẩn này sử dụng những thuật ngữ và định nghĩa sau đây.
2.1
Vật bắn ra từ xích cưa (saw chain shot)
Vật thể bay với tốc độ cao và bao gồm một hoặc nhiều phần tử (mắt xích dẫn động, mắt xích nối, mắt xích cắt) của xích cưa bị gẫy vỡ.
CHÚ THÍCH 1: Xích cưa bao gồm các phần tử dưới dạng các mắt xích dẫn động, mắt xích cắt và mắt xích nối được nối với nhau bằng các chốt tán.
CHÚ THÍCH 2: Vật bắn ra từ xích cưa có trọng lượng từ 1g đến 100g, phụ thuộc vào kích cỡ của xích cưa và các phần tử xích cưa bị gẫy vỡ.
CHÚ THÍCH 3: Trong một loạt thử, có thể có nhiều vật được tạo ra trên cùng xích cưa bị gẫy vỡ, bắn ra theo những hướng khác nhau.
2.2
Tốc độ thiết kế cực đại của xích cưa (maximum design saw chain speed)
C
Tốc độ xích cưa cao nhất trong điều kiện không tải đối với một tổ hợp gồm xích cưa, thanh dẫn hướng và bánh sao chủ động.
2.3
Bộ phận cắt (cutting attachment)
Một tổ hợp gồm xích cưa, thanh dẫn hướng và bánh sao chủ động lắp trên đầu cưa hoặc cưa kẹp.
2.4
Hệ thống chắn vật bắn ra từ xích cưa (saw chain shot guarding system)
Hệ thống này nhằm ngăn chặn xích cưa không bị đứt và/hoặc tạo ra vật bắn ra từ xích cưa sau khi đi qua bánh sao chủ động trong trường hợp xích cưa bị gẫy, vỡ.
2.5
Panen tham chiếu (reference panel)
Panen phẳng gồm một tấm nhựa, bìa cactông hoặc vật liệu tương tự để hiển thị vật bắn ra từ xích cưa.
3 Thiết bị thử
3.1 Máy móc thử
Hệ thống chắn vật bắn ra từ xích cưa với toàn bộ các bộ phận của nó được bắt vào giá thử giống như lắp vào đầu cưa hoặc cưa kẹp tương ứng. Một cách khác, toàn bộ đầu cưa hoặc cưa kẹp được bắt vào giá thử.
3.2 Cụm truyền động
Cụm truyền động được duy trì ở tốc độ không đổi trong phạm vi 2 m/s trong khi gẫy vỡ, có tính đến sự tăng lên của lực liên quan đến sự gẫy vỡ xích cưa.
CHÚ THÍCH: Có một cách thích hợp để thực hiện công việc này là sử dụng một động cơ điện (15 kW và 50 vòng/s) với một bộ truyền đai và bánh răng tăng tốc độ lên bốn lần và với một bánh đà 15 kg lắp trên trục truyền động (đường kính 360 mm và dày 19 mm).
3.3 Cơ cấu điều khiển tốc độ xích cưa
Cơ cấu này có thể điều chỉnh được tốc độ xích cưa trong phạm vi từ 30 m/s đến 60 m/s với dung sai lớn nhất ± 2 m/s.
3.4 Đo tốc độ trục truyền động
Dùng một đồng hồ chỉ thị đo tốc độ trục truyền động để kiểm tra tốc độ xích cưa với độ sai lệch lớn nhất là ± 1,0%.
3.5 Hệ thống căng xích cưa
Hệ thống căng xích cưa phải căng được xích cưa theo khuyến nghị của nhà sản xuất.
3.6 Hệ thống bôi trơn xích cưa
Hệ thống bôi trơn xích cưa phải bôi trơn được xích cưa với dòng dầu và chất lượng dầu theo khuyến nghị của nhà sản xuất.
3.7 Cơ cấu hãm dừng xích cưa
Cơ cấu hãm dừng xích cưa được quy định trong Phụ lục A.
3.8 Tấm che bảo vệ
Tấm che bảo vệ phải bao trùm hoàn toàn trang bị thử và đầu cưa hoặc cưa kẹp trong khi thử. Tấm che bảo vệ phải có độ bền ít nhất tương đương với thép tấm chiều dày 6 mm.
4 Bộ phận cắt
4.1 Thanh dẫn hướng
Phải chọn thanh dẫn hướng dài nhất có sẵn cho các loạt thử. Nếu máy có thanh dẫn hướng có hình dạng khác, nó cũng phải được thử.
