
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 2262:1977 về Sai số cho phép khi đo những kích thước độ dài đến 500 mm do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
TIÊU CHUẨN NHÀ NƯỚC
TCVN 2262 – 77
SAI SỐ CHO PHÉP KHI ĐO NHỮNG KÍCH THƯỚC ĐỘ DÀI ĐẾN 500 mm
Tiêu chuẩn này áp dụng cho các kích thước độ dài đến 50 mm và quy định những sai số đo cho phép khi kiểm tra nghiệm thu, quy tắc xác định giới hạn nghiệm thu có tính đến sai số đo cho phép.
Tiêu chuẩn này không áp dụng cho những kích thước có sai số đo cho phép đã được quy định trong các tiêu chuẩn khác và những kích thước có sai lệch giới hạn không chỉ dẫn.
1. TRỊ SỐ CỦA SAI SỐ CHO PHÉP
1.1. Sai số đo cho phép (![]() ) tính theo dung sai IT được quy định trong bảng 1.
) tính theo dung sai IT được quy định trong bảng 1.
Bảng 1
|
Kích thước danh nghĩa, mm |
Cấp chính xác |
||||||||||||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||||||||
|
|
|||||||||||||||||
|
IT |
|
IT |
|
IT |
|
IT |
|
IT |
|
IT |
|
IT |
|
||||
|
Đến 3 |
1,2 |
0,4 |
2,0 |
0,8 |
3 |
1,0 |
4 |
1,4 |
6 |
1,8 |
10 |
3,4 |
14 |
3,0 |
|||
|
Trên |
3 |
đến |
6 |
1,5 |
0,6 |
2,5 |
1,0 |
4 |
1,4 |
5 |
1,6 |
8 |
2,0 |
12 |
3,0 |
18 |
4,0 |
|
– |
6 |
– |
10 |
1,5 |
0,6 |
2,5 |
1,0 |
4 |
1,4 |
6 |
2,0 |
9 |
2,0 |
15 |
4,0 |
22 |
5,0 |
|
– |
10 |
– |
18 |
2,0 |
0,8 |
3,0 |
1,2 |
5 |
1,6 |
8 |
2,8 |
11 |
3,0 |
18 |
5,0 |
27 |
7,0 |
|
– |
18 |
– |
30 |
2,5 |
1,0 |
4,0 |
1,4 |
6 |
2,0 |
9 |
3,0 |
13 |
4,0 |
21 |
6,0 |
33 |
8,0 |
|
– |
30 |
– |
50 |
2,5 |
1,0 |
4,0 |
1,4 |
7 |
2,4 |
11 |
4,0 |
16 |
5,0 |
25 |
7,0 |
39 |
10,0 |
|
– |
50 |
– |
80 |
3,0 |
1,2 |
5,0 |
1,8 |
8 |
2,8 |
13 |
4,0 |
19 |
5,0 |
30 |
9,0 |
46 |
12,0 |
|
– |
80 |
– |
120 |
4,0 |
1,6 |
6,0 |
2,0 |
10 |
3,0 |
15 |
5,0 |
22 |
6,0 |
35 |
10,0 |
54 |
12,0 |
|
– |
120 |
– |
180 |
5,0 |
2,0 |
8,0 |
2,8 |
12 |
4,0 |
18 |
6,0 |
25 |
7,0 |
40 |
12,0 |
63 |
16,0 |
|
– |
180 |
– |
230 |
7,0 |
2,8 |
10,0 |
4,0 |
14 |
5,0 |
20 |
7,0 |
29 |
8,0 |
46 |
12,0 |
72 |
18,0 |
|
– |
230 |
– |
315 |
8,0 |
3,0 |
12,0 |
4,0 |
16 |
5,0 |
23 |
8,0 |
32 |
10,0 |
52 |
14,0 |
81 |
20,0 |
|
– |
315 |
– |
400 |
9,0 |
3,0 |
13,0 |
5,0 |
18 |
6,0 |
25 |
9,0 |
36 |
10,0 |
57 |
16,0 |
89 |
24,0 |
|
– |
400 |
– |
500 |
10,0 |
4,0 |
15,0 |
5,0 |
20 |
6,0 |
27 |
9,0 |
40 |
12,0 |
63 |
18,0 |
97 |
26,0 |
(tiếp theo bảng 1)
|
Kích thước danh nghĩa, mm |
Cấp chính xác |
