
Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 11253:2015 (ISO 11839:2010) về Máy lâm nghiệp – Vật liệu panen và kính sử dụng trong buồng lái để bảo vệ người vận hành không bị răng cưa văng vào – Tính năng và phương pháp thử
TIÊU CHUẨN VIỆT NAM
TCVN 11253:2015
ISO 11839:2010
MÁY LÂM NGHIỆP – VẬT LIỆU PANEN VÀ KÍNH SỬ DỤNG TRONG BUỒNG LÁI ĐỂ BẢO VỆ NGƯỜI VẬN HÀNH KHÔNG BỊ RĂNG CƯA VĂNG VÀO – TÍNH NĂNG VÀ PHƯƠNG PHÁP THỬ
Machinery for forestry – Glazing and panel materials used in operator enclosures for protection against thrown sawteeth – Test method and performance criteria
Lời nói đầu
TCVN 11253:2015 hoàn toàn tương đương ISO 11839:2010 và đính chính 1:2012.
TCVN 11253:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 23, Máy kéo và máy dùng trong nông lâm nghiệp biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
MÁY LÂM NGHIỆP – VẬT LIỆU PANEN VÀ KÍNH SỬ DỤNG TRONG BUỒNG LÁI ĐỂ BẢO VỆ NGƯỜI VẬN HÀNH KHÔNG BỊ RĂNG CƯA VĂNG VÀO – TÍNH NĂNG VÀ PHƯƠNG PHÁP THỬ
Machinery for forestry – Glazing and panel materials used in operator enclosures for protection against throw sawteeth – Test method and performance criteria
Chú ý – Một vài thử nghiệm được quy định trong tiêu chuẩn này có liên quan đến việc sử dụng những quá trình có thể dẫn đến tình huống nguy hiểm.
1. Phạm vi áp dụng
Tiêu chuẩn này quy định những phương pháp thử và yêu cầu về tính năng nhằm xác định khả năng bảo vệ của các vật liệu panen được dùng trong buồng lái của máy lâm nghiệp đồ bảo vệ người vận hành không bị răng cưa của các bộ phận cưa vòng văng vào. Loại nguy hiểm cụ thể này được định nghĩa riêng bởi kích cỡ và vận tốc của răng cưa và là tính chất riêng cho các loại thiết bị cắt loại này.
Tiêu chuẩn này có thể áp dụng cho vật liệu panen dùng cho máy lâm nghiệp được định nghĩa trong TCVN 9201 (ISO 6814) có bao gồm bộ phận tích hợp hoặc gắn kèm lưỡi cưa vòng, được điều khiển hoặc vận hành bằng máy chính (ví dụ cưa cắt ngọn, cưa chặt hạ hoặc cưa cắt khúc)
2. Thuật ngữ và định nghĩa
Những tài liệu sau đây là rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với những tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, (bao gồm cả các sửa đổi, bổ sung).
TCVN 9201 (ISO 6814), Máy lâm nghiệp – Máy di động và tự hành -Thuật ngữ, định nghĩa và phân loại.
3. Thử nghiệm
3.1. Thiết bị thử
3.1.1. Thiết bị phóng vật phóng, có khả năng đẩy những vật phóng thử nghiệm quy định ở những tốc độ yêu cầu. Thiết bị phóng phải có cơ cấu điều khiển để có thể kiểm soát điều chỉnh được tốc độ. Thiết bị phóng cũng phải có cơ cấu định hướng và dẫn hướng vật phóng thử nghiệm theo chuyển động tuyến tính tương đối với bề mặt cắt hướng về mục tiêu. Vật phóng thử nghiệm có thể được đỡ trong thiết bị phóng bằng một giá giữ (ví dụ một guốc đỡ). Giá giữ vật phóng thử nghiệm phải có khối lượng nhỏ hơn 10% khối lượng của vật phóng có răng được đẩy đi, và bất cứ va đập nào của giá giữ đến panen thử nghiệm đều không quan trọng đối với kết quả thử (xem Hình 1).