Thanh dẫn hướng phải được lắp trên một cụm với các phụ kiện gá lắp nguyên bản, theo quy cách kỹ thuật của nhà sản xuất.
4.2 Bánh sao chủ động
Phải thực hiện các loạt thử theo quy cách vận hành của nhà sản xuất, có lắp bánh sao chủ động có sẵn trong bộ phận cắt nguyên bản mà nhà sản xuất cung cấp.
a) tốc độ xích cưa cao nhất
b) khoảng cách lớn nhất giữa bánh sao chủ động và hệ thống chắn vật bắn ra từ xích cưa.
4.3 Xích cưa
Phải chọn xích cưa theo khuyến nghị trong sổ tay hướng dẫn sử dụng đầu cưa hoặc cưa kẹp của nhà sản xuất để sử dụng cùng với thanh dẫn hướng và bánh sao chủ động. Một trong những kích thước xích cưa tham khảo sau đây cần được ưu tiên:
– xích cưa có bước 0,404 inch, chiều dày 1,6 mm;
– xích cưa có bước 0,404 inch, chiều dày 2,0 mm;
– xích cưa có bước ¾ inch, chiều dày 3,1 mm.
Số lượng mắt xích dẫn động được xác định liên quan đến chiều dài của thanh dẫn hướng.
5 Panen tham chiếu
Chuẩn bị hai panen tham chiếu (xem mục 1a và 1b trong Hình 1) rộng 400 mm ± 20 mm và dài 1 000 mm ± 20 mm, gồm tấm nhựa, bìa cactông hoặc vật liệu tương tự. Vị trí và hướng của hai panen tham chiếu được mô tả trong Hình 1.
6 Định chuẩn trước khi thử
Thực hiện việc định chuẩn trước nhằm bảo đảm độ tin cậy của các kết quả thử.
Thực hiện mười loạt thử mà không lắp hệ thống chắn vật bắn ra từ cưa xích nhằm đánh giá chức năng việc sắp đặt thử. Thực hiện quy trình thử như quy định trong Điều 8, nhưng không lắp hệ thống chắn vật bắn ra từ cưa xích. Tiến hành năm loạt thử với tốc độ xích cưa bằng 0,8 lần tốc độ thiết kế cực đại C, năm loạt thử với 1,2 C. Ít nhất có bốn trong năm loạt thử ở mỗi tốc độ phải có một vật bắn ra từ xích cưa xuyên qua một trong các panen tham chiếu.
Nếu toàn bộ đầu cưa hoặc cưa kẹp được thử, một số chi tiết của hệ thống chắn vật bắn ra từ cưa xích và các chi tiết cản trở (xem 7.3) phải được tháo ra trước khi thử định chuẩn, nhằm bảo đảm tạo ra được các vật bắn ra từ xích cưa.
Nếu chỉ tiêu ít nhất có bốn vật bắn ra từ xích cưa trong năm loạt thử không đạt được, cần phải sắp đặt lại việc thử và làm lại việc định chuẩn trước cho đến khi đạt được chỉ tiêu này.
Kích thước tính bằng milimet
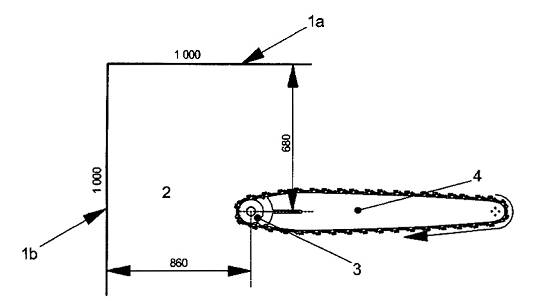
CHÚ DẪN:
1a panen tham chiếu song song với đường tâm thanh dẫn hướng
1b panen tham chiếu thẳng góc với đường tâm thanh dẫn hướng
2 vùng vật bắn ra từ xích cưa
3 bánh sao chủ động
4 thanh dẫn hướng
a chiều quay của xích cưa
Hình 1 – Thanh dẫn hướng và vị trí các mặt phẳng tham chiếu
7 Lắp hệ thống chắn vật bắn ra từ xích cưa vào giá thử
7.1 Định vị
Hệ thống chắn vật bắn ra từ xích cưa phải được định vị ở cùng một khoảng cách, cả theo phương nằm ngang và thẳng đứng, từ bánh sao chủ động như nguyên bản trên đầu cưa hoặc cưa kẹp.