|||||||||||||||||
|
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
||||||||||
|
|
||||||||||||||||||
|
IT |
|
IT |
|
IT |
|
IT |
|
IT |
|
IT |
|
IT |
|
IT |
|
IT |
|
|
|
Đến 3 |
25 |
6 |
40 |
8 |
60 |
12 |
100 |
20 |
140 |
30 |
250 |
50 |
400 |
80 |
600 |
120 |
1000 |
200 |
|
Trên 3 đến 6 |
30 |
8 |
48 |
10 |
75 |
16 |
120 |
30 |
180 |
40 |
300 |
60 |
480 |
100 |
750 |
160 |
1200 |
240 |
|
– 6 – 10 |
36 |
9 |
58 |
12 |
90 |
18 |
150 |
30 |
220 |
50 |
360 |
80 |
580 |
120 |
900 |
200 |
1500 |
300 |
|
– 10 – 18 |
43 |
10 |
70 |
14 |
110 |
30 |
180 |
40 |
270 |
60 |
430 |
90 |
700 |
140 |
1100 |
240 |
1800 |
380 |
|
– 18 – 30 |
52 |
12 |
84 |
18 |
130 |
30 |
210 |
50 |
330 |
70 |
520 |
120 |
840 |
180 |
1300 |
280 |
2100 |
440 |
|
– 30 – 50 |
62 |
16 |
100 |
20 |
160 |
40 |
250 |
50 |
390 |
80 |
620 |
140 |
1000 |
200 |
1600 |
320 |
2500 |
500 |
|
– 50 – 80 |
74 |
18 |
120 |
30 |
190 |
40 |
300 |
60 |
460 |
100 |
740 |
160 |
1200 |
240 |
1900 |
400 |
3000 |
600 |
|
– 80 – 120 |
87 |
20 |
140 |
30 |
220 |
50 |
350 |
70 |
540 |
120 |
870 |
180 |
1400 |
280 |
2200 |
440 |
3500 |
700 |
|
– 120 – 180 |
100 |
30 |
160 |
40 |
250 |
50 |
400 |
80 |
630 |
140 |
1000 |
200 |
1600 |
320 |
2500 |
500 |
4000 |
800 |
|
– 180 – 250 |
115 |
30 |
185 |
40 |
290 |
60 |
460 |
100 |
720 |
160 |
1150 |
240 |
1850 |
380 |
2900 |
600 |
4600 |
1000 |
|
– 250 – 315 |
130 |
30 |
210 |
50 |
320 |
70 |
520 |
120 |
810 |
180 |
1300 |
260 |
2100 |
440 |
3200 |
700 |
5200 |
1100 |
|
– 315 – 400 |
140 |
40 |
230 |
50 |
360 |
80 |
570 |
120 |
890 |
180 |
1400 |
280 |
2300 |
460 |
3600 |
800 |
5700 |
1200 |
|
– 400 – 500 |
155 |
40 |
250 |
50 |
400 |
80 |
630 |
140 |
970 |
200 |
1550 |
320 |
2500 |
500 |
4000 |
800 |
6300 |
1400 |
Chú thích. Cho phép tăng sai số đo cho phép quy định trong bảng trên khi giảm dung sai của kích thước có tính đến sự gia tăng của sai số đo, hoặc trong trường hợp phân chia sản phẩm thành những nhóm kích thước để lắp chọn.
1.2. Những sai số đo quy định trong tiêu chuẩn này là sai số đo cho phép lớn nhất bao gồm sai số của thiết bị đo, phương pháp đo, biến dạng nhiệt, chuẩn…
1.3. Sai số đo cho phép bao gồm sai số đo ngẫu nhiên và sai sót đo hệ thống không được tính đến trong phép đo.
Sai số đo ngẫu nhiên không được vượt quá 0,6 sai số đo cho phép và được tính bằng 2s, trong đó s là trị số sai lệch bình phương trung bình của sai số đó.