3.1.2. Vật phóng thử nghiệm (F1) gồm một răng cưa bốn điểm nhọn đại diện, 300g ±5g, với bề mặt cắt hình vuông cạnh 50mm ± 1mm (xem Hình 2)
3.1.3. Vật phóng thử nghiệm (F2) gồm một răng cưa bốn điểm nhọn đại diện, 800g ±5g, với bề mặt cắt hình vuông cạnh 60mm ± 1mm (xem Hình 2)
3.1.4. Lỗ panen mục tiêu, gồm một khung thép cứng bao quanh một lỗ hình vuông cạnh 450 mm ±1 mm x 450 mm ±1 mm.
3.1.5. Panen chỉ thị bằng cactông lượn sóng, 500mm x 500mm, đặt ngay sau lỗ panen mục tiêu.
3.1.6. Kết cấu đỡ mục tiêu định vị chắc chắn cụm mục tiêu thẳng góc với đường chuyển động của vật phóng thử nghiệm, với bề mặt mục tiêu 3000 mm ± 50 mm tính từ miệng thiết bị phóng.
3.1.7. Phương tiện đo tốc độ vật phóng thử nghiệm với độ chính xác ± 2 m/s.
3.1.8. Phương tiện đo nhiệt độ bề mặt panen với độ chính xác ± 1°C.
3.1.9. Kết cấu bảo vệ xung quanh đường vật phóng thử nghiệm chuyển động, cụm mục tiêu và panen chỉ thị nhằm bảo vệ cá nhân tiến hành thử.
3.2. Mẫu thử và lắp đặt
3.2.1. Các mẫu thử phải là đại diện của vật liệu sản phẩm quy cách thương mại. Thuộc tính vật liệu thích hợp phải được xác định và báo cáo để kiểm tra điều kiện thử.
3.2.2. Các mẫu thử phải được lắp vào lỗ panen mục tiêu bằng cách dùng các phương pháp lắp ghép theo quy định của nhà chế tạo. Ngoại trừ trường hợp các mẫu thử từ vật liệu được gắn kết bằng phương pháp cố định như hàn; những mẫu này có thể gắn kết vào một khung riêng rẽ rồi bắt bulông vào lỗ panen mục tiêu. Việc lắp ghép các chi tiết phải được ghi lại và báo cáo.
3.3. Phương pháp thử
3.3.1. Năm mẫu được thử ở nhiệt độ thấp và năm mẫu ở nhiệt độ trong phòng. Mỗi mẫu thử chịu tác động một lần. Các mẫu thử nhiệt độ thấp phải được điều hòa trong 3h trước khi thử với bên chịu tác động được phơi ở nhiệt độ -32 °C ± 3 °C, và phía bên người vận hành được phơi ở nhiệt độ trong phòng là +22 °C ± 3 °C. Các mẫu thử ở nhiệt độ trong phòng phải được điều hóa trong 3h ở nhiệt độ +22 °C ± 3 °C.
3.3.2. Năm mẫu thử vật liệu phi kim loại cũng phải thử trong môi trường nhiệt độ cao ở nhiệt độ +49 °C ±3 °C. Các mẫu thử phải được điều hòa ở nhiệt độ cao trong tối thiểu 3h trước khi thử.
3.3.3. Mỗi vật liệu phải được thử ở mức năng lượng thích hợp, bằng
• 1084 J đến 1311 J cho F1, hoặc
• 4840 J đến 5856 J cho F2
Chọn mức năng lượng phải dựa trên việc xem xét loại mối nguy hiểm của răng cưa văng ra mà vật liệu phải chịu, theo Phụ lục B.
3.3.4. Vật phóng thử nghiệm F1 phải va đập vào mục tiêu với tốc độ 85 m/s đến 94 m/s. Vật phóng thử nghiệm F2 phải va đập vào mục tiêu với tốc độ 110 m/s đến 121 m/s.
3.3.5. Nếu tốc độ của vật phóng thử nghiệm nhỏ hơn tốc độ quy định tối thiểu và mẫu thử không hỏng, thì phải lặp lại phép thử. Nếu tốc độ của vật phóng thử nghiệm nhỏ hơn tốc độ quy định tối thiểu và mẫu thử bị hỏng, kết quả thử (hư hỏng) được chấp nhận. Nếu tốc độ của vật phóng thử nghiệm lớn hơn tốc độ cực đại và mẫu thử là đạt, thì kết quả thử (đạt) coi như có thể chấp nhận.
