
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 4272:1986 về Máy ổn áp xoay chiều OX-1500 VA do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 4272-86
MÁY ỔN ÁP XOAY CHIỀU OX – 1500 VA
A.C. Voltage stabilizer OX – 1500 VA
Tiêu chuẩn này áp dụng cho máy để ổn định điện áp 1 pha (gọi tắt là ổn áp) được mắc vào lưới điện xoay chiều có điện áp 220V, tần số 50 Hz, được dùng trong các trường học, bệnh viện, nhà máy, phòng thí nghiệm …
1. CÁC THÔNG SỐ VÀ KÍCH THƯỚC CƠ BẢN
1.1. Các thông số cơ bản của ổn áp phải phù hợp với bảng 1
Bảng 1
|
Ký hiệu ổn áp |
Công suất ra danh định VA |
Điện áp lưới danh định V |
Giới hạn thay đổi điện áp lưới % |
Điện áp ra danh định V |
Độ lệch điện áp ra % |
Hệ số hiệu dụng % |
Cos |
|
OX-1500 VA |
1500 |
220 |
85 – 220 |
220 |
1 |
80 |
0,8 |
1.2. Kích thước phủ bì và khối lượng của ổn áp phải phù hợp với các chỉ dẫn trên hình vẽ 1 và bảng 2

Bảng 2
|
Ký hiệu máy ổn áp |
Kích thước phủ bì không quá, mm |
Khối lượng không quá kg |
||
|
A |
B |
C |
||
|
OX – 1500VA |
360 |
425 |
580 |
67 |
1.3. Ký hiệu của máy ổn áp gồm có:
– Chữ cái OX: Ổn áp xoay chiều:
– Nhóm chữ số thứ hai: chỉ công suất.
2. YÊU CẦU KỸ THUẬT
1.2. Máy ổn áp xoay chiều phải chế tạo để sử dụng với điều kiện khí hậu quy định trong TCVN 1443-81 và điều kiện sau đây:
– Môi trường xung quanh không có bụi dẫn điện, không có hơi các hóa chất có khả năng ăn mòn kim loại và phá hủy khả năng cách điện của các bộ phận trong máy, không chịu tác động trực tiếp của mưa, bụi và bức xạ mặt trời.
2.2. Máy ổn áp phải chịu được thử nóng ẩm liên tục chu kỳ theo TCVN 1612-75.
2.3. Máy ổn áp phải được tác động cơ học với:
– Tần số rung: 50 – 60 Hz
– Gia tốc: 19,6 m/s2
– Thời gian: 1h.
2.4. Cấu trúc của ổn áp phải trọn bộ gồm có các biến áp và bộ điều khiển được nối với nhau bằng mạch điện. Mặt ngoài của ổn áp phải có vỏ bảo vệ, vỏ của ổn áp phải có sơn lót chống gỉ, lớp sơn ngoài phải đều, nhẵn bóng và không bong.
2.5. Với giá trị danh định của điện áp lưới, tải danh định và tấn số lưới điện 50 Hz ± 0,5 Hz thì điện áp ra danh định của ổn áp không được thay đổi quá 1% (phù hợp với chỉ tiêu nêu trong bảng 1).
2.6. Hệ số méo phi tuyến của dạng sóng điện áp ra của ổn áp không quá 10%.
2.7. Thời gian phục hồi điện áp ra ổn định không quá 0,5 s.
2.8. Điện trở cách điện giữa các cuộn dây và vỏ máy không được nhỏ hơn:
a – 60 MΩ ở trạng thái nguội.
b – 6 MΩ ở trạng thái nóng.
2.9. Cách điện giữa các cuộn dây với vỏ phải chịu được điện áp xoay chiều 1500 V, 50 Hz trong một phút mà không có hiện tượng phóng điện hoặc đánh thủng.
2.10. Bản mạch in dùng lắp bộ khuếch đại không được gây ra các hiện tượng đánh lửa, rò rỉ trong quá trình máy làm việc.
2.11. Trong quá trình máy làm việc, độ tăng nhiệt của các cuộn dây không quá 600C, độ tăng nhiệt bề mặt ngoài của vỏ không quá 300C.
2.12. Bề mặt của các chi tiết dẫn điện làm bằng kim loại phải có lớp mạ dẫn điện, chống gỉ không mỏng hơn 0,001 mm.
2.13. Ổn áp phải có công tắc ngắt điện hai trạng thái. Cần công tắc đó phải có chữ “tắt” và “mở”. Ổn áp phải có đèn báo hiệu có điện, có đồng hồ chỉ thị điện áp ra với cấp chính xác không lớn hơn 0,25.
2.14. Tất cả các mối ghép bằng bu lông, đai ốc phải có vòng đệm chống hiện tượng tự lỏng, tự xoay.
2.15. Máy ổn áp phải lắp bánh xe đẩy để tiện cho việc sử dụng và vận chuyển.
2.16. Ổn áp phải có cầu chảy bảo vệ, phích cắm, dây nối từ lưới điện tới máy và ổ cắm lấy điện ra đảm bảo đúng tiêu chuẩn, tài liệu kỹ thuật đã được duyệt.