1.4. Đối với những dung sai không tương ứng với trị số quy định trong bảng 1, sai số cho phép được chọn theo trị số nhỏ gần nhất của dung sai với kích thước tương ứng.
2. GIỚI HẠN NGHIỆM THU CÓ TÍNH ĐẾN SAI SỐ ĐO CHO PHÉP
2.1. Ảnh hưởng của sai số đo đến kết quả của phép đo (xem phụ lục 1) phải được tính đến khi xác định giới hạn nghiệm thu – giới hạn nghiệm thu là trị số kích thước dùng để kiểm tra nghiệm thu sản phẩm (xem phụ lục 2).
2.2. Giới hạn nghiệm thu được quy định trùng với kích thước giới hạn, hoặc chuyển dịch tương đối so với kích thước giới hạn bằng cách đưa dung sai sản xuất vào (dung sai thu nhỏ).
Việc quy định giới hạn nghiệm thu trùng với kích thước giới hạn được khuyến khích sử dụng nhiều hơn.
Trong trường hợp sử dụng dung sai thu nhỏ, đại lượng chuyển dịch đối với mỗi giới hạn nghiệm thu không vượt quá một nữa sai số đo cho phép quy định trong tiêu chuẩn này.
2.3. Trong trường hợp kiểm tra lại (kiểm tra trọng tài) những chi tiết đã được nghiệm thu thì sai số đo không được vượt quá 30% sai số cho phép khi kiểm tra nghiệm thu. Trong số những chi tiết đã nghiệm thu, cho phép có đến 5% số chi tiết của lô kiểm tra lại có sai lệch nằm ngoài giới hạn nghiệm thu với trị số không lớn hơn một nữa sai số đo cho phép khi nghiệm thu – đối với cấp chính xác từ 2 đến 7; đến 4% – đối với cấp chính xác 8, 9 và 3% – đối với cấp chính xác 10 và những cấp chính xác thô hơn.
PHỤ LỤC 1
ẢNH HƯỞNG CỦA SAI SỐ ĐO ĐẾN KẾT QUẢ LOẠI BỎ KHI KIỂM TRA NGHIỆM THU
1. Ảnh hưởng của sai số đo khi kiểm tra nghiệm thu được đánh giá bằng các thông số sau:
m – Số lượng chi tiết tính bằng phần trăm trong tổng số những chi tiết được đo, có kích thước nằm ngoài kích thước giới hạn mà được công nhận là chi tiết đạt (lọt lưới);
n – Số lượng chi tiết tính bằng phần trăm trong tổng số những chi tiết đo, có kích thước nằm trong kích thước giới hạn mà bị loại bỏ (loại nhầm);
c – Đại lượng giới hạn xác xuất là đoạn vượt ra ngoài kích thước giới hạn (đối với những chi tiết lọt lưới).
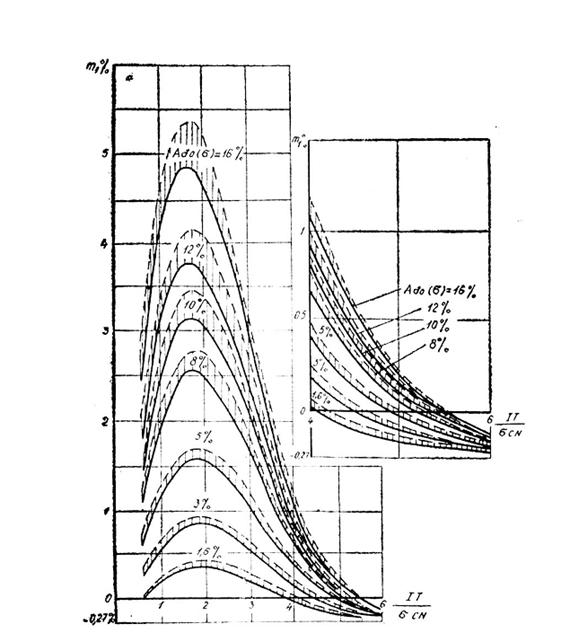
2. Trị số của những thông số m, n và c được thể hiện trên hình 1 ÷ 3 khi những kích thước kiểm tra phân bố chuẩn.
3. Trên hình 1 ÷ 3 đường đậm liền biểu thị việc phân bố sai số đo theo luật phân bố chuẩn, đường đứt đoạn – theo luật phân bố đều.