3.3.6. Vật phóng thử nghiệm phải va đập vào panen với bề mặt cắt hướng đến ít nhất ba va đập mẫu, và bên trong lỗ mục tiêu.
4. Yêu cầu tính năng
Vật liệu panen được coi là không đạt nếu vật phóng thử nghiệm và/hoặc các mảnh vỡ của panen va đập vào panen chỉ thị. Tất cả các mẫu phải qua việc thử nghiệm để vật liệu được phân loại ở mức độ thử.
5. Báo cáo kết quả thử
Kết quả thử phải được báo cáo theo nội dung ghi trong Phụ lục A.
Kích thước tính bằng milimet

CHÚ DẪN
|
1 |
panen chỉ thị |
|
2 |
lỗ panen mục tiêu |
|
3 |
panen mục tiêu |
|
4 |
kết cấu đỡ mục tiêu |
|
5 |
đường chuyển động |
|
6 |
thiết bị phóng vật phóng |
Hình 1 – Minh họa bố trí đặt trang bị thử
Kích thước tính bằng milimet
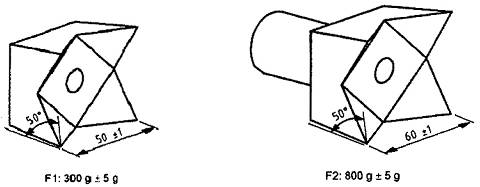
Hình 2 – Minh họa quy cách vật phóng thử nghiệm
Phụ lục A
(Qui định)
Báo cáo kết quả thử
A.1 Mô tả vật liệu
Nhà sản xuất…………………………………………………………………………………………………………….
Kích thước (độ dày)…………………………………………………………………………………………………..
Cấu tạo (lớp, tráng mạ, vv…)……………………………………………………………………………………….
Thành phần vật liệu…………………………………………………………………………………………………….
Nguồn thông tin, số lô, ngày sản xuất……………………………………………………………………………
Phương pháp lắp kính………………………………………………………………………………………………..
A.2 Điều kiện thử
Số mẫu/thử………………………………………………………………………………………………………………
Nhiệt độ vật liệu………………………………………………………………………………………………………..
Khối lượng vật phóng thử nghiệm…………………………………………………………………………………
Tốc độ vật phóng thử nghiệm thực tế khi va đập……………………………………………………………..
Hướng của vật phóng thử nghiệm khi va đập………………………………………………………………….
A.3 Tổng số thử nghiệm
Số mẫu được thử ở mỗi điều kiện nhiệt độ
|
…./-32 °C, |
…../+22 °C, |
…./+49 °C (chỉ đối với vật liệu phi kim loại) |
Số mẫu thử đạt ở mỗi điều kiện nhiệt độ
|
…./-32 °C, |
…../+22 °C, |
…./+49 °C (chỉ đối với vật liệu phi kim loại) |
A.4 Kết quả thử
Tốc độ của vật phóng thử nghiệm đáp ứng/không đáp ứng các tiêu chuẩn quy định (xem 3.3.4)
Vật liệu không đạt/đạt dưới va đập (xem Điều 4)
Do đó kết quả thử được nghiệm thu/không được nghiệm thu theo yêu cầu của Tiêu chuẩn (xem Điều 4) và vật liệu thử đạt/không đạt.
Ngày thử………………………………………………..
Tên và địa chỉ cơ sở thử………………………………
Tên kỹ sư thử…………………………………………
Ngày và số báo cáo thử……………………………..
Phụ lục B
(Qui định)
Mối nguy hiểm do răng cưa văng ra từ cưa vòng
Một trong các phương tiện dùng để cắt cây là cưa vòng, là một đĩa quay có các răng đặt quanh chu vi. Có hai loại cưa vòng cơ bản: cưa gián đoạn, trong đó cưa chỉ quay khi nó được truyền động lực qua một cây; và cưa liên tục, trong đó cưa luôn quay. Cưa gián đoạn có xu hướng thiết kế tốc độ thấp hơn, mômen cao hơn, trong khi cưa liên tục có tốc độ cao và mômen thấp hơn. Quán tính dự trữ trong đĩa cưa tốc độ cao là yếu tố chủ chốt giữ chuyển động quay trong khi cắt. Các đĩa của cưa liên tục cũng xu hướng có đường kính lớn hơn các đĩa cưa gián đoạn. Nói chung mối nguy hiểm răng cưa văng ra liên quan với thiết kế cưa liên tục ở đó tốc độ đỉnh là cao nhất và khả năng tiếp xúc của dao cắt không được bảo vệ là nhiều hơn.