2.17. Ổn áp phải có bu lông nối đất được ký hiệu bằng sơn đen không phai màu chữ “đất” hay dấu hiệu nối đất.
2.18. Khi máy làm việc ở chế độ danh định thì mức ổn phát ra ở khoảng cách 1 m tính từ vỏ máy không được quá 37 db.
3. QUY TẮC NGHIỆM THU
3.1. Tất cả các máy ổn áp trước khi xuất xưởng phải được bộ phận kiểm tra chất lượng sản phẩm của xí nghiệp kiểm tra nghiệm thu theo các thông số kỹ thuật được nêu trong tiêu chuẩn này qua kiểm tra chất lượng, kiểm tra định kỳ và kiểm tra điển hình.
3.2. Kiểm tra nghiệm thu
3.2.1. Bộ phận kiểm tra chất lượng sản phẩm của xí nghiệp tiến hành kiểm tra nghiệm thu máy theo TCVN 2600 – 78 và theo trình tự sau:
a) Kiểm tra các kích thước cơ bản và các bộ phận cơ khí của máy ổn áp.
b) Kiểm tra các chỉ tiêu mỹ thuật của máy.
c) Kiểm tra các chỉ tiêu kỹ thuật của máy.
3.2.2. Những máy sau khi được kiểm tra nghiệm thu không đạt yêu cầu theo các chỉ tiêu kỹ thuật đã nêu trong tiêu chuẩn này đều được trả lại bộ phận sản xuất để kiểm tra, sửa chữa lại. Sau khi sửa chữa lại các máy đó được tiếp tục kiểm tra nghiệm thu.
3.3. Kiểm tra định kỳ:
3.3.1. Kiểm tra định kỳ được tiến hành 6 tháng một lần. Các máy đưa vào kiểm tra định kỳ được lấy một cách ngẫu nhiên trong số máy đã qua kiểm tra nghiệm thu.
3.3.2. Kiểm tra định kỳ được tiến hành theo phương pháp lấy mẫu một lần.
3.3.3. Số lượng mẫu lấy để tiến hành kiểm tra định kỳ do cơ sở sản xuất quy định nhưng không ít hơn 5 mẫu.
3.4. Kiểm tra điển hình.
3.4.1. Phải tiến hành kiểm tra điển hình cho loại ổn áp mới thiết kế lại cũng như khi thay đổi một phần hoặc toàn bộ kết cấu, vật liệu hay công nghệ sản xuất, nếu những thay đổi đó có thể ảnh hưởng tới các thông số của ổn áp.
3.4.2. Số lượng máy đưa vào kiểm tra điển hình không ít hơn 5 máy. Kết quả kiểm tra điển hình được coi là đạt yêu cầu nếu tất cả các máy được kiểm tra đều thỏa mãn các yêu cầu kỹ thuật. Khi kết quả kiểm tra không phù hợp dù chỉ là một chỉ tiêu thì cần phải kiểm tra lại với số lượng mẫu gấp đôi. Kết quả kiểm tra lại là kết quả cuối cùng.
4. PHƯƠNG PHÁP THỬ
4.1. Môi trường để tiến hành các phép kiểm tra đo lường phải phù hợp với TCVN 1966-77.
4.2. Sự phù hợp của các ổn áp với những yêu cầu của điều 2.2; 2.6; 2.7; 2.8; 2.10; 2.11; 2.12; 2.13; 2.14 và 2.15 được xác định bằng cách:
a) Quan sát bằng mắt.
b) Đo các kích thước đã nêu trong các bản vẽ và các tài liệu kỹ thuật áp dụng cho quá trình sản xuất máy.
c) Kiểm tra lắp ráp bằng ôm mét.
d) So sánh với máy mẫu.
4.3. Phải kiểm tra độ ổn định điện áp ra của ổn áp theo yêu cầu ở điều 2, theo sơ đồ mạch ở hình 2 và theo trình tự sau đây:
– Điện áp lưới dẫn tới đầu vào của ổn áp qua bộ điều chỉnh điện áp và được nâng lên từ từ tới giá trị danh định.
– Cho máy hoạt động với tải danh định thì sự xác lập điện áp ra của ổn áp phải phù hợp với yêu cầu nêu ra ở điều 2.3.
– Thay đổi điện áp vào máy ở giới hạn từ 85% đến 110% so với giá trị danh định; khi đó điện áp ra của ổn áp phải phù hợp với yêu cầu ở điều 2.3 và bảng 1.

Hình 2
1- Bộ điều chỉnh điện áp xoay chiều.
2 – Ổn áp
r – Tải.
V1, V2 -Vôn mét xoay chiều.
Trong phép đo trên cấp chính xác của vôn mét không lớn hơn 0,5 cấp chính xác của ampe mét không lớn hơn 2,5.