Trong trường hợp luật phân bố sai số đo không được biết trước, đối với những thông số m, n và c nên chọn giá trị trung bình trong các giá trị xác định theo đường đậm liền và đường đứt đoạn.
4. Thông số m và c trên đồ thị được xác định với xác suất tin cậy là 0,9973. Việc xác định m đối với xác suất tin cậy khác cần phải chuyển góc của tọa độ theo trục tung.
5. Trên đồ thị 1 ÷ 3 trị số Ađ (s) được xác định theo công thức:
Ađ (s) = ![]() 100 (1)
100 (1)
Trong đó:
s – sai lệch bình phương trung bình của sai số đo;
IT – dung sai của kích thước kiểm tra.
Khi xác định những thông số m, n và c nên chọn Ađ (s) = 16% đối với cấp chính xác 2 – 7, 12% – đối với cấp chính xác 8 và 9 và 10% – đối với cấp chính xác 10 và thô hơn.
6. Các thông số m, n và c được biểu thị trên đồ thị phụ thuộc vào trị số ![]()
Trong đó sCN – Sai lệch bình phương trung bình của phân bố các sai số chế tạo (công nghệ).
7. Các thông số m, n và c trên hình 1 ÷ 3 được biểu thị khi vị trí của dung sai đối xứng so với tâm tập trung của những chi tiết kiểm tra.
8. Ảnh hưởng đồng thời của sai số hệ thống và sai số ngẫu nhiên của chế tạo đến các thông số m và n được xác định trên đồ thị hình 1 ÷ 2, nhưng thay trị số ![]() bằng
bằng ![]() (2)
(2)
– đối với một giới hạn và bằng ![]() (3) – đối với giới hạn khác.
(3) – đối với giới hạn khác.
Trong đó:
at – sai số chế tạo hệ thống.
Khi xác định m và n đối với mỗi giới hạn được lấy một nữa những trị số thu được.
9. Ảnh hưởng đồng thời của sai số ngẫu nhiên và hệ thống của phép đo (nếu sai số hệ thống không loại trừ bằng sự hiệu chỉnh) đến những thông số m, n và c được xác định bằng đồ thị của hình 1 ÷ 3, theo công thức sau:
m = ![]() +
+ ![]() –
– ![]() (4)
(4)
n = ![]() +
+ ![]() –
– ![]() (5)
(5)
c = C (IT + 2ađ) ađ; (6)
Trong đó ađ – Sai số đo hệ thống (được chọn với dấu + khi dung sai được mở rộng và dấu – khi dung sai thu hẹp).
m (IT + 2ađ); n (IT + 2ađ); c (IT + 2ađ) – Những thông số khi dung sai thay đổi một trị số bằng sai số đo hệ thống.
Fo (đ) – Hàm phân bố tích phân của sai số chế tạo.
Chú thích. Khi xác định ảnh hưởng đồng thời của sai số đo hệ thống và ngẫu nhiên phải dùng những trị số sau đây của Ađ (s), xác định theo công thức:
Ađ (![]() )
) ![]() (7) Ađ (
(7) Ađ (![]() )
) ![]() (8)
(8)
Trong đó a – Sai số chế tạo hệ thống khi sử dụng công thức 2 và 3 hoặc sai số đo hệ thống khi dùng công thức 4,5 và 6.
10. Các trị số giới hạn của m, n và ![]() tương ứng với những cực trị của đường cong trên hình 1 ÷ 3 được quy định trong bảng 2.
tương ứng với những cực trị của đường cong trên hình 1 ÷ 3 được quy định trong bảng 2.