Một cuộc điều tra về các đặc tính kỹ thuật của đầu cưa tốc độ cao được thực hiện trên 40 mẫu trong sản xuất hiện hành. Các thiết kế cũ hơn, vẫn còn được dùng, nhưng các đặc tính kỹ thuật thì không còn. Hầu hết các thiết kế (68%) quay ở tốc độ 1300 min-1 hoặc lớn hơn, mặc dù tốc độ quay có phạm vi từ 600 min-1 đến 1650 min-1. Tổng hợp số vòng quay với đường kính đĩa để tính toán tốc độ đỉnh bộc lộ một sự phân bố hẹp hơn, với hầu hết các thiết kế (88%) làm việc ở tốc độ đỉnh tới 85 m/s. Tốc độ đỉnh cao nhất trong các thiết kế mẫu là 102 m/s.
Có rất ít thông tin về các loại sai hỏng của răng cưa vòng. Những một số ít báo cáo cho rằng các bu lông bắt chặt bị lỏng có thể dẫn đến việc tách rời. Người vận hành cũng cho báo cáo về hiện tượng mất răng cưa trong các báo cáo về an toàn. Với mục đích của tiêu chuẩn này, giả định rằng nếu một bu lông bắt chặt bị hỏng, răng cưa sẽ tách rời khỏi đế giữ và mang trong đó các mảnh vỡ xung quanh bên trong của tấm bảo vệ cưa. Tại điểm thoát ra, răng cưa có thể chuyển động với tốc độ đỉnh. Việc thử tính năng được tạo nên quanh giả định về chuyển động theo đường thẳng ở tốc độ đỉnh. Tuy nhiên có thể có những loại sai hỏng khác có thể sinh ra những tốc độ răng cưa cao hơn trong điều kiện trên đồng.
Có rất nhiều kiểu thiết kế đầu cưa, thì cũng nhiều kiểu thiết kế răng cưa và cấu hình lắp đặt. Các răng cưa nói chung có nhiều bề mặt cắt, cho phép định vị lại nhằm bù vào hao mòn. Có các kiểu răng cưa không chân một mảnh và hai mảnh. Răng cưa không chân cơ bản là một bề mặt cắt lắp trực tiếp lên đĩa cưa. Các thiết kế răng cưa một và hai mảnh có một chân tròn đằng sau răng khít vào lỗ trong đế. Răng cưa một mảnh là một hợp phần của răng cưa và chân, trong khi răng hai mảnh có các bề mặt cắt có thể thay thế được. Răng chân dài một mảnh với rãnh 57 mm có khối lượng gần 800g. Răng có rãnh 51 mm với chân phổ biến hơn có khối lượng khoảng 500 g, trong khi răng không chân có khối lượng 300 g hoặc nhỏ hơn.
Động năng, Ek của một răng cưa chuyển động ở tốc độ đỉnh được tính bằng Jun (J) là tích của khối lượng và tốc độ:
Ek = 0,5 x m x v2
Chọn một mức độ thử thích hợp đối với vật liệu panen phải dựa trên cơ sở tính toán mức năng lượng dự đoán trước của thế năng răng cưa văng ra trên thiết kế đặc biệt. Chọn năng lượng thử bằng hoặc cao hơn giá trị tính toán.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 9648 (ISO 8083), Máy lâm nghiệp – Kết cấu bảo vệ phòng chống vật rơi – Thử nghiệm trong phòng thí nghiệm và yêu cầu tính năng kỹ thuật
[2] TCVN 9584 (ISO 8084), Máy lâm nghiệp – Kết cấu bảo vệ người vận hành – Thử nghiệm trong phòng thử nghiệm và yêu cầu đặc tính
[3] TCVN 11252 (ISO 11837), Máy lâm nghiệp – Hệ thống chắn vật bắn ra từ xích cưa – Tính năng và phương pháp thử.