7.2 Các vị trí thay đổi khác
Nếu vị trí của hệ thống chắn vật bắn ra từ xích cưa thay đổi đối với thanh dẫn hướng trong khi cắt, hệ thống này phải được thử trong ba vị trí khác nhau sau đây
– Vị trí 1 – thanh dẫn hướng ở vị trí “home“;
– Vị trí 2 – thanh dẫn hướng ở một nửa độ sâu cắt;
– Vị trí 3 – thanh dẫn hướng ở độ sâu cắt lớn nhất.
7.3 Các chi tiết cản trở
Bất kỳ chi tiết nào trên đầu cưa hoặc cưa kẹp có thể ảnh hưởng đến tình trạng của xích cưa gãy vỡ, cần được xem xét trong việc thử.
VÍ DỤ: Các vít, đai ốc, vết hàn, đúc và chi tiết gia cường.
8 Quy trình thử
Thử nghiệm phải được tiến hành như sau:
a) Lắp hệ thống chắn vật bắn ra từ xích cưa và bộ phận cắt (thanh dẫn hướng, xích cưa và bánh sao chủ động) vào giá thử. Chỉ được dùng các xích cưa mới.
Cách khác, cụ thể bắt một đầu cưa hoặc cưa kẹp lên giá thử.
b) Nối bánh sao chủ động vào hệ thống truyền động và kích hoạt hệ thống bôi trơn xích cưa.
c) Định vị cơ cấu hãm dừng xích cưa (xem Phụ lục A). Vị trí phải phụ thuộc vào chiều dài thanh dẫn hướng, XS, đo từ tâm của bánh sao chủ động đến cạnh đầu của thanh dẫn hướng. Xem Hình 2. Khoảng cách X1 phải bằng 0,5 XS và khoảng cách X2 phải bằng 0,8 XS.
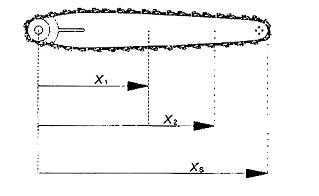
Hình 2 – Các vị trí cơ cấu hãm dừng xích cưa
d) Đặt tải trước lên cơ cấu hãm dừng xích cưa và khóa nó tại vị trí ban đầu càng gần với xích cưa càng tốt trong khi vẫn cho phép xích cưa di chuyển một cách tự do. Xem Hình A.1.
e) Mở khóa cơ cấu hãm dừng xích cưa và đặt tấm che bảo vệ vào vị trí trước khi tiến hành bất cứ loạt thử nào.
f) Điều chỉnh độ căng xích cưa và tấm che bảo vệ được đặt vào vị trí, cho phép bộ phận cắt chạy và nóng lên.
g) Bắt đầu loạt thử bằng cách cho xích cưa chạy.
h) Điều chỉnh và hiệu chuẩn tốc độ xích cưa tới tốc độ thử đã chọn, duy trì tốc độ này không đổi trong ± 2 m/s.
i) Ngắt cơ cấu hãm dừng xích cưa.
j) Tắt nguồn động lực đến hệ thống truyền động và đợi cho tất cả các bộ phận quay dừng lại hoàn toàn.
k) Mở tấm che bảo vệ
l) Đánh giá tất cả các panen tham chiếu. Nếu một panen tham chiếu bị xích cưa xuyên thủng, phải ghi vào báo cáo.
m) Chụp ảnh mỗi mẫu thử của xích cưa bị đứt gẫy, kể cả tất cả các chi tiết bị lỏng.
n) Tiếp tục với loạt thử tiếp theo Điều 9.
9 Số loạt thử tổng cộng
Mối loạt thử phải bao gồm ba thử nghiệm với cùng một cấu hình của giá thử. Số loạt thử tổng cộng cũng sẽ phụ thuộc vào số lượng các thanh dẫn hướng (xem 4.1) và bánh sao khác nhau (xem 4.2) và các vị trí có thể của hệ thống chắn vật bắn ra từ xích cưa (xem 7.2), cũng như ít nhất hai vị trí của cơ cấu hãm dừng xích cưa được lựa chọn xem Điều 8, c) và hai tốc độ xích cưa khác nhau. Hai tốc độ xích cưa khác nhau phải bằng
– 1,2 lần tốc độ thiết kế cực đại của xích cưa, C và
– 0,8 lần tốc độ thiết kế cực đại của xích cưa, C.