Bảng 2
|
Ađ (s) |
m, % |
% |
|
||||||
|
1,6 3 5 8 10 12 16 |
Từ – – – – – – |
0,37 0,87 1,6 2,6 3,1 3,75 5,0 |
đến – – – – – – |
0,39 0,9 1,7 2,8 3,5 4,1 5,4 |
Từ – – – – – – |
0,7 1,2 2,0 3,4 4,5 5,4 7,8 |
đến – – – – – – |
0,75 1,3 2,25 3,7 4,75 5,8 8,25 |
0,01 0,03 0,06 0,1 0,14 0,17 0,25 |
Chú thích:
1) Các giá trị đầu của m và n tương ứng với sự phân bố sai số đo theo luật phân bố chuẩn. Các giá trị tương ứng theo luật phân bố đều;
2) Trị số giới hạn của những thông số m, n và ![]() chỉ tính đến ảnh hưởng của những thành phần ngẫu nhiên của sai số đo.
chỉ tính đến ảnh hưởng của những thành phần ngẫu nhiên của sai số đo.
Hình 1
PHỤ LỤC 2
GIỚI HẠN NGHIỆM THU CÓ TÍNH ĐẾN SAI LỆCH ĐO
Tiêu chuẩn này quy định hai phương pháp xác định giới hạn nghiệm thu.
Phương pháp I: Giới hạn nghiệm thu được chọn trùng với kích thước giới hạn.
Ví dụ: Khi thiết kế trục có đường kính bằng 100 mm cho thấy rằng để đảm bảo điều kiện sử dụng thì sai lệch của kích thước của trục phải theo h6 (100 – 0,022).
Tương ứng với kích thước trên và dung sai của trục theo bảng 1 của tiêu chuẩn này, sai số đo cho phép bằng 0,006 mm.
Qua bảng 2 của phụ lục tham khảo 1 có thể xác định được rằng trong điều kiện không xác định được độ chính xác của quá trình công nghệ và đối với Ađ (s) bằng 16% thì m bằng 5,2 và bằng 0,25 IT, nghĩa là trong số những chi tiết đạt khi nghiệm thu có 5,2% chi tiết lọt lưới với sai lệch giới hạn là + 0,0055 và 0,0275 mm.
Những số liệu nhận được không ảnh hưởng đến những chỉ tiêu sử dụng của trục, thì trên bản vẽ sẽ được ghi cấp chính xác lựa chọn ban đầu. Trong trường hợp ngược lại sẽ chọn cấp chính xác tinh hơn hoặc một miền dung sai khác trong cấp chính xác này.
Phương pháp II: Giới hạn nghiệm thu dịch chuyển về phía trong kích thước giới hạn.
Phương án 1: Khi có kích thước giới hạn mà không rõ độ chính xác của quy trình công nghệ. Theo điều 2.2 của tiêu chuẩn này thì kích thước giới hạn sẽ chuyển dịch về phía trong một đại lượng bằng một nữa sai số đo cho phép. Như vậy giới hạn nghiệm thu của trục có đường kính Φ 100 – 0,022, sai số đo cho phép d = 0,006 mm, sẽ là:
![]()
Phương án 2: Khi có kích thước giới hạn và cho trước độ chính xác của quy trình công nghệ. Trong trường hợp này kích thước giới hạn được giảm một trị số bằng thông số c (xem phụ lục 1). Giả thiết rằng đối với ví dụ đã xét ở trên ![]() = 4 (Trong chế tạo sẽ có 4,5% sản phẩm phẩm sai hỏng tgeo cả hai giới hạn).
= 4 (Trong chế tạo sẽ có 4,5% sản phẩm phẩm sai hỏng tgeo cả hai giới hạn).
Ađ = 16%. Theo hình 3 của phụ lục 1 ta có C = 0,1 . IT = 0,0022 mm
Từ đó ta có thể tính được đường kính trục bằng:
![]()