4.4. Kiểm tra hệ số méo phi tuyến của dạng sóng điện áp ra theo yêu cầu ở điều 2.4 bằng máy đo méo phi tuyến. Phải đo hệ số méo phi tuyến khi có tải danh định và điện áp vào ở giới hạn trên và tần số bằng 50 Hz ± 0,5 Hz.
4.5. Kiểm tra hệ số hiệu dụng và hệ số công suất theo yêu cầu nêu trong bảng 1.
4.5.1. Hệ số hiệu dụng của ổn áp được xác định bằng tỷ số giữa hai trị số chỉ ra trên hai oát mét theo sơ đồ hình 3 khi máy hoạt động với điện áp vào danh định và tải danh định theo công thức:
Hệ số hiệu dụng = ![]() . 100 %
. 100 %
Hình 3
1- Bộ điều chỉnh điện áp xoay chiều.
2- Ổn áp
r – Tải
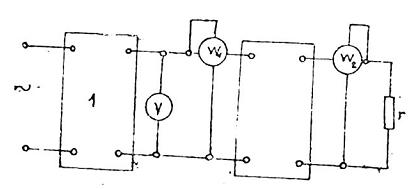
4.5.2. Hệ số công suất cos j được xác định theo sơ đồ hình 4 khi máy hoạt động với điện áp vào danh định và tải danh định theo công thức:
Cosj = ![]()
Trong đó:
w – trị số công suất chỉ trên oát mét, w.
U – điện áp chỉ thị trên vôn mét, V.
I – Trị số dòng điện chỉ trên ampe mét, A.
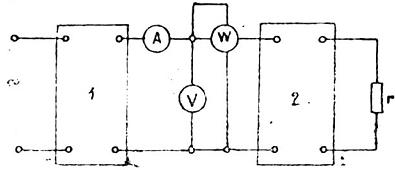
Hình 4
1- Bộ điều chỉnh điện áp xoay chiều.
2 – Ổn áp
r – Tải.
4.5.3. Khi xác định hệ số hiệu dụng và hệ số công suất phải dùng các dụng cụ đo có các cấp chính xác không lớn hơn 0,5. Cho phép dùng oát mét để đo cosj có cấp chính xác 1.
4.6. Kiểm tra độ cách điện ở điều 2.6 được tiến hành bằng mêgaôm mét điện áp 1000 V.
4.7. Kiểm tra độ bền cơ khí bằng cách đưa ổn áp vào thử trên bàn rung với:
– Tần số rung: 50 Hz ÷ 60 Hz;
– Gia tốc: 19,6 m/s2;
– Thời gian: 1 h
Sau khi đưa vào phép thử trên ổn áp phải:
a- không có hư hỏng về cơ học trong kết cấu cơ khí.
b- Thỏa mãn đầy đủ các chỉ tiêu kỹ thuật được nêu trong tiêu chuẩn này.
5. GHI NHÃN, BAO GÓI, VẬN CHUYỂN VÀ BẢO QUẢN
5.1. Trên mỗi ổn áp phải có in nhãn hiệu với nội dung sau đây:
– Tên hoặc dấu hiệu hàng hóa của xí nghiệp sản xuất.
– Ký hiệu quy ước của ổn áp.
– Ký hiệu của tiêu chuẩn này.
– Tháng, năm sản xuất.
5.2. Máy ổn áp sau khi nghiệm thu đều được bao gói cẩn thận trong hòm gỗ. Giữa máy và vỏ gỗ được lót bằng các bìa xốp để tránh hư hỏng lớp sơn vỏ máy, nhãn máy khi vận chuyển.
5.3. Hòm gỗ để đựng ổn áp phải chắc chắn, phía ngoài của hòm gỗ phải có các chỉ dẫn quy định chiều đặt máy, hỏng dễ vỡ, v.v….
5.4. Trong mỗi hòm đựng máy phải có các tài liệu sau đây:
a- Bản thuyết minh các đặc trưng kỹ thuật, hướng dẫn sử dụng và bảo quản máy.
b- Tên hoặc ký hiệu của xí nghiệp sản xuất.
c- Địa chỉ của xí nghiệp sản xuất.
d- Ký hiệu quy ước của ổn áp.
đ- Số hiệu của tiêu chuẩn.
g- Tháng, năm sản xuất.
h- Dấu kiểm tra, họ tên người kiểm tra.
i- Thẻ bảo hành máy.
5.5. Các máy ổn áp đã được đóng gói có thể vận chuyển bằng bất cứ phương tiện gì với điều kiện các tác động của cơ học và khí hậu khi vận chuyển không vượt quá mức cho phép đã nêu trong tiêu chuẩn này.
5.6. Các máy ổn áp cần được bảo quản ở nơi khô ráo, thoáng mát. Nhiệt độ bảo quản từ 00C tới 400C, độ ẩm tương đối của không khí không quá 85%.