Bảng 1 trình bày trình tự loạt thử yêu cầu với hai loại thanh dẫn hướng và một vị trí có thể của hệ thống chắn vật bắn ra từ cưa xích.
Để đánh giá độ bền mài mòn trên hệ thống chắn vật bắn ra từ xích cưa, phải tiến hành ít nhất 24 loạt thử. Nếu chỉ cú một thanh dẫn hướng được thử, thì cần lặp lại loạt thử số 1 đến 12 ở các tốc độ xích cưa và các vị trí của cơ cấu hãm dừng xích cưa khác nhau.
10 Yêu cầu về tính năng
Hệ thống chắn vật bắn ra từ xích cưa được xem là không đạt nếu một vật bắn ra từ xích cưa đi qua panen tham chiếu trong bất cứ loạt thử riêng lẻ nào.
Mức độ mòn của xích cưa trên hệ thống chắn vật bắn ra từ xích cưa lớn nhất phải bằng 50 % bề chiều dày vật liệu nguyên gốc hoặc 2 mm, lấy giá trị nhỏ hơn trong hai giá trị này, sau 24 loạt thử.
11 Báo cáo kết quả thử
Báo cáo kết quả thử bao gồm ít nhất những kết quả thử ghi được trong Bảng 1 và các thông tin sau đây:
a) mô tả các phương tiện thử hoặc cách sắp đặt thử, tên của thiết bị thử, ngày thử;
b) viện dẫn đến tiêu chuẩn này (TCVN 11252);
c) nhận dạng của hệ thống chắn vật bắn ra từ xích cưa (nhà sản xuất, ảnh, số bản vẽ hoặc số chi tiết);
d) bản thiết kế hệ thống chắn vật bắn ra từ xích cưa và quy cách vật liệu (ảnh hoặc bản vẽ);
e) cách lắp hệ thống chắn vật bắn ra từ xích cưa trong giá thử, kể cả bất kỳ chi tiết cản trở nào từ kết cấu gần vùng bánh sao chủ động (ảnh hoặc bản vẽ);
f) nhận dạng các vị trí khác nhau của hệ thống chắn vật bắn ra từ xích cưa (nếu áp dụng);
g) bộ phận cắt (xích cưa, thanh dẫn hướng và bánh sao);
h) cảng xích cưa;
i) loại dầu bôi trơn xích cưa;
j) mô tả trình tự các loạt thử (tốc độ xích cưa, vị trí của hệ thống chắn vật bắn ra từ xích cưa, vị trí của cơ cấu hãm dừng xích cưa, thanh dẫn hướng và bánh sao);
k) số lượng vật bắn ra từ xích cưa đi qua các panen tham chiếu (xem Điều 10);
I) mức độ mòn trên hệ thống chắn vật bắn ra từ xích cưa sau 24 loạt thử (xem Điều 10);
m) ảnh hoặc video của mỗi mẫu trong loạt thử của xích cưa bị gẫy vỡ, kể cả các chi tiết bị lỏng;
n) thông báo về kết quả thử, gồm cả thông tin về hệ thống chắn vật bắn ra từ xích cưa có kết quả thử;
o) Bất kỳ một cải tiến nào về sắp đặt thử và quy trình thử cụ thể là cần thiết, kể cả việc đánh giá về cải tiến đó.
Bảng 1 – Trình tự các loạt thử yêu cầu
|
Số loạt thử |
Tốc độ xích cưa m/s |
Vị trí thay đổi của hệ thống chắn vật bắn ra từ xích cưa |
Khoảng cách để định vị cơ cấu hãm dừng xích cưa |
Số của thanh dẫn hướng |
Số của bánh sao |
Kết quả (vị trí của vật bắn ra từ xích cưa qua panen tham chiếu) |
Số của chi tiết xích cưa (ảnh) |
|
1 |
1,2C |
A |
X1 |
1 |
1 |
|
|
|
2 |
1,2C |
A |
X1 |
1 |
1 |
|
|
|
3 |
1,2C |
A |
X1 |
1 |
1 |
|
|
|
4 |
0,8C |
A |
X1 |
1 |
1 |
|
|
|
5 |
0,8C |
A |
X1 |
1 |
1 |
|
|
|
6 |
0,8C |
A |
X1 |
1 |
1 |
|
|
|
7 |
1,2C |
A |
X2 |
1 |
1 |
|
|
|
8 |
1,2C |
A |
X2 |
1 |
1 |
|
|
|
9 |
1,2C |
A |
X2 |
1 |
1 |
|
|
|
10 |
0,8C |
A |
X2 |
1 |
1 |
|
|
|
11 |
0,8C |
A |
X2 |
1 |
1 |
|
|
|
12 |
0,8C |
A |
X2 |
1 |
1 |
|
|
|
13 |
1,2C |
A |
X1 |
2 |
1 |
|
|
|
14 |
1,2C |
A |
X1 |
2 |
1 |
|
|
|
15 |
1,2C |
A |
X1 |
2 |
1 |
|
|
|
16 |
0,8C |
A |
X1 |
2 |
1 |
|
|
|
17 |
0,8C |
A |
X1 |
2 |
1 |
|
|
|
18 |
0,8C |
A |
X1 |
2 |
1 |
|
|
|
19 |
1,2C |
A |
X2 |
2 |
1 |
|
|
|
20 |
1,2C |
A |
X2 |
2 |
1 |
|
|
|
21 |
1,2C |
A |
X2 |
2 |
1 |
|
|
|
22 |
0,8C |
A |
X2 |
2 |
1 |
|
|
|
23 |
0,8C |
A |
X2 |
2 |
1 |
|
|
|
24 |
0,8C |
A |
X2 |
2 |
1 |
|
|
|
n |
|
|
|
|
|
|
|
|
C tốc độ xích cưa thiết kế cực đại A Vị trí 1,2 hoặc 3 theo 7.2 X1, X2 xem 8c) và Hình 2 |
|||||||
Phụ lục A
(tham khảo)
Cơ cấu hãm dừng xích cưa
Chức năng của cơ cấu hãm dừng xích cưa là kịp thời giữ và khóa xích cưa đang chuyển động trong khoảng nửa bước xích của nó mà không làm kẹp xích cưa vào thanh dẫn hướng.
Cơ cấu hãm dừng xích cưa bao gồm những bộ phận sau đây:
a) một cơ cấu để định vị cơ cấu hãm dừng trên thanh dẫn hướng tại những vị trí quy định;
b) một bộ phận giới hạn hành trình (xem Hình A.1) để điều chỉnh độ cao của đầu mũi cơ cấu hãm dừng xích cưa sao cho ở vị trí nhả của nó (xem Hình A.2), nó sẽ kịp thời giữ và khóa xích cưa đang chuyển động mà không làm kẹp xích cưa vào thanh dẫn hướng (xem Hình A.3);
c) một cơ cấu để giữ đầu mũi cơ cấu hãm dừng xích cưa chịu tải trước và khóa ở vị trí khởi đầu (xem Hình A.1);
d) một cơ cấu cơ khí để nhả đầu mũi cơ cấu hãm dừng xích cưa từ vị trí ban đầu của nó, tốt hơn là bằng cách điều khiển từ xa (xem Hình A.2).
Hình dạng đầu mũi của cơ cấu hãm dừng xích cưa phải sửa đổi cho phù hợp với hình dạng mắt xích cắt của xích cưa (xem Hình A.3). Độ cao của đầu mũi phải bằng 1,8 lần độ cao của răng cưa.
Thiết kế đầu mũi phải đủ cứng để chịu được những lực tác động.

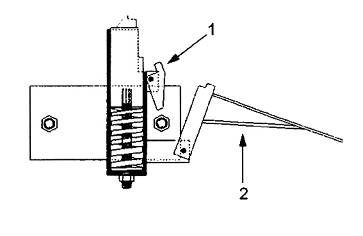
CHÚ DẪN:
1 cơ cấu khóa ở vị trí khóa
2 cơ cấu nhả
3 bộ phận giới hạn hành trình
Hình A.1 – Cơ cấu hãm dừng xích cưa chịu tải trước và khóa
CHÚ DẪN:
1 cơ cấu khóa ở vị trí nhả
2 cơ cấu nhả
Hình A.2 – Cơ cấu hãm dừng xích cưa được nhả

CHÚ DẪN:
1 đầu mũi của cơ cấu hãm dừng xích cưa
Hình A.3 – Cơ cấu hãm dừng xích cưa đang khóa xích cưa
